叠盘码盘机的制作方法
1.本发明涉及农用机械设备技术领域,特别涉及一种叠盘码盘的设备。
背景技术:
2.在工厂化育秧作业中,会大量使用到盛放种子的秧盘。秧盘的形状大致为敞口的扁平长方体,上部四条边外侧带有翻边以便拿取。整个工厂化育秧作业中,会有多次的秧盘整理、堆叠等作业,涉及的秧盘数量可能是成百上千件。这种秧盘堆叠作业,业内一般称为“叠盘”作业。
3.除了采用人工逐一堆叠之外,现在也有一些半自动的机械设备,例如cn109625989a、cn213485627u都公开了适用于秧盘的叠盘机。现有的这些叠盘机输出的工作成果都是“一叠秧盘”,例如堆叠状态的10个或20个秧盘(以上数字仅为例举)。
4.而实际上,面对成百上千的秧盘,仅仅叠置为数“叠”还是不够的。叠盘后的“一叠秧盘”还需要进入下一道“堆垛”作业,即将几个或几十个“一叠秧盘”逐步堆放在同一个托盘上,以便叉车将一个托盘抬起,连同其上的所有(可能是数百个)秧盘一起搬运走。
5.托盘本身属于物流技术领域的专用装备,一般长宽各1.2米,高15厘米(以上尺寸只是例举),托盘自重可达数公斤甚至几十公斤。一个育秧工厂内可能有数十个托盘。托盘可以通过叉车或其他设备堆叠在一起,即节约占地面积,也便于转运。现在也有一些半自动的机械设备,例如cn213294021u、cn216582265u都公开了适用于托盘整理的码盘机,可以将多个托盘堆叠在一起。但是,这些码盘机的主要功能是堆叠托盘。而托盘在育秧工厂使用时,还需要将叠置的多个托盘一个一个水平摊放开,才能正常使用。
6.尤为关键的是,现在技术的上述设备,在设计时都仅考虑了单机作业。育秧工厂在采购了这些单机工作的设备后,还要将各种单机的工作成果通过人工搬运方式串联起来。譬如前文所述,现有的叠盘机输出的工作成果是“一叠秧盘(譬如20个)”;工人就要不断将这“一叠20个的秧盘”搬运、堆放到一个托盘上(业内称为“堆垛”),在一个托盘上堆放几十个“一叠秧盘”后,通知叉车将整个托盘(连同其上的数百个秧盘一起)抬起运走。如此往复地人工作业,耗时耗力,未实现全自动化。
7.因此本领域技术人员致力于研发一种从单个秧盘到托盘堆垛全程自动化的设备,以代替人工,提高作业效率。
技术实现要素:
8.有鉴于现有技术的上述缺陷,本发明提供一种从单个秧盘到托盘堆垛全程自动化的设备,提高作业效率,节约人力,解决现有技术存在的问题。
9.为实现上述目的,本发明公开了叠盘码盘机,包括叠盘机构、托盘自动分发机构;所述叠盘机构输出叠置状态的若干秧盘;所述托盘自动分发机构输出水平状态的单个托盘;还包括推盘机构;所述推盘机构包括底座,设置在所述底座上、面向所述叠盘机构出盘端的进盘结构,设置在所述底座上、面向所述托盘自动分发机构的自由滚筒;所述推盘机构
还包括设置在所述底座上的推盘架;所述推盘架将来自所述叠盘机构的秧盘推送到所述托盘自动分发机构输出的所述托盘上。
10.较佳地,所述推盘机构的所述进盘结构包括进盘滚筒、进盘滚筒传动链以及进盘电机。
11.较佳地,所述推盘机构的所述底座上设置有推盘电机、推盘传动链以及推盘驱动轴;用以带动所述推盘架具有推出状态或返回状态。
12.较佳地,所述叠盘机构包括支架,所述支架内设置有传动部分;所述传动部分包括左右对称设置的第一端盘组件和第二端盘组件;所述第一端盘组件由第一叠盘链组合驱动;所述第二端盘组件由第二叠盘链组合驱动;每一叠盘链组合包括并列且横向错位设置的二条传动链;每一所述端盘组件至少包括连杆和水平板。
13.较佳地,二个所述传动链之间横向错位的距离等于所述连杆上前后二个连接中心孔的间距,并且所述传动链同步运动,以保持所述水平板为水平姿态。
14.较佳地,所述水平板在下降过程中被下方秧盘阻挡时,以侧翻姿态躲让该阻挡秧盘;并且在下降到该阻挡秧盘下方时恢复水平姿态。
15.较佳地,所述托盘自动分发机构,包括支撑架,固定在所述支撑架上方的护栏;位于所述护栏下侧的顶升机构;还包括设置在所述顶升机构两侧的托盘输出机构。
16.较佳地,所述支撑架的内侧设置有若干托盘支脚,每一所述托盘支脚均带有支脚链轮;支脚驱动装置通过传动链同步带动各所述支脚链轮动作,使得各所述托盘支脚具有同步的伸出姿态或收缩姿态。
17.较佳地,所述顶升机构包括顶升板、位于所述顶升板下侧的交叉臂及驱动所述交叉臂动作的顶缸。
