安全钳清洁系统、方法、装置、计算机设备和存储介质与流程
1.本技术涉及电梯技术领域,特别是涉及一种安全钳清洁系统、方法、装置、计算机设备、存储介质和计算机程序产品。
背景技术:
2.安全钳是电梯的重要安全保护设备,能够在电梯轿厢运行超速时制停电梯,保障人员安全。但是,如果安全钳被油泥或砂石卡滞,就会失去其制停保护的作用,因此,安全钳的清洁十分重要。
3.目前,无论是机械安全钳的清洁,还是电动安全钳的清洁,均是通过人工进行清洁,导致安全钳的清洁效率较低。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种能够提高安全钳的清洁效率的安全钳清洁系统、方法、装置、计算机设备、计算机可读存储介质和计算机程序产品。
5.第一方面,本技术提供了一种安全钳清洁系统。所述系统包括:
6.安全钳,相互连接的电梯主控系统、安全控制板和限位开关,以及与所述电梯主控系统连接的马达;所述安全钳设有电磁铁、衔铁、楔块、弹性部件以及联动杆;所述联动杆至少包括三端,所述衔铁、所述弹性部件和所述楔块分别与所述联动杆的三端对应连接;所述电磁铁与所述安全控制板和所述马达连接;
7.所述电梯主控系统,用于发送清洁指令至所述安全控制板,使得所述安全控制板根据接收到的所述清洁指令,控制所述安全钳的电磁铁失电;
8.所述弹性部件,用于在所述安全控制板与所述电磁铁之间失电的情况下舒张,使得所述弹性部件通过所述联动杆带动所述衔铁从目标位置向所述限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述楔块对所述楔块的移动路径进行清洁处理;
9.所述限位开关,用于将所述衔铁的到达信号发送至所述电梯主控系统;
10.所述电梯主控系统,还用于在接收到所述到达信号的情况下,发送复位指令至所述马达;
11.所述马达,用于根据所述复位指令,控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
12.在其中一个实施例中,所述楔块,用于在所述安全控制板与所述电磁铁之间失电的情况下向上移动,并对向上移动路径进行清洁处理;
13.所述弹性部件,还用于在将所述衔铁牵引所至所述目标位置的情况下收缩,使得所述弹性部件通过所述联动杆带动所述楔块向下移动。
14.在其中一个实施例中,所述系统还包括轿厢;所述楔块与所述轿厢接触;
15.所述楔块,还用于对与所述轿厢接触的移动路径进行震动清洁处理。
16.在其中一个实施例中,所述限位开关,还用于若检测到所述衔铁未达到所述限位
开关,则将所述衔铁的卡滞信号发送至所述电梯主控系统。
17.在其中一个实施例中,所述限位开关,还用于将所述衔铁的到达信号或卡滞信号发送至所述安全控制板;
18.所述安全控制板,还用于将所述到达信号或所述卡滞信号转发至所述电梯主控系统。
19.第二方面,本技术提供了一种安全钳清洁方法,应用于电梯主控系统。所述方法包括:
20.发送清洁指令至安全控制板,使所述安全控制板根据接收到的所述清洁指令,控制安全钳中的电磁铁失电,所述安全钳中的弹性部件舒张,使得所述弹性部件通过所述安全钳中的联动杆带动所述安全钳中的衔铁从目标位置向限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述安全钳中的楔块对所述楔块的移动路径进行清洁处理;
21.在接收到所述限位开关反馈的所述衔铁的到达信号的情况下,将复位指令发送至马达,使所述马达根据所述复位指令控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
22.第三方面,本技术还提供了一种安全钳清洁装置,应用于电梯主控系统。所述装置包括:
23.清洁控制模块,用于发送清洁指令至安全控制板,使所述安全控制板根据接收到的所述清洁指令,控制安全钳中的电磁铁失电,所述安全钳中的弹性部件舒张,使得所述弹性部件通过所述安全钳中的联动杆带动所述安全钳中的衔铁从目标位置向限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述安全钳中的楔块对所述楔块的移动路径进行清洁处理;
