一种环保保温隔热材料及其制备方法与流程
1.本发明涉及保温材料领域,更具体的说是一种环保保温隔热材料及其制备方法。
背景技术:
2.保温隔热材料是一般均系轻质、疏松、多孔、纤维材料。按其成分可分为有机材料和无机材料两种。导热系数是衡量保温隔热材料性能优劣的主要指标。前者的保温隔热性能较后者为好,但后者较前者耐久性好。导热系数越小,则通过材料传送的热量越小,保温隔热性能就越好,材料的导热系数决定于材料的成分、内部结构、容重等,也决定传热时的平均温度和材料的含水率。现有的保温材料在加工时常常伴随着对环境的污染,不够环保,而在土地上每年会产生大量的干草,对这些干草进行利用后可以制成保温隔热材料,并且使用干草制备保温隔热材料无污染。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种环保保温隔热材料及其制备方法,其有益效果为可以通过干草制备环保的保温隔热材料。
4.一种环保保温隔热材料的制备方法,包括以下步骤:
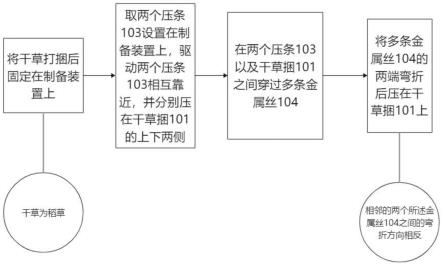
5.s1:将干草打捆后固定在制备装置上;
6.s2:取两个压条设置在制备装置上,驱动两个压条相互靠近,并分别压在干草捆的上下两侧;
7.s3:在两个压条以及干草捆之间穿过多条金属丝;
8.s4:将多条金属丝的两端弯折后压在干草捆上。
9.相邻的两个所述金属丝之间的弯折方向相反。
10.所述干草为稻草。
11.一种环保保温隔热材料的制备方法所制备的环保保温隔热材料,包括干草捆、压条和金属丝,所述干草捆的上下两侧均设置有压条,多个金属丝穿过干草捆和两个压条,多条金属丝的两端弯折后压在干草捆上。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为一种环保保温隔热材料的制备方法的流程图;
14.图2为环保保温隔热材料和制备装置的结构示意图一;
15.图3为环保保温隔热材料和制备装置的结构示意图二;
16.图4为干草捆的结构示意图一;
17.图5为干草捆的结构示意图二;
18.图6为制备装置的结构示意图一;
19.图7为制备装置的结构示意图二;
20.图8为制备装置的结构示意图三;
21.图9为底条的结构示意图一;
22.图10为底条的结构示意图二;
23.图11为底座的结构示意图;
24.图12为侧条的结构示意图。
25.图中:干草捆101;压爪102;压条103;金属丝104;
26.底条201;后条202;升降座203;气缸204;插槽205;
27.底座301;双轴电机302;转杆303;夹持件304;
28.侧条401;空心套402;t形架403;拉环404。
具体实施方式
29.一种环保保温隔热材料的制备方法,包括以下步骤:
30.s1:将干草打捆后固定在制备装置上;
31.s2:取两个压条103设置在制备装置上,驱动两个压条103相互靠近,并分别压在干草捆101的上下两侧;
32.s3:在两个压条103以及干草捆101之间穿过多条金属丝104;
33.s4:将多条金属丝104的两端弯折后压在干草捆101上。
34.相邻的两个所述金属丝104之间的弯折方向相反。
35.所述干草为稻草。
36.如图4-5所示,这个例子可以实现使得干草捆101上的干草被固定在一起制成保保温隔热材料的效果。
37.由于一种环保保温隔热材料的制备方法所制备的环保保温隔热材料,包括干草捆101、压条103和金属丝104,干草捆101的上下两侧均压有压条103,多个金属丝104竖向穿过干草捆101和两个压条103,多个金属丝104从前至后设置,多条金属丝104的两端弯折后压在干草捆101上,进而通过两个压条103将干草捆101压扁后制成保温隔热材料,并且多个金属丝104将两个压条103与干草捆101连接在一起,并且通过将多个金属丝104的两端进行弯折避免两个压条103脱离多个金属丝104,然后通过多个金属丝104的端部弯折后再次压在干草捆101上,进而使得干草捆101上的干草被固定在一起制成保保温隔热材料。
