一种PE膜自动包装装置的制作方法
一种pe膜自动包装装置
技术领域
1.本发明涉及pe膜包装技术领域,具体为一种pe膜自动包装装置。
背景技术:
2.pe膜的主要成分是聚乙烯薄膜以及亚克力胶,是一种无害的化学材料,根据制造方法与控制手段的不同,可制造出低密度、中密度、高密度的聚乙烯与交联聚乙烯等不同性能的产品,因而应用的场合也有所不同。
3.现今pe膜只是采用纸质卷管对着膜进行包装,包装后的pe膜投入使用期间,受到外界风力因素以及外物阻力影响下,平铺的pe膜与卷材之间会出现内缩皱褶,进而对于后续人工作业造成一定的影响和阻碍,同时使用后pe膜的聚拢和收纳也会增大人工的工作强度,进而降低人工作业的效率。
4.根据上述所示,如何解决pe膜包装在纸质卷管外部后,能够方便其快速投入实时场地进行平整铺设使用以及后续废弃的pe膜的收纳,即为本发明需要解决技术难点。
技术实现要素:
5.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
6.为此,本发明所采用的技术方案为:一种pe膜自动包装装置,包括承重机构、传动机构、排气机构和膜管夹持机构,所述承重机构包括横置的第一机罩和第二机罩、螺纹连接在第一机罩和第二机罩内的固定螺母、分别安装在第一机罩和第二机罩顶部的两个拉杆以及活动安装在相邻两个拉杆内部的梁杆,所述传动机构包括安装在第一机罩外部凹孔内的电机、啮合传动于电机外端的横链、安装在承重机构上的多个定位件、活动连接在定位件内侧的联动轴、连接在联动轴内部的弹簧以及活动贯穿至联动轴内部的插杆,所述排气机构包括活动安装在第一机罩和第二机罩内部的旋转轴杆、位于旋转轴杆内端的集气管、连接在旋转轴杆内端的履带以及安装在集气管上的支架,所述膜管夹持机构包括利用环形垫圈安装在第一机罩和第二机罩内端凸起端头上的转盘、螺纹连接在转盘内侧中部的增压件、活动安装在转盘内端的外壳、安装在外壳内端的垫圈、活动安装在垫圈内端环槽中的环扣、安装在外壳内部的芯件、连接在外壳内端侧壁上的多个伸缩件、安装在伸缩件上的护垫以及安装在外壳内壁上的隔片。
7.本发明在一较佳示例中可以进一步配置为:所述第一机罩的外部开设有向内凹陷的矩形凹槽,且矩形凹槽的内壁开设有用于电机散热的气孔,所述第一机罩和第二机罩的内端开设有向内凸起的t字形端头,且t字形端头的外部连接有用于约束转盘的环形垫圈。
8.通过采用上述技术方案,在第一机罩和第二机罩的内端均开设向内凸起的t字形端头,并利用固定螺母连接用于约束转盘的环形垫圈,此时被固定下环形垫圈内端的环槽会与转盘外端环形滑块进行活动对接,以此能够使得该装对pe膜卷管进行有效束紧。
9.本发明在一较佳示例中可以进一步配置为:所述联动轴的外端开设有轴承,且联动轴内端的中部开设有十字形槽口,所述联动轴内端的十字形槽口适配于插杆内十字形杆
体。
10.通过采用上述技术方案,将插杆采用十字形杆和焊接在杆体两端的圆柱形垫块制成,结合插杆十字形杆体两端分别对相邻两个联动轴内端十字形槽口的适配约束,以此能够方便相邻两个联动轴横向扩张的同时,又可以确保联动轴和插杆之间的联合传动。
11.本发明在一较佳示例中可以进一步配置为:所述集气管是由圆环形气罩和横置焊接在圆环形气罩内端的气管组成,且气管的顶部开设有均匀分布的吸气槽口,同时旋转轴杆是由母杆、子杆、两个轴承以及安装在子杆内端的涡轮扇叶组合而成。
12.通过采用上述技术方案,在集气管的顶部开设均匀分布的吸气槽口,结合集气管顶部的吸气槽口对位于其顶部的pe膜的竖向吸引贴合,此时受到旋转轴杆内端涡轮扇叶向外排气作用下,从而能够确保拉伸的pe膜可以得到有效的扩张平铺以及后续废弃的pe膜的平整收纳。
13.本发明在一较佳示例中可以进一步配置为:所述转盘的两端均开设有向外凸起的环形滑块,且转盘内侧的中部开设有适配啮合于增压件的螺纹槽孔。
