打包机自动穿、绕、剪丝装置及方法与流程
1.本发明涉及打包机技术领域,具体涉及一种打包机自动穿、绕、剪丝装置及方法。
背景技术:
2.为了存储和运输的方便,需要将松散的粒状棉进行打包以达到减小体积、增加密度的目的,打包过程由压缩和捆扎两部分工序组成,传统打包机的的捆扎工序通过手工方式完成,即通过手动方式进行穿丝及捆扎,劳动强度大,工作效率低。
3.中国cn215360037u公布了一种具有防卡阻功能的自动穿丝扎丝堵门的卧式打包机,它包括主机框,主机框上设置有推车、进料箱、压料机箱,压料机箱两侧分别设置有穿丝机箱和剪切绕丝机箱,压料机箱一端还设置有抓丝控制箱,主机框后方两侧设置有绑丝座,主机框两侧位于前大门后方开设有抓丝爪槽孔,抓丝爪槽孔与绳丝槽相通,绳丝槽另一端与主机穿丝孔相连通;推车前端开设有推车穿丝孔;所述抓丝控制箱内设有抓丝机座,抓丝机座上设有抓丝机构,抓丝机构包括对称设置的方形直轴,方形直轴上设置有抓爪组;剪切绕丝机箱内设置有剪切机构,剪切机构包括剪切刀片组件,剪切刀片组件设置在竖方轴上,竖方轴两侧设置有绕丝爪。
4.上述专利存在以下缺点:该专利绕丝机构采用的锥齿轮传动形式,因锥齿轮传动精度高,对应用环境的要求较高,不适合灰尘和飞絮较多的环境使用。且该专利推丝机构直接用液压油缸驱动,油缸的行程大,容易漏油,制造和维护的成本高。
技术实现要素:
5.为解决上述技术问题,本发明提供一种打包机自动穿、绕、剪丝装置及方法。
6.本发明采用的技术方案是:
7.一种打包机自动穿、绕、剪丝装置,包括穿丝机和绕、剪丝机,穿丝机和绕、剪丝机分别设于打包机的两侧;
8.穿丝机包括穿丝机框架、可滑动设于穿丝机框架上的滑动框架和推架、固定装设在推架上的链轮链条组件、固定装设在滑动框架的前端且自上而下排列的若干根穿丝杆,以及装设在穿丝机框架上用于驱动推架前后滑动的穿丝油缸;链轮链条组件中的链条的一侧边与穿丝机框架固定连接,另一侧边与滑动框架固定连接,穿丝杆的前端对称装设有两个穿丝轮;
9.绕、剪丝机包括绕剪丝机架、沿竖直方向装设在绕剪丝机架中心部的滑动刀座和固定刀座、用于驱动滑动刀座上下剪切运动的剪丝油缸、通过绕线主轴可转动地装设在剪丝装置机架上且数量是穿丝杆两倍的绕线轴链轮,固定装设在绕线主轴上的绕线头,以及装设在剪丝装置机架上且通过链条带动绕线轴链轮转动的绕丝驱动装置;滑动刀座和固定刀座上装设有与穿丝杆一一对应的若干组刀片,绕线轴链轮两个一组对称设于滑动刀座和固定刀座的两侧,绕线头两个一组对称设于刀片的两侧。
10.进一步地,滑动框架通过两根镀铬光轴可滑动设于穿丝机框架上,两根镀铬光轴
两端固定穿设在穿丝机框架上,滑动框架滑动套装在两根镀铬光轴上。
11.进一步地,穿丝杆可滑动地穿过穿丝机框架的前侧板连接穿丝轮,穿丝机框架的前侧板上装设有用于滚动连接穿丝杆的滚轮。
12.进一步地,两根镀铬光轴之间设有两根推架导轨,两根推架导轨通过导轨托件固定装设在穿丝机框架上,推架的两侧固定装设有推架导轮,推架导轮在推架导轨上滚动、带动推架在穿丝机框架内前后滑动。
13.进一步地,链轮链条组件有两组,对称装设在推架的两侧。
14.进一步地,绕丝驱动装置包括液压马达和减速机,减速机的输出轴固定连接减速箱链轮,绕剪丝机架上装设有张紧链轮,绕过减速箱链轮的链条依次正反向绕过各绕线轴链轮连接张紧链轮与减速箱链轮。
