一种隔磁片自动贴合机及工艺的制作方法
1.本发明涉及为天线物料粘贴隔磁片的设备,尤其涉及一种隔磁片自动贴合机及工艺。
背景技术:
2.天线物料在制备过程中,天线本体承载于预设的天线料带上进行输送,且天线本体上需要覆盖隔磁片,现有技术中,一般是人工利用镊子夹取隔磁片,再粘贴于天线本体上,这种工艺主要存在以下缺陷:
3.首先,用摄子直接夹起隔磁片时容易发生卷边,隔磁片发生翘起后还需要再次整型,因此贴片效率低下;
4.其次,天线本体与隔磁片外径大小一致,手工对贴时很容易发生位置偏差,从而影响产品品质;
5.此外,手工贴片的工艺存在漏贴风险,导致产品不良增加。
技术实现要素:
6.本发明要解决的技术问题在于,针对现有技术的不足,提供一种贴片效率高、贴片准确性好、能提高贴片良率的隔磁片自动贴合机及工艺。
7.为解决上述技术问题,本发明采用如下技术方案。
8.一种隔磁片自动贴合机,其包括有机台,所述机台上设有天线放料卷、天线收料卷、隔磁片放料卷、隔磁片底胶收料卷、剥离机构、贴片平台和贴片机构,所述天线放料卷和所述天线收料卷之间的天线料带经由所述贴片平台的顶面输送,所述天线料带的顶面设有天线本体,所述隔磁片放料卷输出的隔磁片原料带绕过所述剥离机构后,将所述隔磁片原料带的底胶卷绕于所述隔磁片底胶收料卷,所述隔磁片原料带上的隔磁片经过所述剥离机构时相对所述隔磁片原料带的底胶剥离预设长度,所述贴片机构位于所述剥离机构与所述贴片平台之间,所述贴片机构用于拾取所述剥离机构上剥离的所述隔磁片并粘贴于所述贴片平台顶面的所述天线本体上。
9.优选地,所述机台上固定有天线放料支架和天线收料支架,所述天线放料卷设于所述天线放料支架上,所述天线收料卷设于所述天线收料支架上。
10.优选地,所述机台上设有前端输送辊组、后端输送辊组和用于驱使所述天线收料卷运转的天线收料驱动机构,所述前端输送辊组位于所述天线放料卷与所述贴片平台之间,所述后端输送辊组位于所述天线收料卷与所述贴片平台之间,所述天线料带绕过所述前端输送辊组和所述后端输送辊组。
11.优选地,所述贴片平台的两侧分别固定有长条形抵挡块,所述长条形抵挡块向所述贴片平台的上方凸出,所述天线料带位于两个长条形抵挡块之间。
12.优选地,所述剥离机构包括有两个立板,两个立板之间固定有剥离支板以及位于所述剥离支板斜下方的缓冲辊,所述隔磁片原料带的底胶依次绕过所述剥离支板的边缘和
所述缓冲辊,所述隔磁片在所述剥离支板的边缘处相对所述隔磁片原料带的底胶剥离预设长度。
13.优选地,两个立板之间固定有压纸衬板和压纸横梁,所述压纸横梁位于所述压纸衬板的上方,所述压纸横梁上固定有两个压纸气缸,两个压纸气缸下端的伸缩轴上固定有长条形压块,所述隔磁片原料带经由所述压纸衬板的顶部输送,所述压纸气缸用于驱使所述长条形压块执行上升或者下降动作,借由所述长条形压块将所述隔磁片原料带压紧于所述压纸衬板上。
14.优选地,所述压纸横梁的侧部固定有侧向挡板,所述侧向挡板的底端与所述压纸衬板之间形成有可供所述隔磁片原料带穿过的第一间隙。
15.优选地,所述侧向挡板的底端形成有第一弯折部,所述第一间隙形成于所述第一弯折部与所述压纸衬板之间。
16.优选地,所述贴片机构包括有贴片支架,所述贴片支架上设有贴片运动载台以及用于驱使所述贴片运动载台平移运动的平移驱动机构,所述贴片运动载台上设有多个升降运动滑块以及用于驱使所述升降运动滑块上下运动的升降驱动机构,所述升降运动滑块的下端设有负压吸盘,多个负压吸盘分别与所述隔磁片原料带上多个并排设置的所述隔磁片一一对齐。