14.通过采用上述技术方案,在转盘内侧的中部开设适配啮合于增压件内螺纹杆体的螺纹槽孔,结合螺纹杆体内端圆台形垫块对多个护垫的横向增压推动,以此能够方便操作人员对不同长度pe膜卷管的快速夹持和束缚。
15.本发明在一较佳示例中可以进一步配置为:所述护垫整体呈l形,且护垫内端凸起的端头中活动安装有用于压紧pe膜卷管内壁的滚轮。
16.通过采用上述技术方案,将护垫整体结构设置为l形,结合护垫内端的凸起端头在扩张后对pe膜卷管内壁的增压束紧,此时结合护垫内滚轮对pe膜卷管内壁的小摩擦力传动,以此能够使得pe膜卷管的两端能够与两个环扣内侧进行紧密的增压贴合,从而方便pe膜卷管整体的自由旋转。
17.本发明在一较佳示例中可以进一步配置为:所述伸缩件是由伸缩母杆、伸缩子杆和压簧组成。
18.通过采用上述技术方案,结合伸缩件内伸缩母杆对护垫的连接,同时配护垫内伸缩子杆外端与外壳内壁的连接,此时护垫的扩张和收缩能够得到恒压牵引控制。
19.通过采用上述技术方案,本发明所取得的有益效果为:1.本发明通过根据pe膜卷管整体结构来设置对其两端端口进行夹持束紧的两个环扣,并在两个环扣内侧设置可对pe膜卷管内壁进行夹紧且呈环形分布的多个护垫,并在护垫内端凸起端头内活动安装可对pe膜卷管内壁进行增压传动的滚轮,此时pe膜卷管的外壁会压紧在环扣的内侧,利用履带将旋转轴杆内端工字形轴承与环扣进行联动,此时旋转轴杆的旋转和传动在鼓动集气管内腔排空气的同时,又能够带动pe膜卷管上的pe膜向外同步拉伸,此时拉伸的pe膜两侧会沿着集气管顶部的气孔进行竖向贴合,进而能够保证pe膜在平铺拉伸或者废弃的pe膜的收纳期间可以得到有序的整合处理。
20.2.本发明通过在环扣外端的环形滑块上活动安装垫圈和外壳,且在外壳的内部安装用于约束增压件的芯件,并在外壳内腔的中部悬空架设圆周分布的多个护垫,同时在外壳内端侧壁上安装呈圆环形分布的多个隔片,结合隔片外端对护垫外壁的增压束缚,当增压件横向推动多个护垫扩张后,多个隔片即可辅助护垫进行横向增压束缚,并在伸缩件的定位牵引下,从而能够确保pe膜卷管在使用时能够得到安全束缚和固定。
21.3.本发明通过在第一机罩和第二机罩的外部分别安装用于束缚两个联动轴的定位件,结合插杆两端分别与相邻两个联动轴内腔横孔的适配,当pe膜卷管长度不一时,即可控制两个联动轴和两个拉杆向外的扩张,从而实现该装置对不同长度的pe膜卷管进行适配性使用。
附图说明
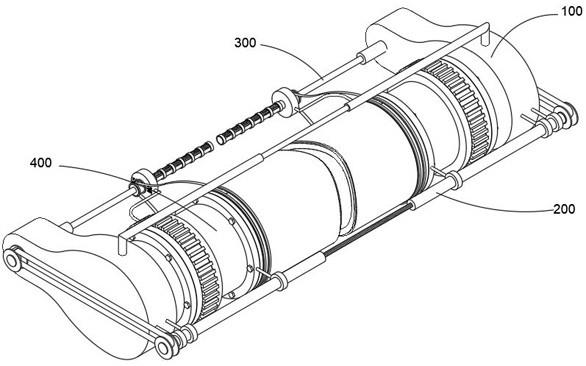
22.图1为本发明一个实施例的示意图;图2为本发明一个实施例的仰视示意图;图3为本发明一个实施例的分散示意图;图4为本发明一个实施例的局部分散示意图;图5为本发明一个实施例图4的a处放大示意图;图6为本发明一个实施例图4的内部分散示意图;图7为本发明一个实施例图6的分散及其局部剖面示意图;图8为本发明一个实施例图7的b处放大示意图;图9为本发明一个实施例图7的内部分散及其剖面示意图;图10为本发明一个实施例图9的分散示意图。
23.附图标记:100、承重机构;110、第一机罩;120、第二机罩;130、固定螺母;140、拉杆;150、梁杆;200、传动机构;210、定位件;220、联动轴;230、弹簧;240、插杆;250、横链;260、电机;300、排气机构;310、支架;320、集气管;330、旋转轴杆;340、履带;400、膜管夹持机构;410、外壳;420、转盘;430、垫圈;440、环扣;450、芯件;460、增压件;470、护垫;480、伸缩件;490、隔片。
具体实施方式
24.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
