软木片组圆成型设备的制作方法
1.本发明涉及软木生产技术领域,尤其涉及一种软木片组圆成型设备。
背景技术:
2.随着人们环保意识的增强,越来越多的时尚巨头相继表示停止使用动物皮,纯素皮革渐入大众视野。软木皮革是纯素皮革中运用最广、使用最多的种类之一。天然软木织物,也称为软木皮革,直接取自栓皮栎树的树皮制成。栓皮栎树的树皮可再生,且树皮的采剥不会影响树木本身的生长。软木皮革从手感与视觉体验上更好地还原出动物皮或乙烯基人造革的特色,且软木皮革具备可持续、可水洗、防污、耐用、抗菌、低过敏性、可塑性强、用途广、可回收利用、绿色安全等的优点。另外,软木皮革具备柔韧性和轻薄的特点,赋予它易于剪裁的能力。再者,软木皮革有各式各样的纹理与颜色可供选择,可适用于不同的设计风格。这使得软木皮革在时尚界的珠宝服饰,到汽车领域和建筑领域,都在被越来越多的品牌所青睐,并予以使用。
3.软木皮革一般是以软木圆柱的形式出货,再根据实际需要旋切取料加工成各种皮具。现有技术中,软木圆柱的成型大都依赖人工在模具中将软木粒和弹性胶粘剂挤压成片材,再在其他模具中将片材挤压成卷料,最后才将卷料成型为软木圆柱,效率极其低下。
4.因此,有必要提供一种能够自动对软木片材进行收卷成型为软木圆柱的软木片组圆成型设备。
技术实现要素:
5.本发明的目的在于提供一种能够自动对软木片材进行收卷成型为软木圆柱的软木片组圆成型设备。
6.为实现上述目的,本发明提供了一种软木片组圆成型设备,用于将片条的软木收卷成卷料,包括机架以及设置于机架上的进料装置、成型装置和压料装置,进料装置位于机架的一侧,用于将涂覆有胶的软木片条送料至成型装置;成型装置包括第一成型组件、第二成型组件和卷料组件,卷料组件呈转动设置于第一成型组件和所述第二成型组件之间,卷料组件用于收卷软木片条;压料装置包括驱动机构、安装结构和压料带,压料带绕设安装于安装结构上并绕设于卷料组件的外周,驱动机构连接于安装结构;驱动机构动作以带动安装结构动作,以驱使压料带绕卷料组件上的软木卷料转动并挤压软木卷料,卷料组件在压料带的挤压下转动以进行卷料。
7.较佳地,安装结构包括第一传动轮、第二传动轮和第三传动轮,第一传动轮和第二传动轮安装于机架上靠近进料装置的一侧,第三传动轮位于机架上远离进料装置的一侧,且第三传动轮呈滑动的安装于机架上;第一传动轮和第二传动轮位于驱动机构的输出端。
8.较佳地,安装结构还包括设置于机架顶部的导向组件,压料带呈环状结构,压料带依次绕经第一传动轮、第三传动轮、导向组件、第二传动轮和卷料组件,并从卷料组件处连接于第一传动轮;压料带在第一传动轮和第二传动轮之间形成供进料装置进料的进料空
间。
9.较佳地,驱动机构包括动力组件和传动组件,传动组件安装于动力组件的输出端,且传动组件连接于第一传动轮和第二传动轮,动力组件动作以同步带动第一传动轮和第二传动轮转动,以使压料带在安装结构上循环传送,压料带为钢带。
10.较佳地,安装结构还包括滑动组件,滑动组件包括滑动座和滑轨,滑轨安装于机架上,滑动座呈滑动的安装于滑轨上,第三传动轮安装于滑动座上并能沿滑轨来回滑动,以使压料带能自动收缩;卷料组件持续卷料,绕设在卷料组件上的压料带始终贴紧软木卷料。
11.较佳地,安装结构还包括定位组件,定位组件包括定位液压缸,定位液压缸安装于机架上且定位液压缸的输出端连接于滑动座,定位液压缸能使滑动座定位于滑轨上,以使压料带能持续挤压压料带,定位液压缸动作能带动滑动座及其上的第三传动轮沿滑轨滑动以使压料带能自动收缩。
12.较佳地,压料装置还包括压紧机构,多个压紧机构设置于成型装置的外周,压紧机构包括挤压液压缸和挤压组件,挤压液压缸安装于机架上,挤压组件安装于挤压液压缸的输出端,挤压液压缸动作以使挤压组件能伸入第一成型组件和第二成型组件之间,并呈滚动的作用于卷料组件外周的压料带上,以能加强压料带对软木卷料的挤压。