18.本发明的有益效果:
19.本发明由于上述结构设计,将叠盘机构、托盘自动分发机构、推盘机构组合为有机整体,各机构可以承接上一机构的工作成果,实现了秧盘从单个叠盘直到完成在托盘上的堆垛的全程自动化作业,真正实现了机器替代人工问题,由原有的4-5人作业量直接降为1人。
20.通过全自动化作业,叠盘的整齐度相较人工更整齐,且位置尺寸可控。
21.以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
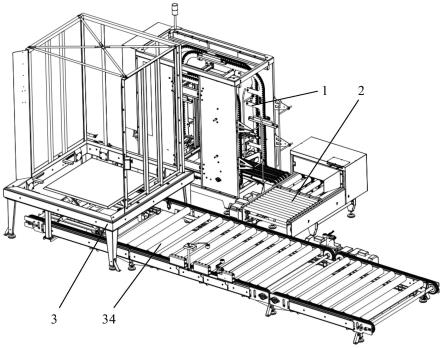
22.图1示出本发明一实施例的立体结构示意图;
23.图2示出本发明一实施例的另一角度立体结构示意图;
24.图3示出图1所示实施例中推盘机构在返回状态的结构示意图;
25.图4示出图1所示实施例中推盘机构在推出状态的结构示意图;
26.图5示出图1所示实施例中推盘机构在推出状态的另一角度结构示意图;
27.图6示出图1所示实施例中叠盘机构的立体结构示意图;
28.图7示出图1所示实施例中叠盘机构的另一角度立体结构示意图;
29.图8示出图1所示实施例中托盘自动分发机构的立体结构示意图;
30.图9示出图8中d-d向的结构示意图;
31.图10示出本发明一具体实施例中的结构示意图。
具体实施方式
32.实施例
33.如图1、图2所示,本发明的叠盘码盘机一具体实施例,包括叠盘机构1、推盘机构2、托盘自动分发机构3;三者在流水线上按照秧盘的流动顺序依次设置。
34.叠盘机构1用于输出叠置状态的若干秧盘。托盘自动分发机构3输出水平状态的单个托盘;推盘机构2将来自叠盘机构1的秧盘推送到托盘自动分发机构3输出的托盘上,实现了秧盘从单个叠盘直到完成在托盘上的堆垛的全程自动化作业。
35.叠盘机构1、托盘自动分发机构3都可以采用现有的设备,但需要调整规格及配合部分的尺寸。当然,优选地采用本专利以下部分所述的设备。
36.如图3、图4、图5所示,本发明中的推盘机构2包括底座21,设置在底座21上、面向叠盘机构1上出盘端12的进盘结构24,设置在底座21上、面向托盘自动分发机构3的自由滚筒22。
37.推盘机构2的进盘结构24包括进盘滚筒241、进盘滚筒传动链242以及进盘电机243;进盘电机243带动进盘滚筒241主动转动。当然,还可以有保护罩244。
38.进盘滚筒241上承载秧盘的工作面高度与叠盘机构1上出盘端12的高度保持一致。
39.推盘机构2包括设置在底座21上的推盘架23,还包括推盘电机231、推盘传动链232以及推盘驱动轴233;推盘电机231用以带动推盘架23具有推出状态或返回状态;推盘架23在推出状态时将来自叠盘机构1的秧盘推送到托盘自动分发机构3输出的托盘上。
40.在具体实施中,推盘架23还可以包括设置在最外侧的挡板234。挡板234用于防止秧盘从进盘滚筒241上滑出。
41.在一些实施例中,底座21还可以设置若干限位开关,以提高设备自动化程度。具体如,在底座21上设置推盘架到位停止限位开关211、推盘架退回减速限位开关212、减速限位开关213、秧盘到位限位开关214。各限位开关的具体位置,可以根据相应部件的位移行程而定。
42.如图6、图7所示,本发明中的叠盘机构1,包括支架11,所述支架内设置有传动部分。支架的一端连接流水线,接收不断输送来的单个的、水平放置的秧盘。
43.传动部分包括左右对称设置的第一端盘组件121和第二端盘组件122。本实施例中,共有四个第一端盘组件121和四个第二端盘组件122。每一端盘组件至少包括连杆123和水平板124,用于如“手持”状托住秧盘。连杆123通过二个带销卡齿125安装在传动链上。
44.四个第一端盘组件121均由第一叠盘链组合驱动;每一第一叠盘链组合包括并列且横向错位设置的二条传动链131、132。
45.四个第二端盘组件122均由第二叠盘链组合驱动;每一第二叠盘链组合包括并列且横向错位设置的二条传动链133、134。
46.尤其是,二条传动链131、132之间横向错位的距离等于连杆123上前后二个连接中心孔的间距,并且传动链131、132同步运动,以保持其带动的端盘组件中的水平板124一直保持水平姿态。
47.当然,二条传动链133、134的设置要求与传动链131、132相同。