15.进一步地,剪丝油缸通过剪丝油缸接头与滑动刀座连接。
16.进一步地,刀片的中部设有u形凹槽,所述u形凹槽与两个穿丝轮之间的u型槽适配。
17.一种自动捆扎包的方法,使用上述任意一种打包机自动穿、绕、剪丝装置,具体包括以下步骤:
18.1)打包机首次工作时,人工手动将位于打包机两侧的两根铁丝,钢丝a和钢丝b分别从两侧绕过压缩仓内壁,然后在中间打结使其连结为一根u形钢丝,之后启动打包机进入压缩工序,主油缸压缩过程中,棉包块在向前推进的过程中推动已经手工缠绕好的钢丝向前移动,对压缩好的包块进行三面绕丝,包块到达设定位置后压缩工序完成,开始穿丝工序;
19.2)穿丝油缸的活塞轴伸出,推动推架向前移动,通过链轮链条组推动滑动框架向前移动,穿丝杆上的穿丝轮将打包机一侧的钢丝b推送至另一侧与钢丝a合并,当穿丝杆动作到位后,穿丝轮正好将钢丝推送至刀片的u形开口中,开始绕剪丝工序;
20.3)液压马达工作,带动绕线头将钢丝a和钢丝b绕1~2圈,之后剪丝油缸动作,滑动刀座与固定刀座上的刀片上下交错,实现剪切钢丝,剪断完成后,穿丝杆回程到位,液压马达工作,将剪断的钢丝头绕8~10圈将其绕成结;剪切完成后形成的两股钢丝,一股捆扎压缩包块,另一股用于下一次捆包。
21.本发明的有益效果:
22.1、本发明能够实现对经过压缩的棉包块进行自动穿丝、捆扎工作,只需要在首次打包时使用人工,可以显著减低人工成本,减轻劳动强度,提高工作效率;配合液压打包机使用,能够实现粒状棉打包任务的全自动化操作。
23.2、本发明的穿丝机通过设置链轮链条组件,可有效地减小穿丝油缸的行程,提高油缸的使用寿命。
24.3、本发明的绕、剪丝机与穿丝机配合,动作一次即可完成一个棉包块上多道钢丝的捆扎,且每次剪切完成后都可以使剪切完成后形成两股钢丝,一股捆扎压缩包块,另一股用于下一次自动捆包。
附图说明
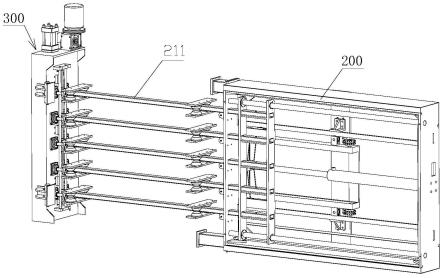
25.图1是本发明的穿丝机和绕、剪丝机的安装结构示意图。
26.图2是本发明的穿丝机与绕、剪丝机的连接结构示意图。
27.图3是本发明的穿丝机的立体结构示意图。
28.图4是图3的正视图。
29.图5是本发明的绕、剪丝机的立体结构示意图一。
30.图6是本发明的绕、剪丝机的立体结构示意图二。
31.图7是本发明的打包机自动穿、绕、剪丝装置的工作状态示意图一。
32.图8是本发明的打包机自动穿、绕、剪丝装置的工作状态示意图二。
33.图9是图8的a处的局部放大图。
34.附图说明:
35.1、钢丝a;2、钢丝b;3、棉包块;100、打包机;200、穿丝机;201、穿丝机框架;202、穿丝油缸;203、穿丝油缸活塞;204、推架;205、推架导轨;206、推架导轮;207、导轨托件;208、镀铬光轴;209、链轮链条组件;210、滑动框架;211、穿丝杆;212、穿丝轮;300、绕剪丝机;301、绕剪丝机架;302、绕丝驱动装置;303、减速箱链轮;304、链条;305、绕线轴链轮;306、张紧链轮;307、绕线头;308、绕线主轴;309、剪丝油缸;310、剪丝油缸接头;311、滑动刀座;312、固定刀座;313、固定刀座块;314、刀片。
具体实施方式
36.下面结合具体实例对本发明作进一步说明,以便于对本发明的理解,但并不因此而限制本发明。
37.实施例1