13.较佳地,第一成型组件固定于机架上,第二成型组件呈转动的设置于机架上,第二成型组件转动以能靠近或远离第一成型组件。
14.较佳地,卷料组件包括轴芯和料芯,料芯呈拆卸的安装于轴芯上,料芯用于收卷软木片材,轴芯的一端穿过第一成型组件并呈转动地安装于机架上,第二成型组件锁固于机架后,轴芯的另一端穿过第二成型组件并呈转动地安装于机架上;压料装置作用于料芯以使料芯作用于轴芯,并使轴芯带动料芯在机架上转动卷料。
15.较佳地,第一成型组件和/或第二成型组件内设置有加热组件;软木片条在进料前预先涂覆有胶,或所述软木片条在所述进料装置内涂覆胶;借由加热组件以热熔软木片条上的胶,以使软木片条能收卷黏合成软木卷料。
16.与现有技术相比,本发明的软木片组圆成型设备,用于将片条的软木收卷成卷料,以便后续出料加工。软木片组圆成型设备包括机架以及设置于机架上的进料装置、成型装置和压料装置。进料装置位于机架的一侧,用于将软木片条送料至成型装置。在一些情况下,进料装置上还可以设置有涂胶装置,以在软木片条上涂覆胶。成型装置包括第一成型组件、第二成型组件和卷料组件。卷料组件呈转动设置于第一成型组件和第二成型组件之间,卷料组件用于收卷软木片条。压料装置包括驱动机构、压紧机构、安装结构和压料带。压料带绕设安装于安装结构上并绕设于卷料组件的外周,驱动机构连接于安装结构。驱动机构动作以带动安装结构动作,以驱使压料带绕卷料组件上的软木卷料转动并挤压软木卷料。同时,卷料组件在压料带的挤压转动下得以转动以进行卷料。压紧机构安装于机架上并位于成型装置的外周,压紧机构动作以作用于卷料组件外周的压料带,以加强压料带对软木卷料的挤压。本发明的软木片组圆成型设备通过成型装置收卷软木片材,第一成型组件和第二成型组件内均设置有加热组件,以能热熔软木片材上的胶,从而能够将软木片材粘固成卷料。在轴心组件外周设置有压料带,压料带在第三传动轮的带动下能够自动收卷,以能适应外径不断变大的软木卷料,同时,压料带对软木卷料的挤压能够自动带动卷料组件进行转动,以能自动卷料。在压料带外周还设置有压紧机构,压紧机构能够作用于压料带使得
压料带能够更好的包住软木卷料并使软木卷料黏合得更加牢固。之前的软木片组圆需要经过十多次切割组合,切割过程中会对皍贵的软木材料造成浪费,耗费较大的人力,使用本发明的软木片组圆成型设备,可以将软木片一次成型为软木圆柱,比传统方法节省软材料50%,提高工效10倍。本发明的软木片组圆成型设备结构简单,构思新颖,能够自动将软木片材收卷成软木卷料,大大减少了人工劳动,提高了生产效率。
附图说明
17.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
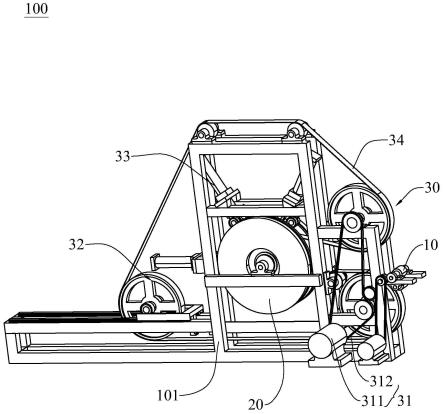
18.图1是本发明一实施例提供的软木片组圆成型设备的结构图。
19.图2是图1另一角度的结构图。
20.图3是图1另一状态的结构图。
21.图4是图3的局部结构图。
22.图5是图2中成型装置的结构图。
23.图6是图3中成型装置转动的一角度结构图。
24.图7是图3中卷料组件与轴芯的结构分解图。
25.图8是图1中压料带与安装结构配合的结构图。
26.图9是图8中第一传动轮的结构图。
27.图10是图1中第三传动轮与滑动组件和定位组件配合的结构图。
28.图11是图8中导向组件的结构图。
29.图12是图3中压紧机构的结构图。
30.附图标记说明:
31.100、软木片组圆成型设备;101、机架;
32.10、进料装置;
33.20、成型装置;21、第一成型组件;211、第一通孔;212、第一固定组件;22、第二成型组件;221、第二通孔;222、转动架;223、第二固定组件;224、转动组件;23、卷料组件;231、轴芯;2311、安装部;2312、转轴部;232、料芯;2321、槽体;2322、卷料槽2322;24、锁定组件;241、第一锁定部;242、第二锁定部;243、锁定件;