25.下面结合附图描述本发明的一些实施例提供的一种pe膜自动包装装置。
26.实施例一:结合图1-图10所示,本发明提供的一种pe膜自动包装装置,包括承重机构100、传动机构200、排气机构300和膜管夹持机构400,传动机构200安装在承重机构100上,排气机构300安装在承重机构100内,膜管夹持机构400安装在承重机构100上。
27.承重机构100包括第一机罩110、第二机罩120、固定螺母130、拉杆140和梁杆150,传动机构200包括定位件210、联动轴220、弹簧230、插杆240、横链250以及电机260,排气机构300包括支架310、集气管320、旋转轴杆330以及履带340,膜管夹持机构400包括外壳410、转盘420、垫圈430、环扣440、芯件450、增压件460、护垫470、伸缩件480以及隔片490。
28.具体的,多个固定螺母130分别螺纹连接在第一机罩110和第二机罩120内,两个拉
杆140分别安装在第一机罩110和第二机罩120的顶部,梁杆150活动安装在相邻两个拉杆140的内部,电机260安装在第一机罩110外部的凹孔内,横链250啮合传动于电机260的外端,多个定位件210安装在承重机构100上,联动轴220活动连接在定位件210的内侧,弹簧230连接在联动轴220的内部,插杆240活动贯穿至联动轴220的内部,一个旋转轴杆330活动安装在第一机罩110内,另一个旋转轴杆330活动安装在第二机罩120的内,集气管320位于旋转轴杆330的内端,履带340连接在旋转轴杆330的内端,支架310安装在集气管320上,转盘420利用环形垫圈安装在第一机罩110和第二机罩120内端凸起的端头上,增压件460螺纹连接在转盘420内侧的中部,外壳410活动安装在转盘420的内端,垫圈430安装在外壳410的内端,环扣440活动安装在垫圈430内端的环槽中,芯件450安装在外壳410的内部,多个伸缩件480连接在外壳410内端的侧壁上,护垫470安装在伸缩件480上,隔片490安装在外壳410的内壁上。
29.利用在插杆240两端分别与相邻两个联动轴220内腔横孔的适配,当pe膜卷管长度不一时,即可控制两个联动轴220和两个拉杆140向外的扩张,并在外壳410内腔的中部悬空架设圆周分布的多个护垫470,同时在外壳410内端侧壁上安装呈圆环形分布的多个隔片490,结合隔片490外端对护垫470外壁的增压束缚,当增压件460横向推动多个护垫470扩张后,多个隔片490即可辅助护垫470进行横向增压束缚,在两个环扣440内侧设置可对pe膜卷管内壁进行夹紧且呈环形分布的多个护垫470,并在护垫470内端凸起端头内活动安装可对pe膜卷管内壁进行增压传动的滚轮,此时pe膜卷管的外壁会压紧在环扣440的内侧,利用履带340将旋转轴杆330内端工字形轴承与环扣440进行联动,此时旋转轴杆330的旋转和传动在鼓动集气管320内腔排空气的同时,又能够带动pe膜卷管上的pe膜向外同步拉伸,此时拉伸的pe膜两侧会沿着集气管320顶部的气孔进行竖向贴合,进而能够保证pe膜在平铺拉伸或者废弃的pe膜的收纳期间可以得到有序的整合处理。
30.实施例二:结合图4和图6所示,在实施例一的基础上,第一机罩110的外部开设有向内凹陷的矩形凹槽,且矩形凹槽的内壁开设有用于电机260散热的气孔,第一机罩110和第二机罩120的内端开设有向内凸起的t字形端头,且t字形端头的外部连接有用于约束转盘420的环形垫圈。
31.利用在第一机罩110和第二机罩120的内端均开设向内凸起的t字形端头,并利用固定螺母130连接用于约束转盘420的环形垫圈,此时被固定下环形垫圈内端的环槽会与转盘420外端环形滑块进行活动对接,以此能够使得该装对pe膜卷管进行有效束紧。