38.如图4所示,这个例子可以实现避免干草捆101分散的效果。
39.由于一种环保保温隔热材料的制备方法所制备的环保保温隔热材料,还包括压爪102,每个压条103的左右两侧均焊接有多个压爪102,使得两个压条103上的多个压爪102也压在干草捆101上,避免干草捆101分散。
40.如图11所示,这个例子可以实现避免干草捆101分散的效果。
41.由于制备装置包括底座301、双轴电机302、转杆303和夹持件304,底座301的左右两端均通过螺钉连接有双轴电机302,每个双轴电机302的两个输出轴上均通过螺钉连接有转杆303,每个转杆303的上部均焊接有夹持件304,通过前侧的两个夹持件304和后侧的两个夹持件304分别夹在干草捆101的前后两端,进而避免干草捆101分散,然后在干草捆101上安装压条103和金属丝104,使得干草捆101分形成一个整体。
42.如图9-10所示,这个例子可以实现驱动两个升降座203相互靠近进而驱动两个压
条103相互靠近压在干草捆101上的效果。
43.由于制备装置还包括底条201、后条202、升降座203和插槽205,底条201的中部通过螺钉连接在底座301的中部,后条202的下端焊接在底条201的后部,后条202的上下两端均竖向滑动连接有升降座203,升降座203通过液压缸驱动滑动,每个升降座203的前部均设置有插槽205,将两个压条103的后部分别插在两个插槽205处,然后将干草捆101设置在两个压条103之间,驱动两个升降座203相互靠近进而驱动两个压条103相互靠近压在干草捆101上,然后再安装多根金属丝104。
44.如图9所示,这个例子可以实现将压条103固定在升降座203上的效果。
45.由于制备装置还包括气缸204,每个升降座203的前部均通过螺钉连接有气缸204,通过气缸204伸长可以压在插入插槽205的压条103的上,进而将压条103固定在升降座203上。
46.如图12所示,这个例子可以实现使得金属丝104压在干草捆101上使得干草捆101形成一个整体的效果。
47.由于制备装置还包括侧条401、空心套402、t形架403和拉环404,底座301的左右两端均通过螺钉连接有侧条401,每个侧条401的上下两端均竖向滑动连接有空心套402,空心套402通过液压缸驱动滑动,每个空心套402上均在左右方向上滑动连接有t形架403,每个空心套402上从前至后设置有多个拉环404,t形架403通过液压缸驱动滑动,将两个压条103压在干草捆101的上下两侧后,手动向两个压条103和干草捆101上竖向插入多个金属丝104,压条103上设置有对应金属丝104的通孔,使得多个金属丝104穿过两个压条103和干草捆101,并且使得多个金属丝104的下端抵在底条201上,这时多个空心套402竖向滑动调整多个t形架403和多个拉环404的高度,然后驱动四个t形架403向外移动,进而驱动多个拉环404向外移动,多个拉环404向外移动将多个金属丝104向左侧或右侧掰弯,使得金属丝104压在干草捆101上使得干草捆101形成一个整体。
48.如图1-8所示,这个例子可以实现更好地使得干草捆101中的干草成为一个整体的效果。
49.由于左右相对的所述t形架403上的多个拉环404交错设置,进而多个拉环404向外移动扳动金属丝104时,可以使得相邻的两个金属丝104之间的弯折方向相反,使得一个金属丝104向左弯折压在干草捆101上,另一个金属丝向右弯折压在干草捆101上,使得多个金属丝均匀地压在干草捆101上,更好地使得干草捆101中的干草成为一个整体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1