34.30、压料装置;31、驱动机构;311、动力组件;312、传动组件;32、安装结构;321、第一传动轮;3211、安装座;3212、齿轮;322、第二传动轮;323、第三传动轮;324、导向组件;3241、导向轮;3242、固定座;3243、限位部;325、滑动组件;3251、滑动座;3252、滑轨;326、定位组件;3261、定位液压缸;33、压紧机构;331、挤压液压缸;332、挤压组件;3321、滚动件;34、压料带。
具体实施方式
35.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
36.请参阅图1至图4,本发明提供了一种软木片组圆成型设备100,用于将片条的软木
收卷成卷料。软木片组圆成型设备100包括机架101以及设置于机架101上的进料装置10、成型装置20和压料装置30。其中,进料装置10位于机架101的一侧,用于将涂覆有胶的软木片条送料至成型装置20。软木片条可以在进料装置10上涂胶,也可以预先在其他装置上涂胶,再通过进料装置10传送至成型装置20。成型装置20包括第一成型组件21、第二成型组件22和卷料组件23。卷料组件23呈转动设置于第一成型组件21和所述第二成型组件22之间,卷料组件23用于收卷软木片条。另一方面,压料装置30包括驱动机构31、压紧机构33、安装结构32和压料带34。压料带34绕设安装于安装结构32上并绕设于卷料组件23的外周。驱动机构31连接于安装结构32,驱动机构31动作以带动安装结构32动作,从而使得压料带34在安装结构32上循环传送。以驱使压料带34绕卷料组件23上的软木卷料转动并挤压软木卷料,卷料组件23在压料带34的挤压下转动以进行卷料。压料带34不仅能用于压固软木片条之间的黏合,还能驱使卷料组件23转动以能持续卷料。压紧机构33安装于机架101上并位于成型装置20的外周,压紧机构33动作以作用于卷料组件23外周的压料带34,以加强压料带34对软木卷料的挤压。本发明的软木片组圆成型设备100,通过一个驱动机构31带动压料带34循环传送,以压固卷料过程中的软木卷料,使得软木卷料的结构更加稳固。同时,压料带34的传送还能挤压并带动卷料组件23转动,以能持续卷料。卷料组件23的转动不用另外连接驱动结构,整体设计合理,卷料压固效果好。
37.请参阅图1至图4及图8和图9,在一些可选的实施例中,安装结构32包括第一传动轮321、第二传动轮322、第三传动轮323以及多组导向组件324。第一传动轮321和第二传动轮322安装于机架101上靠近进料装置10的一侧,第三传动轮323位于机架101上远离进料装置10的一侧,且第三传动轮323呈滑动的安装于机架101上。第一传动轮321和第二传动轮322位于驱动机构31的输出端。驱动机构31动作以同时带动第一传动轮321和第二传动轮322转动。在本实施例中,绕过成型装置20的压料带34,其一端位于第一传动轮321上,另一端位于第二传动轮322上。压料带34裹覆卷料组件23的大部分区域,仅在第一传动轮321和第二传动轮322之间形成供进料装置10进料的进料空间。第一传动轮321和第二传动轮322同时转动,能够更好的带动成型装置20上的压料带34传送并压料。其中,导向组件324安装于机架101的多个地方,用于导向压料带34的传送。导向组件324包括导向轮3241和设置于导向轮3241两端的固定座3242,导向轮3241通过固定座3242呈转动的安装于机架101上。在导向轮3241上的两端设置有限位部3243,压料带34在两个限位部3243之间传送。第一传动轮321、第二传动轮322和第三传动轮323上用于传送压料带34的两端亦可以设置有限位部3243,以使压料带34能够更稳固的在安装结构32上进行传送。第一传动轮321、第二传动轮322和第三传动轮323通过两侧的安装座3211呈转动的安装于机架101上。另一方面,由于第三传动轮323呈滑动的安装于机架101上,使得绕经第三传动轮323的压料带34能够自动收缩,以与不同外径的软木卷料配合,以使压料带34能够更好的压固于卷料组件23上的卷料。
