环锻件自动化生产线中的环锻件码垛装置
1.本发明涉及环锻件生产设备领域,具体涉及环锻件自动化生产线中的环锻件码垛装置。
背景技术:
2.为了提高环锻件的生产效率,现在亟需设计一条能自动化生产环锻件的环锻件自动化生产线。环锻件锻造得到后需要在加热炉中进行热处理,为了提高效率和节约能源,通常会将数个环锻件码垛叠放起来后一起放入至加热炉中进行热处理,现在环锻件码垛时,由工人操作天车对各个环锻件进行吊运码垛,各个环锻件之间为了隔开还放置有垫块,垫块通常由工人手动放置;人工操作天车对环锻件进行吊运、以及人工放置垫块都会大大降低环锻件码垛的效率;现在为了提高生产效率,新设计的环锻件自动化生产线中亟需一种能对环锻件进行高效码垛的环锻件码垛装置。
技术实现要素:
3.本发明所要解决的技术问题是:将提供一种能对环锻件进行高效码垛的环锻件自动化生产线中的环锻件码垛装置。
4.为了解决上述问题,本发明所采用的技术方案为:环锻件自动化生产线中的环锻件码垛装置,包括:码垛台、天车、垫块,其特征在于:天车为由程序控制的程控天车,在码垛台的前方、后方、左侧、右侧分别固定有一个垫块支撑架,在码垛台的左前方和右后方分别设置有一个垫块摆放机械手,在每个垫块支撑架上放置有一个垫块定位台,垫块定位台和垫块支撑架之间设置有支撑定位机构,支撑定位机构在垫块定位台放置于垫块支撑架上时能对垫块定位台进行支撑和定位,每个垫块定位台上设置有若干个用于定位垫块的定位凸起、用于吊起垫块定位台的吊耳,每个垫块定位台上放置有若干个垫块,垫块呈筒形,垫块立起着放置于垫块定位台上,并且分别通过一个定位凸起插入至其下端口中而被定位于垫块定位台上,前方和左侧的两个垫块定位台用于与左前方的垫块摆放机械手相配合,后方和右侧的两个垫块定位台用于与右后方的垫块摆放机械手相配合,两个垫块摆放机械手能对与之相配合的两个垫块定位台上的垫块进行抓取,然后两个垫块摆放机械手能将抓取的垫块分别摆放于与之相靠近的环锻件一侧表面上。
5.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:支撑定位机构的结构包括:四个上支撑柱、四个下支撑柱、纠偏机构,四个上支撑柱分别固定于垫块定位台的左前、右前、左后、右后部的下方,四个下支撑柱分别固定于垫块支撑架的左前、右前、左后、右后部的上方,四个下支撑柱中的位于对角上的两个下支撑柱顶端面上分别设置有一个销柱,每个销柱由一个定位柱和一个导向锥同轴连接而成,导向锥的大端与定位柱的顶部对接固定;四个上支撑柱中的位于对角上的两个上支撑柱底端面上分别设置有一个能与销柱上的定位柱相配合定位的定位圆孔;纠偏机构的结构包括:四个纠偏竖板、四个纠偏楔块,四个纠偏楔块分别可调节内外位置的安装于垫块支撑架的前部、后部、左侧、右侧上,
四个纠偏竖板分别朝下着固定于垫块定位台的前部、后部、左侧、右侧上,垫块定位台放置于垫块支撑架上时,四个纠偏竖板能分别贴靠着四个纠偏楔块的斜面向下移动,使得四个纠偏楔块能分别通过其上的斜面对四个纠偏竖板进行导向,从而使四个纠偏楔块能从前、后、左、右四个方向上对垫块定位台进行纠偏,四个上支撑柱能分别搁置于四个下支撑柱上,两个销柱能在各自导向锥的导向下分别插入至两个定位圆孔中,使得定位柱能与定位圆孔相配合对垫块定位台进行定位。