24.复位控制模块,用于在接收到所述限位开关反馈的所述衔铁的到达信号的情况下,将复位指令发送至马达,使所述马达根据所述复位指令控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
25.第四方面,本技术还提供了一种计算机设备。所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现以下步骤:
26.发送清洁指令至安全控制板,使所述安全控制板根据接收到的所述清洁指令,控制安全钳中的电磁铁失电,所述安全钳中的弹性部件舒张,使得所述弹性部件通过所述安全钳中的联动杆带动所述安全钳中的衔铁从目标位置向限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述安全钳中的楔块对所述楔块的移动路径进行清洁处理;
27.在接收到所述限位开关反馈的所述衔铁的到达信号的情况下,将复位指令发送至马达,使所述马达根据所述复位指令控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
28.第五方面,本技术还提供了一种计算机可读存储介质。所述计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现以下步骤:
29.发送清洁指令至安全控制板,使所述安全控制板根据接收到的所述清洁指令,控制安全钳中的电磁铁失电,所述安全钳中的弹性部件舒张,使得所述弹性部件通过所述安全钳中的联动杆带动所述安全钳中的衔铁从目标位置向限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述安全钳中的楔块对所述楔块的移动路径进行清洁处理;
30.在接收到所述限位开关反馈的所述衔铁的到达信号的情况下,将复位指令发送至马达,使所述马达根据所述复位指令控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
31.第六方面,本技术还提供了一种计算机程序产品。所述计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现以下步骤:
32.发送清洁指令至安全控制板,使所述安全控制板根据接收到的所述清洁指令,控制安全钳中的电磁铁失电,所述安全钳中的弹性部件舒张,使得所述弹性部件通过所述安全钳中的联动杆带动所述安全钳中的衔铁从目标位置向限位开关移动,以及使得所述弹性部件通过所述联动杆带动所述安全钳中的楔块对所述楔块的移动路径进行清洁处理;
33.在接收到所述限位开关反馈的所述衔铁的到达信号的情况下,将复位指令发送至马达,使所述马达根据所述复位指令控制所述电磁铁向所述衔铁移动,并将所述衔铁牵引至所述目标位置。
34.上述安全钳清洁系统、方法、装置、计算机设备、存储介质和计算机程序产品,通过电梯主控系统发送清洁指令至安全控制板,使得安全控制板根据接收到的清洁指令,控制安全钳的电磁铁失电;在安全控制板与电磁铁之间失电的情况下弹性部件舒张,使得弹性部件通过联动杆带动衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动楔块对楔块的移动路径进行清洁处理;通过限位开关将衔铁的到达信号发送至电梯主控系统;在接收到到达信号的情况下,电梯主控系统发送复位指令至马达;进而通过马达根据复位指令,控制电磁铁向衔铁移动,并将衔铁牵引至目标位置,不仅实现了楔块的移动路径的清洁处理,避免了油泥和沙石在楔块上的积累,提高了安全钳的可靠性,还能通过马达将衔铁复位,以便于楔块下次进行清洁处理,从而提高了安全钳的清洁效率。
附图说明
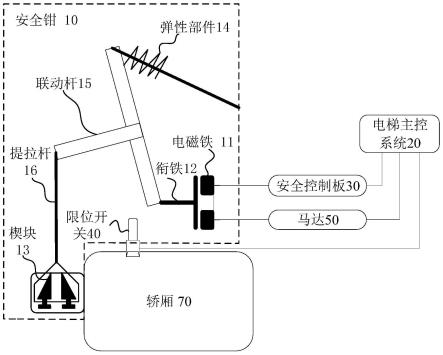
35.图1为一个实施例中安全钳清洁系统的应用环境图;
36.图2为一个实施例中安全钳清洁方法的原理示意图;
37.图3为一个实施例中马达接收复位指令的示意图;
38.图4为一个实施例中限位开关连接结构的示意图;
39.图5为一个实施例中安全钳清洁方法的流程示意图;
40.图6为一个实施例中安全钳清洁装置的结构框图;
41.图7为一个实施例中计算机设备的内部结构图。
