一种带自清洁功能的印刷用耐磨胶辊及其制备方法与流程
一种带自清洁功能的印刷用耐磨胶辊及其制备方法
1.技术领域
2.本发明涉及一种打印、复印用的送纸胶辊,具体的说是一种印刷及复印使用的纸张移转用带自清洁功能的耐磨胶辊及其制备方法。
3.
背景技术:
4.在印刷及复印过程中需要通过胶辊对纸张进行输送,而胶辊在输送过程中是通过表面的磨砂丝纹对纸张的表面进行摩擦,进而使得纸张发生移动,当胶辊的表面长期与纸张发生往复摩擦后,会导致胶辊表面的磨纹被纸张磨平,导致胶辊无法有效地带动纸张移动或在移动时发生纸张打滑,进而使得胶辊经常需要进行更换,使得印刷或复印设备的维护周期较短,且维护成本高,造成极大浪费,此外,在印刷和复印过程中,胶辊表面经常残留油墨、纸屑等污物,久而久之将导至胶辊产生晶化现象,不仅会引起印刷质量问题,而且会缩短胶辊的使用寿命,进一步加剧印刷或复印设备更换胶辊的频率。
5.综上所述,提供一种带有自清洁功能且耐磨的胶辊以提高胶辊的耐磨性及使用寿命对本领域而言就有重要的应用价值。
6.
技术实现要素:
7.(一)技术目的本发明的目的在于克服现有技术所存在的不足,提供一种利用一主辊与多外工作辊形成的行星结构组合体配合特定配比成分及工艺实现带印刷用胶辊的自动清洁功能的耐磨提升。
8.(二)技术方案为实现上述目的,本发明在机械结构部分所采用的技术方案是:一种带自清洁功能的印刷用耐磨胶辊,包括端轴架、中心清洁辊、外工作辊、驱动组件、控制器;中心清洁辊的两端轴上各安装有一端轴架,两端轴架对称配合;端轴架包括主轴件以及以与主轴件同心同轴的环状凸起,该环状凸起形成一空心轴,充当胶辊整体的安装轴,且该环状凸起与主轴件配合形成一安装仓;多根外工作辊环布在中心清洁辊旁,各外工作辊的两端分别与两端轴架连接配合;各外工作辊与中心清洁辊的辊面相抵触配合,中心清洁辊可带动外工作辊旋转;两端轴架中的一个中在安装仓内安装有控制器及驱动组件,驱动组件与安装在中心清洁辊端部上的齿轮连接配合,用于驱动齿轮旋转;中心清洁辊为复合结构包括中心轴杆、主胶层以及安装在主橡胶层外的清洁胶
层;主胶层上沿轴向设有若干个减重通风孔;边工作辊为复合结构,从内而外分别是边轴杆、基胶层、中间胶层、发热丝、耐磨胶层;发热丝嵌夹在中间胶层内并与控制器相连,受控制器控制发热;耐磨胶层的外表面上设有不规则纹理。
9.需要说明的是,由于外工作辊在正常状态下并非旋转的,即使清洁状态也可以以往复半旋转实现,所以不需要考虑发热丝与控制器在边工作辊旋转下的可能发生的缠绕。
10.为使上述机械结构更好的实现其技术目的,本发明还公开了一种生产带自动清洁功能的印刷用耐磨胶辊的方法,其包括以下步骤:步骤一:预备中心清洁辊中的主胶层用料,先按以下重量比份进行备料:三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶:100;间接法氧化锌:10-15;硬脂酸:2-5;防老剂mb:1-3;促进剂m:1-3;促进剂dm:1-3;胶体硫磺-80:2-4;硫化剂dcp:2-4;其中三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶,其组成为三元乙丙橡胶j-4045与氯磺聚乙烯橡胶,质量比为90-75/10-25,其中三元乙丙橡胶j-4045,门尼粘度[ml(1+4)100℃]45(典型值),第三单体enb含量8.1%(典型值);氯磺聚乙烯橡胶是中国石油吉林石化公司产品,型号为csm-40m;步骤二:制备中心清洁辊主体将步骤一中备好的三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶、间接法氧化锌、硬脂酸:2-5、防老剂mb 按序另入密炼机中进行,混炼均匀后排胶,排胶温度100-120℃。