一种绳盖组装设备的制作方法
1.本发明涉及绳盖组装的领域,尤其是涉及一种绳盖组装设备。
背景技术:
2.在一些电子穿戴产品中,例如电子雾化器、手持电风扇以及智能首饰等电子产品,外壳是其中重要的组成部分之一。通常,外壳可分为壳体以及盖体等部分,将电子元件装配至壳体内,盖体用于封堵壳体开口部位,以实现对内部电子元件进行保护,随着用户的穿戴需求提升,盖体处还可设置绳体,以便于穿戴使用。
3.目前,在相关技术中存在一种绳盖零件,绳体部的端部具有一卡扣件,在盖体上具有与卡扣件相配合的扣合部,将绳体部穿过盖体部,在卡扣件与扣合部相互扣合的作用下,实现绳体以及盖体之间的固定装配,通过组装的方式,得到结构牢固的绳盖零件。
4.针对上述中的相关技术,在对绳盖零件进行装配的过程中,需要通过人工将绳体穿过盖体,然后人工将绳体的卡扣件与盖体的开口配合放置,需要耗费较多的人力物力,且加工效率低,无法满足生产需求,绳盖零件在装配效率方面仍具有较大的改进空间。
技术实现要素:
5.为了提升绳盖零件的组装效率,本发明提供一种绳盖组装设备,能够实现绳体自动穿过盖体,以实现绳盖的自动化装配,有效提高加工效率,减少劳动力消耗。
6.本发明提供的一种绳盖组装设备采用如下的技术方案:一种绳盖组装设备,包括机架,还包括绳体震动上料机构,设于所述机架,并用于将绳体排序送出;绳体转移机构,包括绳体吸取组件以及绳体开口组件,所述绳体吸取组件活动设置于所述机架,并用于将位于所述绳体震动上料机构处的绳体取出转移至所述装配工位;所述绳体开口组件活动设于所述绳体吸取组件上,并用于挤压绳体尾端,以使所述绳体尾端撑开并形成钩持间隙;以及设于所述机架上的穿盖机构,所述穿盖机构设置于所述装配工位,且所述穿盖机构包括相邻设置的盖体治具以及牵引组件,所述盖体治具用于放置盖体,所述牵引组件可贯穿所述盖体并通过钩持所述钩持间隙以钩持所述绳体,从而牵引所述绳体穿过所述盖体。
7.通过采用上述技术方案,绳体震动上料机构可通过震动的方式将杂乱的绳体迅速进行排序,有利于绳体转移机构对绳体进行自动化吸取;在绳体吸取组件的吸取作用下,绳体可位移至装配工位处,实现绳体的自动转移;随后绳体开口组件挤压绳体尾端,以使绳体自身尾端张开,形成钩持间隙,以便于后续钩持绳体;紧接着,在穿盖机构的作用下,盖体治具为盖体提供稳固的支撑,盖体放置稳定后,牵引组件随即穿过盖体后穿入钩持间隙内,并对绳体进行钩持后牵引,使绳体穿过盖体,最终完成绳体与盖体间的自动化装配,期间,绳体实现自动化上料、自动化抓料及自动化开口,动作快捷且配合精度较高,随后同步配合穿盖机构,将绳体穿过盖体,各机构间可同步配合,同步运作,有效缩短了各加工步运作的整体时间,并实现了绳盖的自动化装配,以使绳盖零件的装配效率得到显著提升。
8.优选的,所述绳体吸取组件包括第一横移驱动部,设于所述机架; 第一升降驱动部,设于所述第一横移驱动部,所述第一横移驱动部用于驱动所述第一升降驱动部在水平方向上移动;以及吸盘模组,设于所述第一升降驱动部,并用于吸取绳体端部的卡扣件,所述第一横移驱动部以及所述第一升降驱动部用于带动所述吸盘模组在水平和竖直方向上移动,以使吸盘模组能够将绳体从所述绳体震动上料机构吸取转移至所述装配工位。
9.通过采用上述技术方案,第一横移驱动部以及第一升降驱动部两者相互配合,可使吸盘模组获得升降以及横移的运动自由度,以便于吸盘模组靠近绳体震动上料机构,在此通过升降运动的方式吸取绳体,机构灵活且可靠,动作简洁且高效。