6.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:垫块摆放机械手的结构包括:底座,在底座上安装有一个可旋转的立架和能驱动立架旋转的立架驱动机构,在立架上安装有一个可上下滑动的滑台和能驱动滑台上下滑动的滑台驱动机构,在滑台的前方设置有一根横梁,横梁的后端与滑台相固定,在横梁上安装有一个可前后滑移的滑臂和能驱动滑臂前后滑移的滑臂驱动机构,滑臂向前移动后能向前伸出横梁,在滑臂的前端上固定有一个安装块,在安装块的左右两侧分别设置有一个滑块和两根与安装块相固定的导杆,每侧的两根导杆均穿过所在侧的滑块,两个滑块均能在所在侧的两根导杆的导向下可左右滑动的安装于安装块侧面上,在安装块上安装有一个主齿轮和两根左右走向的主齿条,两根主齿条前后排布,并且能在安装块上左右滑动,主齿轮位于两根主齿条之间,并且分别与两根主齿条相啮合传动,两根主齿条与两个滑块分别一对一相固定,在安装块的下方设置有一个副齿轮、一个副齿条、两根左右相对的撑爪,两根撑爪的上端与两个滑块分别一对一相固定,副齿轮和副齿条相啮合传动,主齿轮和副齿轮同轴布置,并且固定于同一根轴上,在滑臂上还安装有一根可前后滑动的推拉杆和用于驱动推拉杆前后移动的电动缸,推拉杆的前端与副齿条相固定,使得推拉杆在电动缸的驱动下前后移动后能通过副齿条驱动副齿轮和主齿轮一起旋转,主齿轮旋转后能驱动两根主齿条带着两个滑块和两个撑爪相向移动或者相背移动,两个撑爪在其下端插入至垫块的上端口中、并且相背移动至分别与垫块内壁相抵靠后能对垫块进行抓取。
7.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:滑臂驱动机构的结构包括:长齿条、滑臂驱动齿轮、短传动轴、90度转向减速器、长传动轴、滑臂驱动电机,短传动轴竖直着且可旋转的安装于横梁前端上,长齿条、滑臂驱动齿轮相互啮合,滑臂驱动齿轮固定于短传动轴下端上,长齿条固定于滑臂上,并且沿着滑臂布置,90度转向减速器固定于横梁前部上,滑臂驱动电机固定于横梁后部上,长传动轴位于90度转向减速器和滑臂驱动电机之间,并且通过轴承可旋转的安装于横梁上,滑臂驱动电机的输出轴与长传动轴的后端相固定,长传动轴的前端与90度转向减速器的水平输入轴相固定,90度转向减速器的竖直输出轴与短传动轴的上端相固定,滑臂驱动齿轮能在滑臂驱动电机的驱动下旋转,滑臂驱动齿轮旋转后能驱动长齿条带着滑臂前后移动。
8.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:立架和底座之间设置有一个内齿型回转支承,内齿型回转支承的外圈与底座相固定、内齿圈与立架相固定,使得立架能通过内齿型回转支承在底座上旋转,立架驱动机构的结构为:固定于底座上的立架驱动电机,立架驱动电机的输出轴上固定有一个立架驱动齿轮,立架驱动齿轮与内齿型回转支承的内齿圈相啮合传动。
9.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:滑台驱动机构的结构包括:丝杠,丝杠通过轴承竖直且可旋转的安装于立架中,在立架的顶部设置有用于
驱动丝杠旋转的丝杠驱动电机,在丝杠上螺纹连接有一个驱动螺母,驱动螺母与滑台相固定。
10.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:在滑臂的前端上还固定有一个用于视觉检测拍照的相机。