42.附图标记说明:安全钳10,电磁铁11,衔铁12,楔块13,弹性部件14,联动杆15,提拉杆16,电梯主控系统20,安全控制板30,限位开关40,马达50,马达控制单元60,轿厢70。
具体实施方式
43.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
44.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时
针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
45.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
46.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一特征和第二特征直接接触,或第一特征和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可以是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
47.本技术提供的安全钳清洁系统,其应用环境示意图如图1所示,包括:安全钳10,相互连接的电梯主控系统20、安全控制板30和限位开关40,以及与电梯主控系统20连接的马达50;安全钳10设有电磁铁11、衔铁12、楔块13、弹性部件14以及联动杆15;联动杆15至少包括三端,衔铁12、楔块13和弹性部件14分别与联动杆15的三端对应连接;电磁铁11与安全控制板30和马达50连接。
48.其中,安全钳是指设有电磁铁、衔铁、弹性部件、楔块和联动杆的电动式安全钳;安全钳可以设置于轿厢上,安全钳还可以设有壳体,进而将衔铁、电磁铁、弹簧和联动杆设置在壳体内部。
49.其中,电磁铁、衔铁、弹性部件、楔块和联动杆可以采用任意一种现有技术实现用来实现,例如弹性部件可以是弹簧。电梯主控系统也可以采用任意一种现有技术实现,例如电梯主控系统可以通过电脑、智能终端或者处理器来实现。安全控制板也可以采用任意一种现有技术实现。
50.其中,弹性部件的一端与联动杆的一端传动连接,弹性部件的另一端可以与安全钳的壳体固定连接,弹性部件的另一端也可以与外界(例如墙壁)固定连接。
51.其中,联动杆是由至少两根杆组合得到,两根杆的交界处可以与安全钳的壳体转动连接,两根杆的交界处也可以与外界(例如墙壁)转动连接,使得联动杆的一端移动时,能够带动联动杆的另外两端移动。
52.电梯主控系统,用于发送清洁指令至安全控制板,使得安全控制板根据接收到的清洁指令,控制安全钳的电磁铁失电。
53.其中,清洁指令是指用于指示安全控制板控制电磁铁失电的指令,以通过联动杆带动楔块清洁其移动路径。
54.具体地,电梯主控系统与安全控制板之间存在通信连接(例如有线通信或者无线通信),电梯主控系统可以设置定时线程,在当前时间达到预设定时的情况下,发送清洁指令至安全控制板。安全控制板接收清洁指令,由于安全控制板与衔铁之间存在电路连接,进而安全控制板可以根据清洁指令的指示,通过控制电路断开使安全钳的电磁铁失电。
55.举例说明,清洁指令可以指示安全控制板立刻停止对电磁铁的供电,以使得楔块立刻开始清洁动作;再例如,清洁指令还可以指示安全控制板在10s后停止对电磁铁的供电,以使得楔块在10s后开始清洁动作。
56.弹性部件,用于在安全控制板与电磁铁之间失电的情况下舒张,使得弹性部件通过联动杆带动衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动楔块对楔块的移动路径进行清洁处理。
57.其中,限位开关设置于衔铁沿远离电磁铁方向的移动路径上。
58.具体地,图2为安全钳清洁方法的原理示意图,如图2所示,电磁铁通电时,衔铁与电磁铁磁力吸合,此时衔铁磁力吸合后的位置可以看作目标位置。电磁铁断电后会消磁,弹性部件沿轴线方向舒张复位。由于弹性部件的一端与联动杆的一端(标记为a端)连接,因而弹性部件沿轴线方向舒张时,会带动联动杆a端一同沿轴线方向移动;使得衔铁与联动杆连接的一端(标记为b端)沿远离电磁铁的方向移动,进而带动衔铁从目标位置开始沿远离电磁铁的方向移动,即衔铁从目标位置向限位开关移动;同时使得楔块与联动杆连接的一端(标记为c端)沿竖直方向向上移动,带动联动杆c端连接的楔块也沿竖直方向向上移动,楔块向上移动的过程中清洁移动路径。