10.优选的,所述第一升降驱动部包括绳体升降电机,设于所述第一横移驱动部;以及绳体皮带传动模组,连接所述吸盘模组以及绳体升降电机,所述绳体升降电机驱动所述绳体皮带传动模组动作,以带动所述吸盘模组升降运动。
11.通过采用上述技术方案,绳体升降电机输出动力,通过绳体皮带传动模组驱使吸盘模组实现升降动作,皮带传动模组传动稳定,噪音小,有利于绳体稳定运输,减少脱料的可能性,结构的可靠性得以提升。
12.优选的,所述绳体开口组件包括第二横移驱动部,设于所述绳体转移机构;连接座,连接所述第二横移驱动部,所述第二横移驱动部用于驱动所述连接座靠近或远离所述绳体吸取组件;绳体夹持部,设于所述连接座,用于夹持所述绳体的本体部;第二升降驱动部,设于所述连接座;以及顶绳件,连接所述第二升降驱动部,且位于绳体下方,所述第二升降驱动部用于驱动所述顶绳件自下向上挤压绳体尾端,以使绳体尾端撑开并形成钩持间隙。
13.通过采用上述技术方案,在第二横移驱动部的驱动作用下,连接座带动绳体夹持部、第二升降驱动部以及顶绳件靠近绳体,此时,绳体夹持部将绳体中部进行夹持,以减少绳体晃动,绳体转移时的稳定性得以提升,在此状态下,第二升降驱动部以及顶绳件通过升降移动的方式挤压绳体尾端,进而形成钩持间隙,各结构之间配合度高且动作快捷合理。
14.优选的,所述绳体夹持部包括绳体气动夹爪,固定安装于所述连接座;夹手,分别设置于所述绳体气动夹爪的两个输出端,并延伸至所述绳体吸取组件处。
15.通过采用上述技术方案,绳体气动夹爪可输出夹持动作,进而带动夹手对绳体进行夹持,动作快捷高效,同时,夹手可延长夹持距离,在设备各机构及组件装配的过程中,部分机构可能会结构尺寸较大,此时,通过设置夹手,可调整绳体气动夹爪的装配位置,使整体机构紧凑装配的可能性进一步提升。
16.优选的,所述牵引组件包括第三升降驱动部;设于所述第三升降驱动部的微动穿绳部,所述第三升降驱动部用于驱动所述微动穿绳部升降移动;钩取部,设于所述微动穿绳部,可经由所述盖体治具贯穿盖体,所述微动穿绳部用于驱动所述钩取部在水平方向上移动,以使所述钩取部与所述钩持间隙插接配合。
17.通过采用上述技术方案,第三升降驱动部与微动穿绳部相互配合,使钩取部获得竖直升降方向以及横向方向上的运动自由度,此时,微动穿绳部驱动钩取部穿入钩持间隙处,随后在第三升降驱动部的作用下,带动钩取部下移,同时将绳体牵引,并使绳体穿过盖体,实现绳盖零件的装配,结构合理且巧妙。
18.优选的,所述第三升降驱动部包括牵引电机;牵引皮带传动模组,连接所述牵引电
机;升降丝杆,连接所述牵引皮带传动模组;升降滑块,与所述升降丝杆螺纹连接,所述微动穿绳部设于所述升降滑块,所述牵引皮带传动模组驱动所述升降丝杆转动,以驱动所述升降滑块的升降移动。
19.通过采用上述技术方案,牵引电机起到输出扭矩的作用,在牵引皮带传动模组的作用下,驱使升降丝杆转动,升降丝杆随后可驱使升降滑块升降运动,使钩取部可实现下拉牵引动作,在此过程中,牵引皮带传动模组与升降丝杆传动结构传动稳定,有利于降低钩取部的位移公差,钩取部钩取绳体时不易产生偏移,装配精度得到提升。
20.优选的,所述穿盖机构还包括安装于所述机架的平移驱动组件,所述盖体治具以及所述牵引组件均设于所述平移驱动组件,所述平移驱动组件用于驱动所述盖体治具以及所述牵引组件靠近或远离所述绳体转移机构。
21.通过采用上述技术方案,平移驱动组件可调整盖体治具以及牵引组件的位置,使其获得更大的活动范围,以便于带动盖体靠近绳体转移机构,机构的灵活度得到进一步提升。