11.进一步的,前述的环锻件自动化生产线中的环锻件码垛装置,其中:每个垫块定位台上设置有四个吊耳,四个吊耳分别设置于垫块定位台的左前、右前、左后、右后部上。
12.本发明的优点为:所述的环锻件码垛装置由于采用程控天车对环锻件进行吊运,使得环锻件能被快速、准确码垛,另外,由于采用两个垫块摆放机械手对垫块进行摆放,使得垫块能被快速、准确地摆放于环锻件上,从而能大大提高环锻件的码垛效率。
附图说明
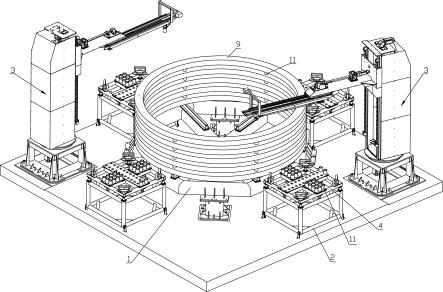
13.图1为本发明所述的环锻件自动化生产线中的环锻件码垛装置的结构示意图。
14.图2为图1中所示的垫块支撑架和垫块定位台的装配结构示意图。
15.图3为图1中所示的垫块支撑架的结构示意图。
16.图4为图1中所示的垫块定位台的结构示意图。
17.图5为图1中所示的垫块摆放机械手的一个视角的立体结构示意图。
18.图6为图1中所示的垫块摆放机械手的另一个视角的立体结构示意图。
19.图7为图6中a处的放大结构示意图。
20.图8为两个撑爪的驱动结构的结构示意图。
21.图9为滑臂驱动机构的结构示意图。
22.图10为销柱的结构示意图。
具体实施方式
23.下面结合具体实施例和附图对本发明作进一步的详细描述。
24.如图1、图2所示,环锻件自动化生产线中的环锻件码垛装置,包括:码垛台1、天车、垫块11,天车为由程序控制的程控天车,在码垛台1的前方、后方、左侧、右侧分别固定有一个垫块支撑架2,在码垛台1的左前方和右后方分别设置有一个垫块摆放机械手3,在每个垫块支撑架2上放置有一个垫块定位台4,垫块定位台4和垫块支撑架之2间设置有支撑定位机构,支撑定位机构在垫块定位台4放置于垫块支撑架2上时能对垫块定位台4进行支撑和定位,每个垫块定位台4上设置有若干个用于定位垫块的定位凸起41、用于吊起垫块定位台4的吊耳42,每个垫块定位台4上放置有若干个垫块11,垫块11呈筒形,垫块11立起着放置于垫块定位台4上,并且分别通过一个定位凸起41插入至其下端口中而被定位于垫块定位台4上,前方和左侧的两个垫块定位台4用于与左前方的垫块摆放机械手3相配合,后方和右侧的两个垫块定位台4用于与右后方的垫块摆放机械手3相配合,两个垫块摆放机械手3能对与之相配合的两个垫块定位台4上的垫块11进行抓取,然后两个垫块摆放机械手3能将抓取的垫块11分别摆放于与之相靠近的环锻件9一侧表面上。
25.每个垫块摆放机械手3都配备有两个垫块定位台4,垫块摆放机械手3在对其中一个垫块定位台4上的垫块11进行抓取时,另一个空的垫块定位台4会被吊离垫块支撑架2去到垫块上料工位,在垫块上料工位上会有机械手将热处理后拆下的垫块重新摆放于空的垫
块定位台4上,装满垫块11后垫块定位台4又会被重新吊放于所对应的垫块支撑架2上。
26.如图2、图3、图4、图10所示,支撑定位机构的结构包括:四个上支撑柱5、四个下支撑柱51、纠偏机构,四个上支撑柱5分别固定于垫块定位台4的左前、右前、左后、右后部的下方,四个下支撑柱51分别固定于垫块支撑架2的左前、右前、左后、右后部的上方,四个下支撑柱51中的位于对角上的两个下支撑柱51顶端面上分别设置有一个销柱52,每个销柱52由一个定位柱521和一个导向锥522同轴连接而成,导向锥522的大端与定位柱521的顶部对接固定;四个上支撑柱5中的位于对角上的两个上支撑柱5底端面上分别设置有一个能与销柱52上的定位柱521相配合定位的定位圆孔53;纠偏机构的结构包括:四个纠偏竖板6、四