在开炼机上散热后加入促进剂m、促进剂dm、硫化剂dcp和硫磺进行“加硫”操作,混炼均匀后薄通打3个三角包,放厚出片,冷却,停放作为基础橡胶料备用;将上述料放入模具内与金属轴杆成形固定,形成中心清洁辊主体;步骤三:制备中心清洁辊先按以下重量比份进行备料:氯化丁基橡胶与聚异丁烯橡胶共混胶:85;填料:185;增粘剂:55;增塑剂:9;防老剂:2;在开炼机上待高相对分子质量聚异丁烯橡胶包辊后,依次加入各种填料、低相对分子质量聚异、丁烯橡胶、增塑剂、增粘剂等,待吃料完毕,薄通10遍下片,在硫化机上压制成料;将该料与步骤三中中制备完成的中心清洁辊主体一并放入一模具内与之硫体固定为一体;步骤四:制备外工作辊主体
将步骤二中制备的基础橡胶料将上述料放入模具内与金属轴杆成形固定,形成外工作辊的主体;步骤五:在外工作辊的主体外表面上通过粘胶贴设上一层5毫米厚的硅胶;步骤六:在硅胶上贴上若干加热丝,形成中外工作辊中间体;步骤七:先按以下重量比份进行备料:氯丁橡胶(ps40a):90;釜内合金s:10;硬脂酸:0.5;氧化镁:4;防老剂:1;炭黑:40;软化剂:2;氧化锌:5;硫化剂:2:促进剂:3.5金红石型钛白粉:5-12;将氯丁橡胶(ps40a)、釜内合金s、硬脂酸、氧化镁、防老剂:炭黑、软化剂、氧化锌、金红石型钛白粉依序加入密炼机中,密炼均匀,密炼完成后排胶,排胶温度110-130℃。在开炼机上散热后加入硫化剂、促进剂进行“加硫”操作,混炼均匀后薄通打3个三角包,放厚出片,冷却,停放备用;将上述胶料与步骤六得到的工作辊中间体一并放入模具内与成形固定,形成外工作辊;步骤八、将中心清洁辊与外工作辊组装。
[0011]
(三)有效效果本发明在实施时可以通过加热丝对外工作辊进行加热,使外工作辊本身具备有一定温度,更好的保持油墨的流动性,进而方便被中心清洁辊进行除墨清洁。由于使用中心清洁辊并使中心清洁胶辊的粘性大于外工作辊,使与中心清洁辊工作旋转时,带动外工作辊同时旋转,此时,纸张接触的外工作辊粘连的杂物及粘连的墨水移转至中心清洁辊中,完成清洁,同时,由于使用的是多个外工作辊的设置,在工作一段时间后,只要旋转外工作辊就可调节外工作辊与纸张的接触位,防止因磨损而造成的纸张打滑。
[0012]
附图说明
[0013]
附图被结合在说明书中并构成说明书的一部,附图示出了本说明书的实施例,并且连同其说明一起用于解释本说明书的原理。
[0014]
图1是本发明的结构示意图。
[0015]
图2是本发明部分结构的立体视角结构示意图。
[0016]
图3是本发明部分结构的另一立体视角的结构示意图。
[0017]
图4是本发明部分结构的另一立体视角的结构示意图。
[0018]
具体实施方式
[0019]
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本说明书及其应用或使用的任何限制。
[0020]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
[0021]
在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0022]
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0023]