22.优选的,所述绳体震动上料机构包括震动上料盘,设于所述机架;分料轨道,一端与所述震动上料盘的出料口相连接,所述分料轨道中部贯穿设置有可供所述绳体的本体部自然垂落的避让孔,所述绳体的卡扣件置于所述分料轨道上。
23.通过采用上述技术方案,震动上料盘可驱绳体沿着排列顺序依次送出,在此过程中,分料轨道处的避让孔可使绳体自然垂落,同时卡扣件位于轨道上进行运输,如此有利于绳体转移机构将卡扣件进行吸取,结构巧妙且实用。
24.优选的,还包括机械手机构,所述机械手机构设于所述机架,并用于将盖体放置于所述盖体治具,或用于将绳盖从所述盖体治具内取出。
25.通过采用上述技术方案,机械手机构起到自动对盖体进行上料以及自动对绳盖进行取料的作用,设备的整体自动化程度得到进一步提升。
26.综上所述,本发明包括以下至少一种有益技术效果:1、绳体可通过绳体震动上料机构实现自动化上料,并通过绳体吸取组件将绳体取出,同时,在绳体开口组件的作用下,绳体尾部形成钩持间隙;有利于穿过绳体并将绳体钩持;与此同时,穿盖机构可将盖体放置于盖体治具上,随后通过牵引组件将绳体牵引并穿过盖体,实现绳盖的自动化装配,整个过程绳盖零件的装配效率得到显著提升;2、第一横移驱动部以及第一升降驱动部两者相互配合,可使吸盘模组获得升降以及横移的运动自由度,以便于吸盘模组靠近绳体震动上料机构,并通过升降运动的方式吸取绳体,机构灵活且可靠,动作简洁且高效;3、第三升降驱动部与微动穿绳部相互配合,使钩取部获得竖直升降方向以及横向方向上的运动自由度,此时,微动穿绳部驱动钩取部穿入钩持间隙处,随后在第三升降驱动部的作用下,带动钩取部下移,同时将绳体牵引,并穿过盖体,实现绳盖装配,机构动作灵活且巧妙。
附图说明
27.图1是本发明一较佳实施例中绳体的结构示意图。
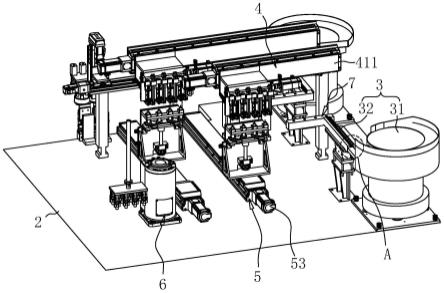
28.图2是本发明一较佳实施例中绳盖组装设备的结构示意图。
29.图3是图2中a部分的放大图。
30.图4是本发明一较佳实施例中绳体转移机构以及穿盖机构的结构示意图。
31.图5是本发明一较佳实施例中绳体转移机构以及穿盖机构另一视角的结构示意图。
32.附图标记说明:1、绳体;101、本体部;102、卡扣件;2、机架;3、绳体震动上料机构;31、震动上料盘;32、分料轨道;321、避让孔;4、绳体转移机构;41、绳体吸取组件;411、第一横移驱动部;412、第一升降驱动部;4121、绳体升降电机;4122、绳体皮带传动模组;413、吸盘模组;42、绳体开口组件;421、第二横移驱动部;422、连接座;423、绳体夹持部;4231、绳体气动夹爪;4232、夹手;424、第二升降驱动部;425、顶绳件;5、穿盖机构;51、盖体治具;511、底座;512、突起部;52、牵引组件;521、第三升降驱动部;5211、牵引电机;5212、牵引皮带传动模组;5213、升降丝杆;5214、升降滑块;522、微动穿绳部;523、钩取部;53、平移驱动组件;6、机械手机构;7、分料机构;8、安装架。
具体实施方式
33.以下结合附图1-5对本发明作进一步详细说明。
34.参照图1,本实施例展示了一种绳体1零件,其包括自身的本体部101以及固定在一端的卡扣件102,绳体1的本体大致呈吊环状结构,挤压或掰开绳体1的本体部101,可使绳体1的本体部101开口,相应的,盖体的中部开口设置,以供绳体1的本体部101穿过,随后将卡扣件102扣合至盖体处,以实现绳盖零件的装配。
35.为提升绳盖零件的整体装配效率,本发明实施例公开一种绳盖组装设备。