48.如图10所示,水平板124可通过偏心轴126转动一定角度。在工作中,当水平板124在下降过程中被下方秧盘阻挡时,则转动一定角度(大约90度)以侧翻姿态躲让该阻挡秧盘;并且在下降到该阻挡秧盘下方时恢复为水平姿态。
49.通过水平板124反复送来秧盘并形成堆叠,叠盘机构1在其出盘端12输出呈叠置状态的“一叠秧盘”(例如10个或20个一叠)。这样“一叠秧盘”被推送到推盘机构2的进盘结构24的进盘滚筒241上,但不超出挡板234的位置。
50.推盘机构2的推盘架23再将来自叠盘机构1的“一叠秧盘”推送到托盘自动分发机构3输出的托盘上。
51.如图8、图9所示,托盘自动分发机构3包括支撑架31,固定在支撑架31上方的护栏32;位于护栏32下侧的顶升机构;还包括设置在顶升机构两侧的托盘输出机构34。
52.顶升机构包括顶升板331、位于顶升板331下侧的交叉臂332及驱动交叉臂332动作的顶缸333。
53.进一步地,支撑架31的内侧设置有若干托盘支脚35,每一托盘支脚35均带有支脚链轮351;支脚驱动装置通过传动链352同步带动各支脚链轮351动作,使得各托盘支脚35具有同步的伸出姿态或收缩姿态。
54.在具体实施中,托盘输出机构34包括输送链轮341及水平设置的输送链342。输送链342可以有二条,分布在顶升板331的两侧。
55.当顶升机构的顶升板331上升起来,叉车等设备将多个叠置的托盘送入护栏32并被传感器检测到。
56.然后,顶升板331带着叠置的托盘一起下降,快要下降到最低位置(但未到最低位置)时,顶升板331暂停下降运动。此时托盘支脚35从支撑架31内伸出,支撑住从地面算起的倒数第二个托盘。然后,顶升板331带着倒数第一个托盘继续下降,该托盘下落到托盘输出装置34的输送链342上,顶升板331继续下降一点与该托盘脱离开,传感器检测到该托盘已落在输送链342上后,托盘输出装置34的输送链342开始水平位移,将该托盘顺利地水平向输出到推盘机构2的自由滚筒22的对面。
57.待上述倒数第一的托盘被水平输出完成后,顶升板331(此时为空载状态)从最低位置上升,至接触到原倒数第二(现倒数第一)的托盘后,继续上升一小段行程略顶起该托盘,以便支撑架31内的托盘支脚35收缩回去。然后,顶升板331带着这个托盘(以及其上的其他托盘)再次下降,重复之前的动作,使得该托盘被顺利地水平向输出。
58.为了提高自动化,在顶升板331下侧还设置有顶升板状态传感器361。并且,在一些实施例中,支撑架31上还设置有支脚状态传感器362。
59.推盘机构2中自由滚筒22的上侧工作面(承载秧盘的水平面)与托盘的上表面处于同一高度。这样,推盘机构2的推盘架23在将来自叠盘机构1的“一叠秧盘”沿着自由滚筒22就推送到托盘上。
60.其后,推盘架23可以往复动作,将多叠秧盘推送到托盘上,呈“列”排列;在数行后,托盘下的传动带可以做小幅度步进,每一次步进的行程等于秧盘的一个宽度,从而推盘架23可以继续将多叠秧盘推送到托盘上,呈“行”排列。通过如此呈“列”、呈“行”(此处的“行”、“列”都是空间上的相对概念,视作业者的视度不同而命名)的推送动作,托盘上可以呈阡陌
状(在几何学上即“横”与“竖”的关系)放置多叠秧盘,直至托盘上堆垛完成后,被叉车运走。如此,本发明的设备实现了秧盘从单个叠盘直到完成在托盘上的堆垛的全程自动化作业。
61.进一步地,通过预设置的“叠”、“行”、“列”的数值,设备可以很容易地通过连乘计算得到整个托盘上所有秧盘的数量,无需人工清点。
62.本发明由于上述结构设计,将叠盘机构、托盘自动分发机构、推盘机构组合为有机整体,各机构可以承接上一机构的工作成果,实现了秧盘从单个叠盘直到完成在托盘上的堆垛的全程自动化作业,真正实现了机器替代人工问题,由原有的4-5人作业量直接降为1人。
63.并且,由于机械设备上设置了计数器、限位开关等控制装备,相比人工叠盘,不用再清点一个托盘放多少数量,设定好参数后,整个叠盘码盘机就可以自动完成全部工作,并直观显示工作成果。
64.通过全自动化作业,叠盘的整齐度相较人工更整齐,且位置尺寸可控。
65.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1