17.一种隔磁片自动贴合工艺,所述工艺基于一贴合机实现,所述贴合机包括有机台,所述机台上设有天线放料卷、天线收料卷、隔磁片放料卷、隔磁片底胶收料卷、剥离机构、贴片平台和贴片机构,所述贴片机构位于所述剥离机构与所述贴片平台之间,所述工艺包括:所述天线放料卷和所述天线收料卷之间的天线料带经由所述贴片平台的顶面输送,所述天线料带的顶面设有天线本体,所述隔磁片放料卷输出的隔磁片原料带绕过所述剥离机构后,将所述隔磁片原料带的底胶卷绕于所述隔磁片底胶收料卷,所述隔磁片原料带上的隔磁片经过所述剥离机构时相对所述隔磁片原料带的底胶剥离预设长度,利用所述贴片机构拾取所述剥离机构上剥离的所述隔磁片并粘贴于所述贴片平台顶面的所述天线本体上。
18.本发明公开的隔磁片自动贴合机,在工作过程中,利用所述天线放料卷和所述天线收料卷输送天线料带,并使得所述天线料带由所述贴片平台的顶面输送,同时,所述隔磁片放料卷输出的隔磁片原料带绕过所述剥离机构,使所述隔磁片原料带上的隔磁片相对所述隔磁片原料带的底胶剥离一定长度,再将所述隔磁片原料带的底胶卷绕于所述隔磁片底胶收料卷上,所述贴片机构通过负压吸附方式从所述剥离机构上批量拾取剥离的所述隔磁片,之后运动至所述贴片平台上方,将所述隔磁片批量粘贴于所述天线料带顶面的所述天线本体上。相比现有技术中采用人工贴片的方式而言,本发明不仅贴片效率高,而且贴片准确性更好,本发明经过自动化贴片能显著提高贴片良率,较好地满足了生产要求。
附图说明
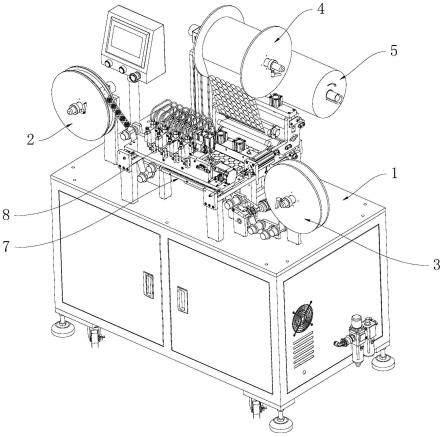
19.图1为本发明隔磁片自动贴合机的立体图;
20.图2为本发明隔磁片自动贴合机的俯视图;
21.图3为天线放料卷、天线收料卷和贴片平台的结构图;
22.图4为图3中a部分的放大图;
23.图5为隔磁片放料卷、隔磁片底胶收料卷和剥离机构的结构图一;
24.图6为隔磁片放料卷、隔磁片底胶收料卷和剥离机构的结构图二;
25.图7为贴片机构的结构图。
具体实施方式
26.下面结合附图和实施例对本发明作更加详细的描述。
27.本发明公开了一种隔磁片自动贴合机,结合图1至图7所示,其包括有机台1,所述机台1上设有天线放料卷2、天线收料卷3、隔磁片放料卷4、隔磁片底胶收料卷5、剥离机构6、贴片平台7和贴片机构8,所述天线放料卷2和所述天线收料卷3之间的天线料带100经由所述贴片平台7的顶面输送,所述天线料带100的顶面设有天线本体103,所述隔磁片放料卷4输出的隔磁片原料带101绕过所述剥离机构6后,将所述隔磁片原料带101的底胶卷绕于所述隔磁片底胶收料卷5,所述隔磁片原料带101上的隔磁片102经过所述剥离机构6时相对所述隔磁片原料带101的底胶剥离预设长度,所述贴片机构8位于所述剥离机构6与所述贴片平台7之间,所述贴片机构8用于拾取所述剥离机构6上剥离的所述隔磁片102并粘贴于所述贴片平台7顶面的所述天线本体103上。
28.上述贴合机在工作过程中,利用所述天线放料卷2和所述天线收料卷3输送天线料带100,并使得所述天线料带100由所述贴片平台7的顶面输送,同时,所述隔磁片放料卷4输出的隔磁片原料带101绕过所述剥离机构6,使所述隔磁片原料带101上的隔磁片102相对所述隔磁片原料带101的底胶剥离一定长度,再将所述隔磁片原料带101的底胶卷绕于所述隔磁片底胶收料卷5上,所述贴片机构8通过负压吸附方式从所述剥离机构6上批量拾取剥离的所述隔磁片102,之后运动至所述贴片平台7上方,将所述隔磁片102批量粘贴于所述天线料带100顶面的所述天线本体103上。相比现有技术中采用人工贴片的方式而言,本发明不仅贴片效率高,而且贴片准确性更好,本发明经过自动化贴片能显著提高贴片良率,较好地满足了生产要求。
29.结合图3和图4所示,为了对天线放料卷2、天线收料卷3起到支撑作用,在本实施例中,所述机台1上固定有天线放料支架20和天线收料支架30,所述天线放料卷2设于所述天线放料支架20上,所述天线收料卷3设于所述天线收料支架30上。