36.参照图2,该设备包括机架2、绳体震动上料机构3、绳体转移机构4、穿盖机构5以及机械手机构6。其中,绳体震动上料机构3、绳体转移机构4、穿盖机构5以及机械手机构6分别设置于机架2,绳体震动上料机构3用于将绳体1依次排序送出。
37.相应的,绳体转移机构4位于绳体震动上料机构3的相邻一侧,绳体转移机构4用于将位于绳体震动上料机构3中排序的绳体1吸取至外部,且用于将吸取的绳体1尾端挤压,使绳体1尾部形变,形成开口状态,在此将绳体1的开口间隙称为钩持间隙。此时也将绳体1取出后所处的位置定义为绳盖零件的装配工位,绳体1开口后在装配工位处等待进行下一步加工。
38.与此同时,穿盖机构5分别与绳体转移机构4以及机械手机构6相邻设置,穿盖机构5位于绳体转移机构4以及机械手机构6之间,机械手机构6用于将盖体吸取至穿盖机构5,穿盖机构5随后将绳体1下拉牵引,使绳体1穿过盖体,随后机械手机构6将绳盖从盖体治具51内取出,完成绳盖的组装。
39.需要说明的是,机械手机构6的具体选用型号及结构在此不作限制,可实现对盖体进行夹持的机械手机构6均可选用,同时,在其他实施例中,还可采用真空吸取或磁吸等方式对盖体进行转载。无论采用何种机构,可实现对盖体进行转载的对应结构均可尝试选用,均应囊括到保护范围之中。
40.参照图2和图3,为实现对绳体1依次排序送出,在本实施例中,震动上料机构包括震动上料盘31以及分料轨道32,其中,震动上料盘31安装于机架2上,震动上料盘31具有出料口,分料轨道32的一端与震动上料盘31固定连接并与出料口连通,此时,震动上料盘31可驱使绳体1移送至分料轨道32内。
41.进一步地,因绳体1的本体部101较为柔软,因此若将绳体1本体部101进行吸取,有可能会造成一定的误差,基于此,为便于对绳体1进行准确吸取,提升机构的容错率,分料轨道32的中部贯穿设置有避让孔321,避让孔321沿分料轨道32的长度轨迹延伸至分料轨道32的两端;此时当绳体1进入至分料轨道32内时,绳体1的卡扣件102可盛放于分料轨道32内,并且绳体1的本体部101经由避让孔321自然垂落,此时卡扣件102位于顶部,绳体转移机构4将卡扣件102吸取,相较于对绳体1的本体进行吸取,绳体1吸取时的稳定性可得到显著提升。
42.此外,在实际应用中,还可在机架2上设置一组分料机构7,用于依次承接从分料轨道32处送出的绳体1,实现对绳体1进行暂存,以便于绳体转移机构4后续进行取料。
43.参照图2和图4,为实现对绳体1进行吸取,绳体转移机构4包括绳体吸取组件41以及绳体开口组件42。
44.绳体吸取组件41活动设置于机架2,绳体吸取组件41用于将位于绳体震动上料机构3处的绳体1吸取至装配工位处。具体的,绳体吸取组件41包括第一横移驱动部411、第一升降驱动部412以及吸盘模组413;第一横移驱动部411在本实施例中选用为直线模组,第一横移驱动部411固定安装于机架2上,第一横移驱动部411的一侧靠近绳体震动上料机构3,将第一横移驱动部411的滑台设定为横向移动,以输出横向往复移动的动力,滑台在移动过程中可靠近绳体震动上料机构3;在此,需要说明的是,第一横移驱动部411的主要功能是为了输出水平位移动力,在其他实施例中,还可选用气缸、曲柄连杆或齿轮齿条等可输出往复运动的机构,在此不作具体限制,可输出往复直线位移的机构均可尝试选用。
45.第一升降驱动部412设置于第一横移驱动部411上,在本实施例中,第一升降驱动部412固定安装于第一横移驱动部411的滑台处,吸盘模组413设于第一升降驱动部412上,第一升降驱动部412用于带动吸盘模组413进行升降运动,此时吸盘模组413获得横向以及竖向的运动自由度,以便于吸盘模组413吸取绳体1端部的卡扣件102。