59.需要说明的是,楔块还可以通过提拉杆16与联动杆连接。其中,提拉杆可以是金属材料制成的(例如铁杆),也可以是纤维材料制成的,当然也可以是由混合材料制成的。因此,联动杆c端向上移动时,通过提拉杆提拉楔块,使得楔块向上移动并对移动路径进行清洁。
60.限位开关,用于将衔铁的到达信号发送至电梯主控系统。
61.电梯主控系统,还用于在接收到到达信号的情况下,发送复位指令至马达。
62.马达,用于根据复位指令,控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。
63.其中,限位开关是指通过生产机械运动部件的碰撞使其触头动作来实现电路控制的元件,限位开关用于限制衔铁运动的行程;限位开关可以采用任意一种现有技术实现。马达也可以采用任意一种现有技术实现,例如驱动马达。
64.其中,到达信号是指描述衔铁已达到限位开关的信息。
65.具体地,在衔铁移动到限位开关并与限位开关发生碰撞的情况下,可以确认衔铁或者楔块的移动路径没有阻拦物卡滞衔铁或者楔块的移动,则限位开关生成衔铁的到达信号,并将到达信号发送至电梯主控系统。电梯主控系统接收到达信号,生成复位指令并发送至马达,生成通电指令并发送到安全控制板。安全控制板控制电磁铁通电,马达根据接收到的复位指令,驱动电磁铁向衔铁移动,待电磁铁与衔铁之间的距离足够小时,电磁铁与衔铁磁力吸合,进而马达驱动电磁铁返回,以实现将衔铁牵引至目标位置,实现了衔铁的复位。
66.进一步地,图3为另一种实施方式中马达接收复位指令的示意图,如图3所示,电梯主控系统还可以连接马达控制单元60,马达控制单元与马达连接,电梯主控系统生成复位指令并发送至马达控制单元,进而通过马达控制单元将复位指令转发至马达,以使得马达根据接收到的复位指令控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。
67.需要说明的是,安全钳清洁过程中,电梯主控系统会发送停止工作指令至电梯,使得电梯根据停止工作指令进行停止服务。在确认衔铁复位后,电梯主控系统会发送重新工作指令至电梯,使得电梯恢复服务。
68.上述安全钳清洁系统,通过电梯主控系统发送清洁指令至安全控制板,使得安全控制板根据接收到的清洁指令,控制安全钳的电磁铁失电;在安全控制板与电磁铁之间失电的情况下弹性部件舒张,使得弹性部件通过联动杆带动衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动楔块对楔块的移动路径进行清洁处理;通过限位开关将衔铁的到达信号发送至电梯主控系统;在接收到到达信号的情况下,电梯主控系统发送复位指令至马达;进而通过马达根据复位指令,控制电磁铁向衔铁移动,并将衔铁牵引至目标位置,不仅实现了楔块的移动路径的清洁处理,避免了油泥和沙石在楔块上的积累,提高了安全钳的可靠性,还能通过马达将衔铁复位,以便于楔块下次进行清洁处理,从而提高了安全钳的清洁效率。
69.在一个实施例中,楔块,用于在安全控制板与电磁铁之间失电的情况下向上移动,并对向上移动路径进行清洁处理;弹性部件,还用于在将衔铁牵引所至目标位置的情况下收缩,使得弹性部件通过联动杆带动楔块向下移动。
70.具体地,在安全控制板与电磁铁之间失电的情况下,弹性部件沿轴线方向舒张,使得楔块与联动杆连接的一端(标记为c端)沿竖直方向向上移动,带动联动杆c端连接的楔块也沿竖直方向向上移动,进而联动杆c端(或者联动杆c端与楔块连接的提拉杆)向上提拉楔块,触发楔块的动作,使得楔块对向上移动路径进行清洁处理。
71.进一步地,如图3所示,马达通过电磁铁将衔铁牵引至目标位置,由于衔铁与联动杆的一端(标记为b端)连接,因而衔铁向目标位置移动时,会带动联动杆b端一同向目标位置移动;进而使得联动杆与弹性部件连接的一端(标记为a端)沿轴线方向移动,并带动联动杆a端连接的弹性部件也沿轴线方向收缩;同时联动杆与楔块连接的一端(标记为c端)沿竖直方向向下移动,并带动联动杆c端连接的楔块也沿竖直方向向下移动。