32.实施例三:结合图4和图5所示,在实施例一的基础上,联动轴220的外端开设有轴承,且联动轴220内端的中部开设有十字形槽口,联动轴220内端的十字形槽口适配于插杆240内十字形杆体。
33.利用将插杆240采用十字形杆和焊接在杆体两端的圆柱形垫块制成,结合插杆240十字形杆体两端分别对相邻两个联动轴220内端十字形槽口的适配约束,以此能够方便相邻两个联动轴220横向扩张的同时,又可以确保联动轴220和插杆240之间的联合传动。
34.实施例四:结合图7和图8所示,在实施例一的基础上,集气管320是由圆环形气罩和横置焊接
在圆环形气罩内端的气管组成,且气管的顶部开设有均匀分布的吸气槽口,同时旋转轴杆330是由母杆、子杆、两个轴承以及安装在子杆内端的涡轮扇叶组合而成。
35.利用在集气管320的顶部开设均匀分布的吸气槽口,结合集气管320顶部的吸气槽口对位于其顶部的pe膜的竖向吸引贴合,此时受到旋转轴杆330内端涡轮扇叶向外排气作用下,从而能够确保拉伸的pe膜可以得到有效的扩张平铺以及后续废弃的pe膜的平整收纳。
36.实施例五:结合图9和图10所示,在实施例一的基础上,转盘420的两端均开设有向外凸起的环形滑块,且转盘420内侧的中部开设有适配啮合于增压件460的螺纹槽孔,护垫470整体呈l形,且护垫470内端凸起的端头中活动安装有用于压紧pe膜卷管内壁的滚轮。
37.利用在转盘420内侧的中部开设适配啮合于增压件460内螺纹杆体的螺纹槽孔,结合螺纹杆体内端圆台形垫块对多个护垫470的横向增压推动,结合护垫470内端的凸起端头在扩张后对pe膜卷管内壁的增压束紧,此时结合护垫470内滚轮对pe膜卷管内壁的小摩擦力传动,以此能够方便操作人员对不同长度pe膜卷管的快速夹持和束缚,进而又可以使得pe膜卷管的两端能够与两个环扣440内侧进行紧密的增压贴合,从而方便pe膜卷管整体的自由旋转。
38.本发明在一较佳示例中可以进一步配置为:伸缩件480是由伸缩母杆、伸缩子杆和压簧组成。
39.通过采用上述技术方案,结合伸缩件480内伸缩母杆对护垫470的连接,同时配护垫470内伸缩子杆外端与外壳410内壁的连接,此时护垫470的扩张和收缩能够得到恒压牵引控制。
40.本发明的工作原理及使用流程:操作人员需要预先调节两个拉杆140沿着梁杆150的两端向外扩张,同时间,两个联动轴220会沿着插杆240的两端向外同步扩张,直至pe膜卷的两端能够适配夹持在相邻两个环扣440的内侧,接着再度将两个拉杆140和两个联动轴220分别沿着梁杆150和插杆240的两端得到横向收缩,此时pe膜卷整体会得到最大程度的夹紧固定,然后再控制转盘420进行顺时针旋转,此时转盘420中部开设的螺纹凹孔会带动增压件460整体沿着芯件450中部的横孔向着pe卷膜的内部伸展,此时增压件460内端的圆台形垫块会对圆周分布的多个护垫470进行横向增压扩张,此时圆周分布于pe卷膜管两端的多个护垫470内端会将pe卷膜管内壁进行夹紧固定,此时pe卷膜管会受到多个护垫470内端的滚轮圆周增压,直至pe卷膜管两端的外壁压紧在环扣440的内侧,然后启动并运行电机260,此时电机260外端传动轴高速旋转时会带动横链250进行旋转,此时横链250的两端会同步驱动联动轴220、插杆240以及旋转轴杆330整体进行高速转动,当旋转轴杆330旋转时,其内端安装的涡轮扇叶会在集气管320外端圆环形气罩的内腔进行向高速转动,并将集气管320内部的空气向外排空,此时集气管320外部的空气会处于一种循环的状态进行排空,此时位于集气管320正上方的pe卷膜会被竖向吸引至其顶部的气孔部位,当操作人员牵扯pe卷膜时,经过集气管320正上方的pe卷膜即可得到有效的竖向贴合束紧。
41.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1