38.请参阅图1至图4及图8,在一些可选的实施例中,压料带34呈环状结构,以能在安装结构32上循环传送。压料带34依次绕经第一传动轮321、第三传动轮323、导向组件324、第二传动轮322和卷料组件23,并从卷料组件23处连接于第一传动轮321。压料带34在第一传动轮321和第二传动轮322之间形成供进料装置10进料的进料空间。可以理解的,压料带34在第一传动轮321和第二传动轮322之间绕设于成型装置20上且避开进料装置10进料的区域,结构设置合理,不仅能够更好的带动卷料组件23转动,还能很好的供进料装置10进料。
同时,在成型装置20两侧的第一传动轮321和第二传动轮322均连接于驱动机构31,使得压料带34能够很顺畅的绕成型装置20进行传送。
39.请参阅图1至图4,在一些可选的实施例中,进料装置10自带动力机构,以使进料装置10能够更好的进行送料。进料装置10上还可以设置有涂胶机构,以能预先对进料的软木片条进行涂胶。当然,软木片条也可以预先在其他机构上涂覆胶。
40.请参阅图1,在一些可选的实施例中,驱动机构31包括动力组件311和传动组件312。传动组件312安装于动力组件311的输出端,且传动组件312连接于第一传动轮321和第二传动轮322,动力组件311动作以同步带动第一传动轮321和第二传动轮322转动,以使压料带34在安装结构32上循环传送。在第一传动轮321和第二传动轮322上均可以设置有与传动组件312配合的齿轮3212。传动组件312可以为齿轮链条的传动结构。在本实施例中,压料带34可以为钢带,钢带结构更加稳固,以能更好的对卷料中的软木卷料进行压固。当然,压料带34也可以为合金材料或其他硬质材料制成的结构,只要压料带34能够作用于软木卷料,以压固软木卷料即可。
41.请参阅图1至图3及图10,在一些可选的实施例中,安装结构32还包括滑动组件325,滑动组件325包括滑动座3251和滑轨3252。具体地,滑轨3252安装于机架101上,滑动座3251呈滑动的安装于滑轨3252上。第三传动轮323安装于滑动座3251上并能沿滑轨3252来回滑动。第三传动轮323通过滑动座3251沿滑轨3252滑动以使压料带34能自动收缩。可以理解的,压料带34循环传送并挤压作用于卷料组件23,以使卷料组件23持续卷料,从而使得绕设在卷料组件23上软木卷料外径不断变大,而压料带34始终贴紧软木卷料并包住软木卷料,以压固软木卷料,即软木卷料一边收卷,压料带34以便压固。为了适应外径不断变大的软木卷料,第三传动轮323在机架101上滑动,以实现压料带34的自动收缩,从而能够很好的与卷料组件23上的软木卷料配合。
42.请参阅图1至图3及图10,在一些可选的实施例中,安装结构32还包括定位组件326,定位组件326包括定位液压缸3261。具体地,定位液压缸3261安装于机架101上且定位液压缸3261的输出端连接于滑动座3251。定位液压缸3261能使滑动座3251定位于滑轨3252上,以使压料带34能持续挤压压料带34,并能供周测的压紧机构33挤压。同时,定位液压缸3261动作还能带动滑动座3251及其上的第三传动轮323沿滑轨3252滑动以使压料带34能自动收缩。可以理解的,定位液压缸3261能够较大的承受来自钢带的压力,能够更好的支撑滑动座3251及其上的第三传动轮323,从而使得钢带能够更好的包裹压固卷料组件23上的软木卷料。结构稳固,设计合理。