实施例:先按以下重量比份进行备料:三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶:100;间接法氧化锌:10-15;硬脂酸:2-5;防老剂mb:1-3;促进剂m:1-3;促进剂dm:1-3;胶体硫磺-80:2-4;硫化剂dcp:2-4;其中三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶,其组成为三元乙丙橡胶j-4045与氯磺聚乙烯橡胶,质量比为90-75/10-25,其中三元乙丙橡胶j-4045,门尼粘度[ml(1+4)100℃]45(典型值),第三单体enb含量8.1%(典型值);氯磺聚乙烯橡胶是中国石油吉林石化公司产品,型号为csm-40m。将备好的三元乙丙橡胶j-4045与氯磺聚乙烯橡胶共混胶、间接法氧化锌、硬脂酸:2-5、防老剂mb 按序另入密炼机中进行,混炼均匀后排胶,排胶温度100-120℃。在开炼机上散热后加入促进剂m、促进剂dm、硫化剂dcp和硫磺进行“加硫”操作,混炼均匀后薄通打3个三角包,放厚出片,冷却,停放作为基础橡胶料备用;取一部分基础橡胶料中放入模具内与金属轴杆成形固定,形成中心清洁辊主体。取一部分基础橡胶料放入一模具内与金属轴杆成型固定,形成外工作辊主体。
[0024]
再按以下重量比份进行备料:氯化丁基橡胶与聚异丁烯橡胶共混胶:85;填料:185;增粘剂:55;增塑剂:9;防老剂:2;在开炼机上待高相对分子质量聚异丁烯橡胶包辊后,依次加入各种填料、低相对分子质量聚异、丁烯橡胶、增塑剂、增粘剂等,待吃料完毕,薄通10遍下片,在硫化机上压制成料;将该料与步骤三中中制备完成的中心清洁辊主体一并放入一模具内与之硫体固定为一体,形顾忌中心清洁辊,备用;在外工作辊的主体外表面上通过粘胶贴设上一层5毫米厚的硅胶;在硅胶上贴上若干加热丝,形成中外工作辊中间体;再先按以下重量比份进行备料:氯丁橡胶(ps40a):90;釜内合金s:10;硬脂酸:0.5;氧化镁:4;防老剂:1;炭黑:40;软化剂:2;氧化锌:5;硫化剂:2:促进剂:3.5金红石型钛白粉:5-12.将氯丁橡胶(ps40a)、釜内合金s、硬脂酸、氧化镁、防老剂:炭黑、软化剂、氧化锌、金红石型钛白粉依序加入密炼机中,密炼均匀,密炼完成后排胶,排胶温度110-130℃。在开炼机上散热后加入硫化剂、促进剂进行“加硫”操作,混炼均匀后薄通打3个三角包,放厚出片,冷却,停放备用;将上述胶料与步骤六得到的工作辊中间体一并放入模具内与成形
固定,形成外工作辊。
[0025]
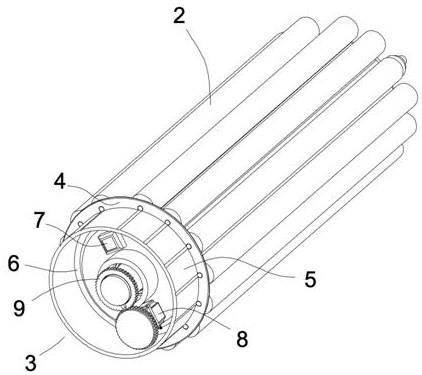
如图1-4所示,完成上述预制后,将中心清洁辊1与外工作辊2进行组装成下述结构。
[0026]
其具体结构为:中心清洁辊1的两端轴上各安装有一端轴架3,两端轴架3对称配合;端轴架3包括主轴件4以及以与主轴件4同心同轴的环状凸起5,该环状凸起5形成一空心轴,充当胶辊整体的安装轴,且该环状凸起5与主轴件4配合形成一安装仓6;多根外工作辊2环布在中心清洁辊1旁,各外工作辊2的两端分别与两端轴架3连接配合;各外工作辊2与中心清洁辊1的辊面相抵触配合,中心清洁辊1可带动外工作辊2旋转;两端轴架3中的一个中在安装仓6内安装有控制器7及驱动组件8,驱动组件8与安装在中心清洁辊1端部上的齿轮9连接配合,用于驱动齿轮9旋转;中心清洁辊1为复合结构包括中心轴杆10、主胶层11以及安装在主橡胶层外11的清洁胶层12;主胶层11上沿轴向设有若干个减重通风孔13;边工作辊2为复合结构,从内而外分别是边轴杆14、基胶层15、中间胶层16、发热丝17、耐磨胶层18;发热丝17嵌夹在中间胶层16内并与控制器7相连,受控制器7控制发热;耐磨胶层18的外表面上设有不规则纹理。
[0027]
以上已经描述了本说明书的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人物来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术改进,或者使本技术领域的其它普通技术人物能理解本文披露的各实施例。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1