个纠偏楔块61,四个纠偏楔块61分别可调节内外位置的安装于垫块支撑架2的前部、后部、左侧、右侧上,四个纠偏竖板6分别朝下着固定于垫块定位台4的前部、后部、左侧、右侧上,垫块定位台4放置于垫块支撑架2上时,四个纠偏竖板6能分别贴靠着四个纠偏楔块61的斜面向下移动,使得四个纠偏楔块61能分别通过其上的斜面对四个纠偏竖板6进行导向,从而使四个纠偏楔块61能从前、后、左、右四个方向上对垫块定位台4进行纠偏,四个上支撑柱5能分别搁置于四个下支撑柱51上,两个销柱52能在各自导向锥522的导向下分别插入至两个定位圆孔53中,使得定位柱521能与定位圆孔53相配合对垫块定位台4进行定位。
27.如图5、图6、图7、图8所示,垫块摆放机械手3的结构包括:底座31,在底座31上安装有一个可旋转的立架32和能驱动立架32旋转的立架驱动机构,在立架32上安装有一个可上下滑动的滑台33和能驱动滑台33上下滑动的滑台驱动机构,滑台33通过直线导轨安装于立架32上,在滑台33的前方设置有一根横梁34,横梁34的后端与滑台33相固定,在横梁34上安装有一个可前后滑移的滑臂35和能驱动滑臂35前后滑移的滑臂驱动机构,在横梁34和滑臂35之间设置有直线导轨,直线导轨的轨道固定于滑臂35上,直线导轨的滑块固定于横梁34上,滑臂35向前移动后能向前伸出横梁34,在滑臂35的前端上固定有一个安装块36,在安装块36的左右两侧分别设置有一个滑块37和两根与安装块36相固定的导杆39,每侧的两根导杆39均穿过所在侧的滑块37,两个滑块37均能在所在侧的两根导杆39的导向下可左右滑动的安装于安装块36侧面上,在本实施例中,左侧的两根导杆39和右侧的两根导杆39分别一一对应,并且左右相对应的两根导杆39位于同一根杆子上;在安装块36上安装有一个主齿轮7和两根左右走向的主齿条71,主齿轮7通过轴承可旋转的安装于安装块36上,两根主齿条71前后排布,并且能在安装块36上左右滑动,主齿轮7位于两根主齿条71之间,并且分别与两根主齿条71相啮合传动,两根主齿条71与两个滑块37分别一对一相固定,在安装块36的下方设置有一个副齿轮72、一个副齿条73、两根左右相对的撑爪38,两根撑爪38的上端与两个滑块37分别一对一相固定,副齿轮72和副齿条73相啮合传动,主齿轮7和副齿轮72同轴布置,并且固定于同一根轴上,在滑臂35上还安装有一根可前后滑动的推拉杆74和用于驱动推拉杆74前后移动的电动缸75,推拉杆74通过滑套安装于滑臂35上,推拉杆74的前端与副齿条73相固定,使得推拉杆74在电动缸75的驱动下前后移动后能通过副齿条73驱动副齿轮72和主齿轮7一起旋转,主齿轮7旋转后能驱动两根主齿条71带着两个滑块37和两个撑爪38相向移动或者相背移动,两个撑爪38能通过立架32旋转、滑臂35伸缩而移动至垫块定位台4上的某个垫块11的上方,然后两个撑爪38在滑台33的驱动下向下移动后,两个撑爪38的下端能插入至垫块11的上端口中,两个撑爪38在其下端插入至垫块11的上端口中、并且相背移动至分别与垫块11内壁相抵靠后能对垫块11进行抓取。采用两个撑爪38撑开对垫块11
进行抓取相比从垫块11外侧对垫块11对夹进行抓取更可靠,从垫块11外侧对垫块11对夹进行抓取容易掉落。
