一种线材定长卷收装置
1.本发明属于卷收设备领域,尤其涉及一种线材定长卷收装置。
背景技术:
2.金属及其他材料在多个领域的应用中均以线材形式存在,企业生产的大型线圈在销售使用过程中,需要测量并分装为特定长度的小型线圈才可提供给经销商,然而,该人工分装与测量的工作量非常大,稍有不慎,线材就会面临折断或缠绕为死结的后果,将会造成产品报废。
技术实现要素:
3.为了解决上述技术问题,本发明的目的在于提供一种结构简单,且可对线材进行分装的线材定长卷收装置。
4.为了实现上述目的,本发明的技术方案如下:一种线材定长卷收装置,包括控制器以及沿前后方向依顺序设置的定长机构、切割机构和卷收机构,所述卷收机构上可拆卸的安装有卷线盘,所述定长机构、切割机构和卷收机构均与所述控制器电连接,线材由前向后依次经过所述定长机构、切割机构和卷收机构,所述卷收机构用以带动所述卷线盘对所述线材进行卷收,所述定长机构用以在所述卷线盘卷收线材时对所述卷线盘所卷收的线材长度进行测量,所述控制器用以控制所述卷收机构启停,并在所述卷线盘上所卷收的线材达到设定长度时控制所述切割机构将线材切断。
5.上述技术方案的有益效果在于:如在卷线盘安装在卷收机构上时,并将线材的后端在卷线盘上缠绕,由卷线机构带动所述卷线盘转动以转收,而定长机构对线材向后输送的线速度进行定长,待线材的末端至线材经过切割机构位置处的长度达到设定长度时,此时控制器控制卷收机构停止卷收,并控制切割机构将线材切断即可。
6.上述技术方案中还包括排线机构,所述排线机构设置在所述切割机构和卷收机构之间,所述线材由前向后依次经过所述定长机构、切割机构、排线机构和卷收机构,所述排线机构用以将线材导流至均匀的卷收在所述卷线盘上。
7.上述技术方案的有益效果在于:如此可通过排线机构对卷收至所述卷线盘上的线材进行均匀的排线,这样使得卷线盘上的线材卷收有序。
8.上述技术方案中还包括定位机构,所述定位机构设置在所述切割机构与所述排线机构之间,所述线材由前向后依次经过所述定长机构、切割机构、定位机构、排线机构和卷收机构,所述定位机构用以与所述定长机构协同使得二者之间的线材移动轨迹保持不变。
9.上述技术方案的有益效果在于:如此可避免切割机构处线材在排线机构的带动下摆动,从而不利于切割机构对线材切断。
10.上述技术方案中所述卷收机构包括安装座、转动轴和驱动电机,所述转动轴的一端与所述安装座转动连接,所述驱动电机安装在所述安装座上,并与所述转动轴传动连接,所述转动轴的另一端朝上或转动轴水平设置,所述卷线盘通过所述转动轴的另一端同轴套
设在所述转动轴上,所述驱动电机驱动所述转动轴带动所述卷线盘转动以卷收线材,所述驱动电机与所述控制器电连接。
11.上述技术方案的有益效果在于:其结构简单,且卷收简便。
12.上述技术方案中所述转动轴为气涨轴。
13.上述技术方案的有益效果在于:如此使得卷线盘在转动轴上可卡紧或解除卡紧。
14.上述技术方案中所述排线机构包括滑杆、往复丝杆和滑座,所述滑杆安装在所述安装座上,所述往复丝杆转动安装在所述安装座上,且所述滑杆和往复丝杆均位于所述转动轴的前方并均与所述转动轴平行,所述滑座与所述滑杆滑动连接,并与所述往复丝杆螺纹连接,所述滑座上具有供线材由前向后穿过的穿线通道,所述往复丝杆与所述驱动电机传动连接,所述驱动电机驱动所述往复丝杆带动所述滑座在所述卷线盘前方往复移动。
15.上述技术方案的有益效果在于:其结构简单,且滑座可在往复丝杆上往复匀速移动从而使得卷线盘上的线槽卷收均匀。
16.上述技术方案中所述定位机构包括两个转动安装在所述排线机构和切割机构之间的第一槽轮,两个所述第一槽轮的轮缘相互贴合,且二者贴合处构成供线材由前向后穿过的通道。
17.上述技术方案的有益效果在于:其结构简单,且对线材的磨损小。
18.上述技术方案中所述切割机构为电动剪。
19.上述技术方案的有益效果在于:其控制方便。
20.上述技术方案中所述定长机构包括两个转动安装在所述切割机构前方的第二槽轮,两个所述第二槽轮的轮缘相互贴合,且二者贴合处构成供线材由前向后穿过的通道,其中一个所述第二槽轮为计米轮并与所述控制器电连接。