30.为保证所述天线料带100平稳输送,同时避免所述天线料带100承受较大应力,在本实施例中,所述机台1上设有前端输送辊组21、后端输送辊组31和用于驱使所述天线收料卷3运转的天线收料驱动机构32,所述前端输送辊组21位于所述天线放料卷2与所述贴片平台7之间,所述后端输送辊组31位于所述天线收料卷3与所述贴片平台7之间,所述天线料带100绕过所述前端输送辊组21和所述后端输送辊组31。
31.作为一种优选方式,所述后端输送辊组31包括与所述机台1固定连接的防滑轮支架310,所述防滑轮支架310上设有防滑辊轮311,所述防滑辊轮311的外表面设有多个沿周向均匀分布的防滑凸点312,所述天线料带100上开设有多个通孔104,所述天线料带100绕过所述防滑辊轮311,且所述防滑凸点312插设于所述通孔104内。
32.上述结构中,通过所述防滑凸点312与所述通孔104之间的插接、分离配合,有助于所述天线料带100平稳输送,同时还可以通过采集防滑辊轮311的角位置数据来采集所述天线料带100的运动距离,例如,可利用同轴编码器对防滑辊轮311的角位置数据进行采集。
33.为使得所述天线料带100更好地贴合所述防滑辊轮311,在本实施例中,所述防滑
轮支架310上固定有两个压臂312,所述压臂312的端部设有压辊313,所述压辊313设于所述防滑辊轮311的外侧,且所述天线料带100的边缘夹紧于所述压辊313与所述防滑辊轮311之间。
34.作为一种优选方式,所述贴片平台7的两侧分别固定有长条形抵挡块70,所述长条形抵挡块70向所述贴片平台7的上方凸出,所述天线料带100位于两个长条形抵挡块70之间。
35.上述结构中,两个长条形抵挡块70分别从两侧对所述天线料带100起到抵挡作用,使所述天线料带100平直地在所述贴片平台7的顶面输送。
36.本实施例中,两个长条形抵挡块70的顶端分别形成有相对弯折的限位档条72,两个限位档条72分别位于所述天线料带100的两侧边缘上方。其中,两个限位档条72的作用在于从顶部对所述天线料带100的边缘起到包覆、抵挡作用,避免所述天线料带100在输送过程中发生边缘翘起等情况,使所述天线料带100在贴隔磁片时能够保持平整。
37.结合图5和图6所示,关于所述剥离机构6的优选结构,在本实施例中,所述剥离机构6包括有两个立板60,两个立板60之间固定有剥离支板61以及位于所述剥离支板61斜下方的缓冲辊62,所述隔磁片原料带101的底胶依次绕过所述剥离支板61的边缘和所述缓冲辊62,所述隔磁片102在所述剥离支板61的边缘处相对所述隔磁片原料带101的底胶剥离预设长度。
38.上述剥离机构6中,将缓冲辊62设置于所述剥离支板61的斜下方,当所述隔磁片原料带101的底胶依次绕过所述剥离支板61的边缘和所述缓冲辊62时,所述隔磁片原料带101的底胶在所述剥离支板61的边缘处形成锐角形的转折,转折后底胶会与隔磁片102分离,使得隔磁片102的一部分呈剥离状,此时可利用所述贴片机构8对部分剥离的所述隔磁片102进行拾取。
39.为了在拾取隔磁片102的过程中保证所述隔磁片原料带101平整,并且能承受一定的作用力,在本实施例中,两个立板60之间固定有压纸衬板63和压纸横梁64,所述压纸横梁64位于所述压纸衬板63的上方,所述压纸横梁64上固定有两个压纸气缸65,两个压纸气缸65下端的伸缩轴上固定有长条形压块66,所述隔磁片原料带101经由所述压纸衬板63的顶部输送,所述压纸气缸65用于驱使所述长条形压块66执行上升或者下降动作,借由所述长条形压块66将所述隔磁片原料带101压紧于所述压纸衬板63上。其中,所述压纸气缸65可以在隔磁片放料卷4和隔磁片底胶收料卷5暂停运转时,驱使所述长条形压块66将所述隔磁片原料带101压紧。
40.作为一种优选结构,所述压纸横梁64的侧部固定有侧向挡板67,所述侧向挡板67的底端与所述压纸衬板63之间形成有可供所述隔磁片原料带101穿过的第一间隙。