28.如图9所示,滑臂驱动机构的结构包括:长齿条8、滑臂驱动齿轮81、短传动轴82、90度转向减速器83、长传动轴84、滑臂驱动电机85,短传动轴82竖直着且可旋转的安装于横梁34前端上,短传动轴82通过轴承安装于横梁34上,长齿条8、滑臂驱动齿轮81相互啮合,滑臂驱动齿轮81固定于短传动轴82下端上,长齿条8固定于滑臂35上,并且沿着滑臂35布置,90度转向减速器83固定于横梁34前部上,90度转向减速器83是一种现有的能买到的减速器,在实际生产中,可以采用两个相啮合呈90度的锥齿轮代替90度转向减速器83,滑臂驱动电机85固定于横梁34后部上,这是因为滑臂驱动电机85较重,所以不能和90度转向减速器83一起固定于横梁34前部上,长传动轴84位于90度转向减速器83和滑臂驱动电机85之间,并且通过轴承可旋转的安装于横梁34上,滑臂驱动电机85的输出轴与长传动轴84的后端相固定,长传动轴84的前端与90度转向减速器83的水平输入轴相固定,90度转向减速器83的竖直输出轴与短传动轴82的上端相固定,滑臂驱动齿轮81能在滑臂驱动电机85的驱动下旋转,滑臂驱动齿轮81旋转后能驱动长齿条8带着滑臂35前后移动。
29.如图5、图6所示,立架32和底座31之间设置有一个内齿型回转支承91,内齿型回转支承91的外圈与底座31相固定、内齿圈与立架32相固定,使得立架32能通过内齿型回转支承91在底座31上旋转,立架驱动机构的结构为:固定于底座上的立架驱动电机92,立架驱动电机92的输出轴上固定有一个立架驱动齿轮,立架驱动齿轮与内齿型回转支承91的内齿圈相啮合传动。
30.如图5、图6所示,滑台驱动机构的结构包括:丝杠93,丝杠93通过轴承竖直且可旋转的安装于立架32中,在立架32的顶部设置有用于驱动丝杠93旋转的丝杠驱动电机94,在丝杠93上螺纹连接有一个驱动螺母,驱动螺母与滑台33相固定。
31.在滑臂35的前端上还固定有一个用于视觉检测拍照的相机95,垫块摆放机械手3驱动其上的两个撑爪38移动至待抓取的垫块11上方时,控制器会通过相机95对待抓取的垫块11进行拍照,然后控制器会利用拍照所得的图片进行视觉检测,以便来判断两个撑爪38是否移动到位,如果没有移动到位,控制器会控制垫块摆放机械手3动作来微调两个撑爪38的位置,使得两个撑爪38向下移动后能准确插入至垫块11的上端口中。
32.每个垫块定位台4上设置有四个吊耳42,四个吊耳42分别设置于垫块定位台4的左前、右前、左后、右后部上,这样设置是为了能更平稳的吊装垫块定位台4。
33.码垛时,由程控天车将第一个环锻件吊运至码垛台1上,然后两个垫块摆放机械手3会对各自对应的垫块定位台4上的垫块11进行抓取,接着两个垫块摆放机械手3会将抓取的垫块11分别摆放于与之相靠近的第一个环锻件的一侧表面上,第一个环锻件的两侧的表面上分别由所对应的垫块摆放机械手3均匀放置三个垫块11,接着由程控天车将第二个环锻件吊运码垛至第一个环锻件上,它们之间由预先放置的六个垫块11进行隔开,然后两个垫块摆放机械手3会对各自对应的垫块定位台4上的垫块11进行抓取,接着两个垫块摆放机械手3会将抓取的垫块11分别摆放于与之相靠近的第二个环锻件的一侧表面上,第二个环锻件的两侧的表面上分别由所对应的垫块摆放机械手3均匀放置三个垫块11,接着由程控天车将第三个环锻件吊运码垛至第二个环锻件上,它们之间由预先放置的六个垫块11进行隔开,依次循环操作就能将所需数量的环锻件码垛叠放在一起。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1