72.需要说明的是,为保证安全钳的清洁效果,衔铁和楔块的移动距离不易设置过短,衔铁移动到限位开关时,衔铁与电磁铁之间的距离较远,即使当前为电磁铁通电,电磁铁的磁力也不足以吸引衔铁沿靠近电磁铁的方向移动,因而需要通过马达驱动电磁铁主动向衔铁移动,使衔铁与电磁铁磁力吸合,以便于将衔铁牵引回目标位置复位。
73.在本实施例中,通过楔块在安全控制板与电磁铁之间失电的情况下向上移动,并对向上移动路径进行清洁处理;通过弹性部件在将衔铁牵引所至目标位置的情况下收缩,使得弹性部件通过联动杆带动楔块向下移动,不仅实现了楔块的向上移动路径的清洁处理,提高了安全钳可靠性,还实现了安全钳中各元件(例如楔块,弹性部件和衔铁)的复位,以便于安全钳下次进行清洁处理,从而提高了安全钳的清洁效率。
74.在一个实施例中,上述安全钳清洁系统还包括轿厢70;楔块与轿厢接触;楔块,还用于对与轿厢接触的移动路径进行震动清洁处理。
75.其中,限位开关可以设置于轿厢上方。
76.其中,轿厢的安装、运行及连接,可以采用任意一种满足要求的现有技术实现,在此不再赘述。
77.具体地,楔块与轿厢之间存在接触,例如,楔块向上移动时可以夹紧轿厢的导轨。楔块上还可以设置有震动装置;震动装置对楔块进行检测,震动装置在检测到楔块向上移动的情况下,震动装置进行震动,进而带动楔块对轿厢接触的向上移动路径进行震动清洁。
78.在本实施例中,通过楔块对与轿厢接触的移动路径进行震动清洁处理,能够将楔
块的向上移动路径上的油泥和沙石等污染物震动掉,从而达到清洁移动路径的效果,而无需人工手动清洁安全钳,提高了安全钳的清洁效率。
79.在一个实施例中,限位开关,还用于若检测到衔铁未达到限位开关,则将衔铁的卡滞信号发送至电梯主控系统。
80.其中,卡滞信号是指描述衔铁未到达限位开关的信息。
81.具体地,电梯主控系统在发送清洁指令后开始计时,在计时达到预设第一时长时,发送确认指令至限位开关;限位开关接收确认指令,并根据确认指令等待预设第二时长,若等待预设第二时长后限位开关仍未与衔铁发生碰撞,可以确认衔铁或者楔块的移动路径存在阻拦物卡滞衔铁或者楔块的移动,则生成衔铁的卡滞信号,并将卡滞信号发送至电梯主控系统,电梯主控系统发送停止工作指令至电梯,使得电梯根据停止工作指令进行停止服务。
82.其中,第一时长是指电梯主控系统等待限位开关反馈到达信号的时长期限。第二时长是指限位开关收到确认指令后等待衔铁的时长期限。
83.在本实施例中,若检测到衔铁未达到限位开关,则通过限位开关将衔铁的卡滞信号发送至电梯主控系统,以便让电梯主控系统及时了解到安全钳存在卡滞的情况,进而方便工作人员安排安全钳的深度检修工作,避免因安全钳失灵而导致电梯事故发生,提高了安全钳的可靠性。
84.在一个实施例中,限位开关,还用于将衔铁的到达信号或卡滞信号发送至安全控制板;安全控制板,还用于将到达信号或卡滞信号转发至电梯主控系统。
85.具体地,在一种实施方式中,如图1所示,限位开关与电梯主控系统连接,进而限位开关将衔铁的到达信号或卡滞信号直接发送至电梯主控系统。在另一种实施方式中,图4为限位开关连接结构的示意图,如图4所示,限位开关还可以与安全控制板连接,安全控制板与电梯主控系统连接,进而限位开关将衔铁的到达信号或卡滞信号发送至安全控制板,通过安全控制板将到达信号或卡滞信号转发至电梯主控系统。
86.在本实施例中,通过限位开关将衔铁的到达信号或卡滞信号发送至安全控制板;通过安全控制板将到达信号或卡滞信号转发至电梯主控系统,实现了到达信号和卡滞信号的另一种传输方式,能够适用于不同的应用场景中。
87.本技术实施例提供的安全钳清洁方法,可以应用于如图1所示的应用环境中。电梯主控系统发送清洁指令至安全控制板,使安全控制板根据接收到的清洁指令,控制安全钳中的电磁铁失电,安全钳中的弹性部件舒张,使得弹性部件通过安全钳中的联动杆带动安全钳中的衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动安全钳中的楔块对楔块的移动路径进行清洁处理;在接收到限位开关反馈的衔铁的到达信号的情况下,将复位指令发送至马达,使马达根据复位指令控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。其中,电梯主控系统可以采用任意一种现有技术实现,例如电脑、智能终端或者处理器。