38.参阅图1和图2,本实施例提供一种打包机自动穿、绕、剪丝装置,包括穿丝机200和绕、剪丝机300,穿丝机200和绕、剪丝机300分别设于打包机100的两侧。
39.参阅图3和图4,穿丝机200包括穿丝机框架201、穿丝油缸202、穿丝油缸活塞203、推架204、推架导轨205、推架导轮206、导轨托件207、镀铬光轴208、链轮链条组209、滑动框架210、穿丝杆211和穿丝轮212。
40.穿丝机200通过穿丝机框架201固定于打包机本体的压缩室前端的一侧。穿丝机框架201呈口字型,其朝向打包机的一侧为前侧,穿丝机框架201通过设于其前侧端面上下两侧的两个支脚竖直固定安装在打包机框架上。穿丝机框架201内设有两根镀铬光轴208和两根推架导轨205;两根推架导轨205位于两根镀铬光轴208之间。两根镀铬光轴208相平行地两端固定穿设在穿丝机框架201的前侧板和后侧板上,两根推架导轨205平行于两根镀铬光轴208,通过导轨托件207固定装设在穿丝机框架201上。两根镀铬光轴208上滑动套装滑动框架210,推架204通过设于其上下两侧面的四个推架导轮206在两根推架导轨205上前后滑动,推架导轮206的外圆周面设置与推架导轨205厚度适配的环形凹槽进行限位。
41.穿丝油缸202的缸座固定安装在穿丝机框架201的中心部,穿丝油缸活塞轴203向前伸出,端部通过滑块与推架204相联接,滑块可滑动装设在两根推架导轨205上。穿丝油缸202驱动推架204在两根推架导轨205上前后滑动。
42.推架204的上侧面和下侧面装设有链轮链条组件209,链轮链条组件209的链条的一个侧边与穿丝机框架201固定连接,另一侧边与滑动框架210固定连接。当推架204在穿丝油缸202的作用下前后移动时,会带动固定在推架204上的链轮链条组件209向前移动,由于
链条的一条边与穿丝机框架201固连,在推架204前后移动的过程中链条会同时发生转动,从而带动与其另一条边固连的滑动框架210在镀铬光轴208上前后移动,该结构相较于油缸直接推动滑动框架移动,能够增大穿丝杆211的行程、节约空间,减小油缸行程,提高油缸使用寿命。
43.滑动框架210前端自上而下等间隔固定有5根穿丝杆211,穿丝杆211可滑动地穿过穿丝机框架20的前侧板,每根穿丝杆211的前端均并排装设有两个可转动的穿丝轮212。两个穿丝轮212之间的穿丝杆上开设有u形槽。定滑轮形式的穿丝轮212用于将打包机一侧的钢丝推着向前送至另一侧,由于两穿丝轮212并排布置,当穿丝机一侧的钢丝被推送至绕、剪丝机的一侧后,会形成两股钢丝,剪切完成后一股用于缠绕打结对压缩包块完成捆扎任务,另一股用于与另一侧剪切后的钢丝缠绕打结后合并成一条钢丝完成下一次打包任务。
44.为了提高穿丝杆211的滑动平稳性,穿丝机框架201的前侧板上还装设有用于滚动连接穿丝杆211的的滚轮。
45.参阅图5和图6,绕、剪丝机构包括绕剪丝机架301、绕丝驱动装置302、减速箱链轮303、链条304、绕线轴链轮305、张紧链轮306、绕线头307、绕线主轴308、剪丝油缸309、剪丝油缸接头310、滑动刀座311、固定刀座312、刀座固定块313及刀片314。
46.绕、剪丝机通过绕剪丝机架301固定在打包机本体的压缩室前端的另一侧。绕剪丝机架301为长方体形框架结构,长方体形框架结构内部通过一块竖直的安装板分隔为前后两个部分,朝向打包机的一侧为绕剪丝机架301的前侧。安装板的中部开设通槽,用于安装滑动刀座311和固定刀座312。