21.上述技术方案的有益效果在于:其结构简单,可对线材的长度进行精确的计米处理。
22.上述技术方案中还包括设置在所述定长机构前方的解卷机构,所述解卷机构上可拆卸的套设有线材卷原料,所述解卷机构用以由前向后供应所述线材。
23.上述技术方案的有益效果在于:如此可对线材卷原料上的线材原料进行定长卷收。
附图说明
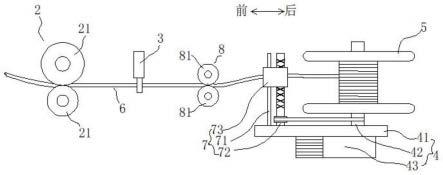
24.图1为本发明实施例1所述线材定长卷收装置的结构简图;
25.图2为本发明实施例1所述控制器的电连接图;
26.图3为本发明实施例2所述线材定长卷收装置的结构简图。
27.图中:1控制器、2定长机构、21第二槽轮、3切割机构、4卷收机构、41安装座、42转动轴、43驱动电机、5卷线盘、6线材、7排线机构、71滑杆、72往复丝杆、73滑座、8定位机构、81第一槽轮、9解卷机构。
具体实施方式
28.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据
下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
29.实施例1
30.如图1和图2所示,本实施例提供了一种线材定长卷收装置,包括控制器1以及沿前后方向依顺序设置的定长机构2、切割机构3和卷收机构4,所述卷收机构4上可拆卸的安装有卷线盘5,所述定长机构2、切割机构3和卷收机构4均与所述控制器1电连接,线材6由前向后依次经过所述定长机构2、切割机构3和卷收机构4,所述卷收机构4用以带动所述卷线盘5对所述线材6进行卷收,所述定长机构2用以在所述卷线盘5卷收线材6时对所述卷线盘5所卷收的线材6长度进行测量,所述控制器1用以控制所述卷收机构4启停,并在所述卷线盘5上所卷收的线材6达到设定长度时控制所述切割机构3将线材6切断,如在卷线盘安装在卷收机构上时,并将线材的后端在卷线盘上缠绕,由卷线机构带动所述卷线盘转动以转收,而定长机构对线材向后输送的线速度进行定长,待线材的末端至线材经过切割机构位置处的长度达到设定长度(由控制器进行设置)时,此时控制器控制卷收机构停止卷收,并控制切割机构将线材切断即可。所述控制器可以采用stm系列单片机或plc控制器。
31.上述技术方案中还包括排线机构7,所述排线机构7设置在所述切割机构3和卷收机构4之间,所述线材6由前向后依次经过所述定长机构2、切割机构3、排线机构7和卷收机构4,所述排线机构7用以将线材6导流至均匀的卷收在所述卷线盘5上,如此可通过排线机构对卷收至所述卷线盘上的线材进行均匀的排线,这样使得卷线盘上的线材卷收有序(所述排线机构类似于文献号cn208150697u《一种大型电缆线自动收放装置》中所公开的结构)。
32.上述技术方案中还包括定位机构8,所述定位机构8设置在所述切割机构3与所述排线机构7之间,所述线材6由前向后依次经过所述定长机构2、切割机构3、定位机构8、排线机构7和卷收机构4,所述定位机构8用以与所述定长机构2协同使得二者之间的线材6移动轨迹保持不变,如此可避免切割机构处线材在排线机构的带动下摆动,从而不利于切割机构对线材切断。
33.上述技术方案中所述卷收机构4包括安装座41、转动轴42和驱动电机43,所述转动轴42的一端与所述安装座41转动连接,所述驱动电机43安装在所述安装座41上,并与所述转动轴42传动连接,所述转动轴42的另一端朝上或转动轴42水平设置,所述卷线盘5通过所述转动轴42的另一端同轴套设在所述转动轴42上,所述驱动电机43驱动所述转动轴42带动所述卷线盘5转动以卷收线材6,所述驱动电机43与所述控制器1电连接,其结构简单,且卷收简便。所述驱动电机可采用减速制动电机(这样使得转动轴慢速转动且能快速制动)。
34.上述技术方案中所述转动轴42为气涨轴,如此使得卷线盘在转动轴上可卡紧或解除卡紧,即再需要将卷线盘安装在转动轴或从转动轴上取下时,将转动轴泄压即可,此时转动轴缩径,而卷线盘套在所述转动轴上后,此时将转动轴充压即可由转动轴将卷线盘固定在转动轴上。