88.在一个实施例中,如图5所示,提供了一种安全钳清洁方法,以该方法应用于图1中的电梯主控系统为例进行说明,包括以下步骤:
89.步骤s501,发送清洁指令至安全控制板,使安全控制板根据接收到的清洁指令,控制安全钳中的电磁铁失电,安全钳中的弹性部件舒张,使得弹性部件通过安全钳中的联动
杆带动安全钳中的衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动安全钳中的楔块对楔块的移动路径进行清洁处理。
90.步骤s502,在接收到限位开关反馈的衔铁的到达信号的情况下,将复位指令发送至马达,使马达根据复位指令控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。
91.需要说明的是,由于电梯主控系统、安全控制板和安全钳等元件的处理过程在上述实施例中已有详细描述,在此不再赘述。
92.上述安全钳清洁方法中,电梯主控系统发送清洁指令至安全控制板,使安全控制板根据接收到的清洁指令,控制安全钳中的电磁铁失电,安全钳中的弹性部件舒张,使得弹性部件通过安全钳中的联动杆带动安全钳中的衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动安全钳中的楔块对楔块的移动路径进行清洁处理;接收到限位开关反馈的衔铁的到达信号的情况下,将复位指令发送至马达,使马达根据复位指令控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。采用本方法,不仅实现了楔块的移动路径的清洁处理,避免了油泥和沙石在楔块上的积累,提高了安全钳的可靠性,还能通过马达将衔铁复位,以便于楔块下次进行清洁处理,从而提高了安全钳的清洁效率。
93.为了更清晰阐明本公开实施例提供的安全钳清洁方法,以下以一个具体的实施例对上述安全钳清洁方法进行具体说明。提供了另一种安全钳清洁方法,具体包括如下内容:当电梯装备有安全钳时,通过安全控制板定期(例如每天一次)使安全钳的电磁铁失电,安全钳的弹簧舒张复位,安全钳的衔铁从目标位置向限位开关移动,由于衔铁通过联动杆与安全钳的楔块联动,因而同时楔块被向上提拉。通过限位开关检测衔铁是否移动到规定的位置,来确认楔块是否被卡滞。若楔块没有被卡滞,则限位开关向电梯主控系统发送到达信号;电梯主控系统在接收到到达信号的情况下,发送复位指令至马达;进而马达驱动电磁铁向衔铁移动,并将衔铁牵引回到目标位置,电梯恢复正常服务。若楔块被卡滞,则由电梯主控系统报出相应的故障信息,并使电梯停止服务。
94.在本实施例中,能够实现以下有益效果:通过定期自动触发安全钳楔块提拉,可以实现其楔块运动路径的自动清扫,避免油泥和砂石的积累,提高电动安全钳的可靠性。
95.应该理解的是,虽然如上所述的各实施例所涉及的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,如上所述的各实施例所涉及的流程图中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
96.基于同样的发明构思,本技术实施例还提供了一种用于实现上述所涉及的安全钳清洁方法的安全钳清洁装置。该装置所提供的解决问题的实现方案与上述方法中所记载的实现方案相似,故下面所提供的一个或多个安全钳清洁装置实施例中的具体限定可以参见上文中对于安全钳清洁方法的限定,在此不再赘述。
97.在一个实施例中,如图6所示,提供了一种安全钳清洁装置600,包括:清洁控制模块601和复位控制模块602,其中:
98.清洁控制模块601,用于发送清洁指令至安全控制板,使安全控制板根据接收到的
清洁指令,控制安全钳中的电磁铁失电,安全钳中的弹性部件舒张,使得弹性部件通过安全钳中的联动杆带动安全钳中的衔铁从目标位置向限位开关移动,以及使得弹性部件通过联动杆带动安全钳中的楔块对楔块的移动路径进行清洁处理。
99.复位控制模块602,用于在接收到限位开关反馈的衔铁的到达信号的情况下,将复位指令发送至马达,使马达根据复位指令控制电磁铁向衔铁移动,并将衔铁牵引至目标位置。