47.绕剪丝机架301的后侧通过绕线主轴308可转动安装有10只绕线轴链轮305,10只绕线轴链轮305布置成两排,对称设置在绕剪丝机架301的左右两侧,两个一组对应一根穿丝杆211设置。绕剪丝机架301的顶面装设有液压马达及减速箱,液压马达及减速箱组成绕丝驱动装置302。减速箱的输出轴连接有减速箱链轮303,减速箱链轮303通过链条304传动带动各个绕线轴链轮305转动,绕剪丝机架301的底部布置有张紧链轮306,起到张紧作用。各绕线主轴308穿到绕剪丝机架301前侧的一端同轴固定连接绕线头307,同一组的两个绕线头307对称设置在一组刀片314的两侧。
48.安装板中部的通槽内设置有滑动刀座311和固定刀座312。固定刀座312通过座固定块313竖直固定在通槽的一侧边,滑动刀座311可滑动设于通槽的另一侧边。滑动刀座311和固定刀座312延伸至绕剪丝机架301前侧的部分装设有数量相同的刀片314。初始状态下,滑动刀座311上的刀片和固定刀座312上的刀片背对背紧贴,以便后续达到剪切效果。绕剪丝机架301的顶部装设有剪丝油缸309,剪丝油缸309通过剪丝油缸接头310与滑动刀座311相连。
49.刀片314前端面均有u形开口,当上一工序穿丝杆211动作到位后,穿丝轮212正好推动钢丝送至刀片314的u形开口中,随后液压马达工作带动绕线头307将铁丝绕1~2圈;绕丝完成后,剪丝油缸309动作使滑动刀座311上的刀片与固定刀座312上的刀片产生上下错位,实现剪切钢丝;剪断完成后,液压马达工作将剪断的钢丝头绕8~10圈将其绕成结。
50.实施例2
51.参阅图7~图9,本实施例提供一种使用实施例1所述的一种打包机自动穿、绕、剪丝装置进行自动捆扎包的方法,具体包括以下步骤:
52.1、打包机首次工作时,人工手工将位于打包机两侧的两根铁丝,钢丝a1、钢丝b2分别从两侧绕过压缩仓然后在压缩仓内中间打结形成一根u形铁丝(如图7所示),之后启动打包机进入压缩工序,主油缸压缩过程中,棉包块3在向前推进(图7中箭头所指的方向即为棉包块向前推进的方向)的过程中推动已经手工缠绕好的铁丝向前移动,对压缩好的包块进行三面绕丝,包块到达设定位置(如图8所示位置)后压缩工序完成,开始穿丝工序;
53.2、穿丝油缸活塞轴203伸出,推动推架204向前移动,通过链轮链条组件209推动滑动框架210向前移动,穿丝杆211上的穿丝轮212将打包机一侧的钢丝b2推送至另一侧与钢丝a1合并,当穿丝杆211动作到位后,穿丝轮212正好推动钢丝送至刀片314u形开口中,开始绕剪丝工序;
54.3、液压马达工作,带动绕线头307将钢丝a1和钢丝b2绕1~2圈,完成后剪丝油缸309动作使滑动刀座311上的刀片与固定刀座312上的刀片产生上下错位,实现剪切钢丝,剪切完成后形成的两股钢丝,一股用于缠绕打结对压缩包块完成捆扎任务,另一股两端缠绕打结后合并成一条钢丝(类似于步骤1)完成下一次打包任务;剪断完成后,穿丝杆211回程到位,液压马达工作将剪断的钢丝头绕8~10圈将其绕成结,一次穿丝捆扎流程完成,进行下一次压缩打包捆扎。
55.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1