43.请参阅图1至图4及图12,在一些可选的实施例中,压料装置30还包括压紧机构33,压紧机构33的是具体数量可以根据压料的实际需要进行设置,多个压紧机构33设置于成型装置20的外周,用于加强压料带34作用于软木卷料的压固力。具体地,压紧机构33包括挤压液压缸331和挤压组件332。挤压液压缸331安装于机架101上,挤压组件332安装于挤压液压缸331的输出端,挤压液压缸331动作以使挤压组件332能伸入第一成型组件21和第二成型组件22之间,并呈滚动的作用于卷料组件23外周的压料带34上,从而能够加强压料带34对软木卷料的挤压。挤压组件332上设置有至少一个滚动件3321,通过滚动件3321与压料带34配合,不仅能够有效的施加压固力作用于压料带34,以使压料带34能够更好的压固卷料组件23上的软木卷料。同时,滚动件3321对压料带34的压固,不会影响压料带34在安装结构32
上的循环传送,而且,压料带34为钢带,钢带与滚动件3321配合能够使钢带更顺畅的在安装结构32上的循环传送。结构配合合理,压固效果好。
44.请参阅图4至图6,在一些可选的实施例中,第一成型组件21固定于机架101上,第二成型组件22呈转动的设置于机架101上,第二成型组件22转动以能靠近或远离第一成型组件21。第二成型组件22活动靠近第一成型组件21以能固定卷料组件23。第二成型组件22活动远离第一成型组件21以能拆装卷料组件23或拆装卷料组件23上的软木片材,第二成型组件22的活动,使得卷料组件23和软木片材的拆装更方便。具体地,机架101上设置有转动架222。第二成型组件22安装于转动架222上,转动架222上设置有加强件,转动架222和加强件均链接于第二成型组件22,设置有加强件以使第二成型组件22与转动架222的连接更稳固。其中,转动架222的一端设置有连接于机架101的转动组件224,借由转动组件224以使第二成型组件22能在机架101上转动,以靠近或远离第一成型组件21。
45.请参阅图4至图6,在一些可选的实施例中,机架101上还设置有能使第二成型组件22在锁定状态与释锁状态进行切换的锁定组件24。锁定组件24包括设置于转动架222一端的第一锁定部241以及位于机架101上的第二锁定部242,锁定组件24还包括可拆卸的锁定件243。第一锁定部241与第二锁定部242配合,锁定件243安装于第一锁定部241与第二锁定部242内以将第二成型组件22锁固于机架101上。拆卸锁定件243以释锁锁定组件24,以使第二成型组件22能在机架101上转动。设置有锁定组件24,能使第二成型组件22锁固于机架101上,从而使得卷料组件23能在第一成型组件21和第二成型组件22之间转动卷料。
46.请参阅图4至图6,在一些可选的实施例中,第一成型组件21上开设有供卷料组件23穿过的第一通孔211,机架101靠近第一通孔211处设置有用于安装卷料组件23的第一固定组件212。另一方面,在第二成型组件22上开设有供卷料组件23穿过的第二通孔221,机架101靠近第二通孔221处设置有用于安装卷料组件23的第二固定组件223。在本实施例中,第二固定组件223设置于转动架222上。卷料组件23的一端呈转动的安装于第一固定组件212内,卷料组件23的另一端呈转动的安装于第二固定组件223内。