35.上述技术方案中所述排线机构7包括滑杆71、往复丝杆72和滑座73,所述滑杆71安装在所述安装座41上,所述往复丝杆72转动安装在所述安装座41上,且所述滑杆71和往复丝杆72均位于所述转动轴42的前方并均与所述转动轴42平行,所述滑座73与所述滑杆71滑动连接,并与所述往复丝杆72螺纹连接,所述滑座73上具有供线材6由前向后穿过的穿线通
道,所述往复丝杆72与所述驱动电机43传动连接(此时往复丝杆可与转动轴之间通过皮带传动连接),所述驱动电机43驱动所述往复丝杆72带动所述滑座73在所述卷线盘5前方往复移动,其结构简单,且滑座可在往复丝杆上往复匀速移动从而使得卷线盘上的线槽卷收均匀。
36.上述技术方案中所述定位机构8包括两个转动安装在所述排线机构7和切割机构3之间的第一槽轮81,两个所述第一槽轮81的轮缘相互贴合,且二者贴合处构成供线材6由前向后穿过的通道,其结构简单,且对线材的磨损小。两个第一槽轮的轮轴与往复丝杆垂直分布。
37.上述技术方案中所述切割机构3为电动剪(其属于现有技术),其控制方便(其中,所述定长机构和定位机构之间的线材经过所述切割机构的切口处)。
38.上述技术方案中所述定长机构2包括两个转动安装在所述切割机构3前方的第二槽轮21,两个所述第二槽轮21的轮缘相互贴合,且二者贴合处构成供线材6由前向后穿过的通道,其中一个所述第二槽轮21为计米轮并与所述控制器1电连接,其结构简单,可对线材的长度进行精确的计米处理。其中,两个第二槽轮的轮缘贴合处将线材夹紧,如此使得线材的线速度与计米轮边缘的线速度一致。
39.由于定长机构与切割机构之间在前后方向上存在间距,故在定长时需将定长机构和切割机构之间的间距考虑在内,如定长机构测得线材上某点至其末端的长度为设定长度后,则线材还需向后输送一段,直至测得点位到达切割机构时才可进行切割,这样可确保每次切断的长度为设定长度。本实施例所提供的线材定长卷收装置是将生产线上的线材直接定长卷收为多个小线卷。
40.实施例2
41.如图3所示,同实施例1,其区别在于,上述技术方案中还包括设置在所述定长机构2前方的解卷机构9,所述解卷机构9上可拆卸的套设有线材卷原料,所述解卷机构9用以由前向后供应所述线材6;如此可对线材卷原料上的线材原料进行定长卷收。
42.所述解卷机构可直接采用一根一端固定的托轴,卷有线材的线材卷套在托轴上即可,此时线材在卷收机构的牵引下带动线材卷在托轴上转动以解绕,其中,所述两个所述第二槽轮的轮轴与所述托轴垂直分布。本实施例所提供的线材定长卷收装置是大线材卷定长卷收为多个小线卷。
43.应该指出,上述详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
44.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
45.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本技术的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。
46.同时,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
47.此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
48.为了便于描述,在这里可以使用空间相对术语,如“在......之上”、“在......上方”、“在......上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。
49.例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在......上方”可以包括“在......上方”和“在......下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
50.以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1