41.进一步地,所述侧向挡板67的底端形成有第一弯折部670,所述第一间隙形成于所述第一弯折部670与所述压纸衬板63之间。其中,所述第一弯折部670可用于对所述隔磁片原料带101起到辅助抚平作用。
42.为使得所述贴片机构8准确拾取所述隔磁片102,在本实施例中,所述剥离支板61的两端分别形成有向上凸出的台阶部610,所述剥离支板61的上方设有整型压板611,所述整型压板611的两端分别与两个台阶部610固定连接,所述整型压板611与所述剥离支板61之间形成有可供所述隔磁片原料带101穿过的第二间隙。其中,所述隔磁片原料带101在该
第二间隙传输过程中,可以对所述隔磁片原料带101起到整型作用,使得所述隔磁片原料带101保持平整。
43.进一步地,所述整型压板611靠近所述剥离支板61边缘的一端开设有取料口612,当所述隔磁片原料带101经由所述第二间隙穿出时,所述隔磁片102位于取料口612内,所述取料口612的宽度小于所述隔磁片原料带101的宽度。
44.上述结构中,通过设置所述取料口612,可以为所述贴片机构8提供取料空间,同时,因所述取料口612的宽度小于所述隔磁片原料带101的宽度,可使得所述隔磁片原料带101的两侧边缘被限制于所述整型压板611的下方,避免在所述贴片机构8拾取所述隔磁片102的过程中对所述隔磁片原料带101造成撕扯,由此提高拾取所述隔磁片102过程的稳定性与可靠性。
45.为了方便所述隔磁片原料带101进入所述第二间隙,在本实施例中,所述整型压板611远离所述剥离支板61边缘的一端形成有向斜上方弯折的第二弯折部613。
46.实际应用中,若所述整型压板611远离所述剥离支板61边缘的一端为平直状,则在所述隔磁片原料带101进入所述第二间隙时,所述整型压板611很容易对所述隔磁片102造成抵触,导致所述隔磁片102揭开或者错位,对此,本实施例通过设置向斜上方弯折的第二弯折部613,可以避免所述第二弯折部613与所述隔磁片102发生接触,从而避免所述隔磁片102翘起或者移位。
47.请参见图7,为了实现准确拾取隔磁片102,本实施例优选采用负压吸取的方式进行拾取操作,具体是指,所述贴片机构8包括有贴片支架80,所述贴片支架80上设有贴片运动载台81以及用于驱使所述贴片运动载台81平移运动的平移驱动机构82,所述贴片运动载台81上设有多个升降运动滑块83以及用于驱使所述升降运动滑块83上下运动的升降驱动机构84,所述升降运动滑块83的下端设有负压吸盘86,多个负压吸盘86分别与所述隔磁片原料带101上多个并排设置的所述隔磁片102一一对齐。
48.在此基础上,本发明还公开了一种隔磁片自动贴合工艺,结合图1至图7所示,所述工艺基于一贴合机实现,所述贴合机包括有机台1,所述机台1上设有天线放料卷2、天线收料卷3、隔磁片放料卷4、隔磁片底胶收料卷5、剥离机构6、贴片平台7和贴片机构8,所述贴片机构8位于所述剥离机构6与所述贴片平台7之间,所述工艺包括:所述天线放料卷2和所述天线收料卷3之间的天线料带100经由所述贴片平台7的顶面输送,所述天线料带100的顶面设有天线本体103,所述隔磁片放料卷4输出的隔磁片原料带101绕过所述剥离机构6后,将所述隔磁片原料带101的底胶卷绕于所述隔磁片底胶收料卷5,所述隔磁片原料带101上的隔磁片102经过所述剥离机构6时相对所述隔磁片原料带101的底胶剥离预设长度,利用所述贴片机构8拾取所述剥离机构6上剥离的所述隔磁片102并粘贴于所述贴片平台7顶面的所述天线本体103上。
49.以上所述只是本发明较佳的实施例,并不用于限制本发明,凡在本发明的技术范围内所做的修改、等同替换或者改进等,均应包含在本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1