47.请参阅图4至图7,在一些可选的实施例中,卷料组件23包括轴芯231和料芯232。料芯232呈拆卸的安装于轴芯231上,轴芯231的两端均设置有转轴部2312。轴芯231的一端穿过第一成型组件21,一端的转轴部2312并呈转动的安装于机架101上的第一固定组件212内。轴芯231的另一端能穿过第二成型组件22,在第二成型组件22通过锁定组件24锁定于机架101上时,轴芯231的另一端穿过第二成型组件22。轴芯231另一端的转轴部2312呈转动的安装于机架101上的第二固定组件223内。具体地,料芯232上开设有与轴芯231配合的槽体2321,槽体2321呈异形结构。轴芯231上设置有与槽体2321配合的安装部2311,轴芯231的安装部2311卡合安装于槽体2321内。借由异形的槽体2321以限制轴芯231和料芯232之间在周向上相对转动,即轴芯231和料芯232之间不会发生相对转动。料芯232受力以作用于轴芯231,从而使得轴芯231和料芯232呈一体的在机架101上转动。在本实施例中,压料装置30作用于料芯232以使料芯232作用于轴芯231,并使轴芯231带动料芯232在机架101上转动卷料。另一方面,在料芯232的外周上还设置有用于与软木片材配合的卷料槽2322,软木片材的一端预先粘固于卷料槽2322内,料芯232或轴芯231受力以使卷料组件23在机架101上转动卷料。设置有卷料槽2322,便于粘固软木片材。
48.请参阅图4至图6,在一些可选的实施例中,第一成型组件21和/或第二成型组件22
内设置有加热组件,加热组件可以为内置于第一成型组件21和/或第二成型组件22的加热管。软木片条在进料前预先涂覆有胶,借由加热组件以热熔软木片条上的胶,以使软木片条能收卷黏合成软木卷料。示例性的,胶可以为热熔胶或者是一体胶等。
49.在本实施例中,软木片组圆成型设备100的机架101上还设置有设置有防护网罩,设置有防护网罩,可以避免钢带在传送过程中误伤操作人员,更加安全可靠。同时,设置防护网罩可以很清晰的看到内部钢带的传送情况以及压料情况,可以随时做出适应性调整,结构合理。
50.如图1至图12所示,本发明的软木片组圆成型设备100,用于将片条的软木收卷成软木圆柱,以便后续出料加工。软木片组圆成型设备100包括机架101以及设置于机架101上的进料装置10、成型装置20和压料装置30。进料装置10位于机架101的一侧,用于将软木片条送料至成型装置20。在一些情况下,进料装置10上还可以设置有涂胶机构,以在软木片条上涂覆胶。成型装置20包括第一成型组件21、第二成型组件22和卷料组件23。卷料组件23呈转动设置于第一成型组件21和第二成型组件22之间,卷料组件23用于收卷软木片条。压料装置30包括驱动机构31、压紧机构33、安装结构32和压料带34。压料带34绕设安装于安装结构32上并绕设于卷料组件23的外周,驱动机构31连接于安装结构32。驱动机构31动作以带动安装结构32动作,以驱使压料带34绕卷料组件23上的软木卷料转动并挤压软木卷料。同时,卷料组件23在压料带34的挤压转动下得以转动以进行卷料。压紧机构33安装于机架101上并位于成型装置20的外周,压紧机构33动作以作用于卷料组件23外周的压料带34,以加强压料带34对软木卷料的挤压。本发明的软木片组圆成型设备100通过成型装置20收卷软木片材,第一成型组件21和第二成型组件22内均设置有加热组件,以能热熔软木片材上的胶,从而能够将软木片材粘固成卷料。在轴心组件外周设置有压料带34,压料带34在第三传动轮323的带动下能够自动收卷,以能适应外径不断变大的软木卷料,同时,压料带34对软木卷料的挤压能够自动带动卷料组件23进行转动,以能自动卷料。在压料带34外周还设置有压紧机构33,压紧机构33能够作用于压料带34使得压料带34能够更好的包住软木卷料并使软木卷料黏合得更加牢固。本发明的软木片组圆成型设备100结构简单,构思新颖,能够自动将软木片材收卷成软木卷料,大大减少了人工劳动,提高了生产效率。
51.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1