100.上述安全钳清洁装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于计算机设备中的处理器中,也可以以软件形式存储于计算机设备中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
101.在一个实施例中,提供了一种计算机设备,该计算机设备的内部结构图可以如图7所示。该计算机设备包括通过系统总线连接的处理器、存储器、通信接口、显示屏和输入装置。其中,该计算机设备的处理器用于提供计算和控制能力。该计算机设备的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统和计算机程序。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该计算机设备的通信接口用于与外部的终端进行有线或无线方式的通信,无线方式可通过wifi、移动蜂窝网络、nfc(近场通信)或其他技术实现。该计算机程序被处理器执行时以实现一种安全钳清洁方法。该计算机设备还可以设置有显示屏,该显示屏可以是液晶显示屏或者电子墨水显示屏,该计算机设备的输入装置可以是显示屏上覆盖的触摸层,也可以是计算机设备外壳上设置的按键、轨迹球或触控板,还可以是外接的键盘、触控板或鼠标等。
102.本领域技术人员可以理解,图7中示出的结构,仅仅是与本技术方案相关的部分结构的框图,并不构成对本技术方案所应用于其上的计算机设备的限定,具体的计算机设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
103.在一个实施例中,还提供了一种计算机设备,包括存储器和处理器,存储器中存储有计算机程序,该处理器执行计算机程序时实现上述各方法实施例中的步骤。
104.在一个实施例中,提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现上述各方法实施例中的步骤。
105.在一个实施例中,提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现上述各方法实施例中的步骤。
106.需要说明的是,本技术所涉及的用户信息(包括但不限于用户设备信息、用户个人信息等)和数据(包括但不限于用于分析的数据、存储的数据、展示的数据等),均为经用户授权或者经过各方充分授权的信息和数据。
107.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本技术所提供的各实施例中所使用的对存储器、数据库或其它介质的任何引用,均可包括非易失性和易失性存储器中的至少一种。非易失性存储器可包括只读存储器(read-only memory,rom)、磁带、软盘、闪存、光存储器、高密度嵌入式非易失性存储器、阻变存储器(reram)、磁变存储器(magnetoresistive random access memory,mram)、铁电存储器(ferroelectric random access memory,fram)、相变存储器(phase change memory,
pcm)、石墨烯存储器等。易失性存储器可包括随机存取存储器(random access memory,ram)或外部高速缓冲存储器等。作为说明而非局限,ram可以是多种形式,比如静态随机存取存储器(static random access memory,sram)或动态随机存取存储器(dynamic random access memory,dram)等。本技术所提供的各实施例中所涉及的数据库可包括关系型数据库和非关系型数据库中至少一种。非关系型数据库可包括基于区块链的分布式数据库等,不限于此。本技术所提供的各实施例中所涉及的处理器可为通用处理器、中央处理器、图形处理器、数字信号处理器、可编程逻辑器、基于量子计算的数据处理逻辑器等,不限于此。
108.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
109.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1