46.具体的,在本实施例中,第一升降驱动部412包括绳体升降电机4121以及绳体皮带传动模组4122,绳体升降电机4121固定安装于第一横移驱动部411的滑台上,同时,绳体皮带传动模组4122沿竖直方向安装于第一横移驱动部411的滑台上,绳体皮带传动模组4122通常包括两个皮带轮以及一组传动皮带,将皮带轮转动安装于第一横移驱动部411的滑台处,同时将绳体升降电机4121的输出轴与其中一皮带轮连接,并将传送皮带分别包覆至两个皮带轮处,启动绳体升降电机4121,即可驱使传动皮带转动,此时将吸盘模组413与传动皮带连接,即可带动吸盘模组413升降运动,有利于调整吸盘模组413吸取卡扣件102时的位置高度,绳体皮带传动模组4122的具体安装方式在此不作赘述。
47.基于此,需要说明的是,为实现吸盘模组413的升降运动,在其他实施例中,第一升降驱动部412还可选用气缸或丝杆直线模组等元件,可实现对吸盘模组413进行升降调节的元件及结构均可选用,在此不作具体限制;相较于气缸或丝杆直线模组等元件,采用电机以及皮带传动的方式,具有稳定以及静音的效果;同时,可在满足运动精度的前提下,降低使用成本。
48.进一步地,吸盘模组413主要通过抽吸真空的方式对扣合件进行吸取,通常,吸盘模组413包括吸盘、气管以及气泵等元件,将吸盘与绳体皮带传动模组4122相固定连接,同时在吸盘通过加装一滑轨,并通过将滑轨滑动装配至滑台处,可实现吸盘的稳定升降运动;同时,气泵通过气管与吸盘相连,在吸盘处产生负压,第一横移驱动部411以及第一升降驱动部412带动吸盘模组413将绳体1从绳体震动上料机构3处取出;在此需要说明的是,除了采用吸取的方式,还可以采用抓取的方式对卡扣件102进行取放,其中可将吸盘模组413替换成气动夹爪一类元件,在此可实现夹持专利的元件均可尝试选用,不作具体限制。
49.参照图4和图5,在将绳体1取出后,通过绳体开口组件42夹持绳体1的中部,此时,绳体1的本体部101不易随意摆动,绳体开口组件42随后自下向上挤压绳体1的尾端,以使绳体1撑开并在尾部形成钩持间隙,有利于后续将绳体1牵引并穿过盖体。
50.在本实施例中,绳体开口组件42活动设于绳体吸取组件41上,具体的,绳体开口组件42设置于第一横移驱动部411的滑台处,此时,当第一横移驱动部411启动时,绳体开口组件42与吸盘模组413可同步移动,绳体开口组件42与吸盘模组413之间的位置对应,当吸盘模组413吸取绳体1时,有利于绳体开口组件42与绳体1同步位移,此时绳体开口组件42与绳体1相对齐,有利于对绳体1进行夹持以及扩口。
51.需要说明的是,第一横移驱动部411的滑台自身尺寸在实际中较小,若将第一升降驱动部412、吸盘模组413以及绳体开口组件42等结构直接装配至尺寸较小的滑台处,其显然是不合理的,为了满足吸盘模组413以及绳体开口组件42同步移动,以保证绳体开口组件42工作时具有较高的位置精度。
52.在克服上述障碍的过程中,在第一横移驱动部411的滑台处还具有安装架8,绳体开口组件42、第一升降驱动部412以及吸盘模组413通过安装架8安装至第一横移驱动部411的滑台处;具体的,安装架8与第一横移驱动部411的滑台相固定连接,并且将第一升降驱动部412以及吸盘模组413安装至安装架8的同一侧,同时,将绳体开口组件42安装于安装架8背对吸盘模组413的一侧。
53.通过将绳体开口组件42、第一升降驱动部412以及吸盘模组413分别装配至安装架8的相背两侧,此时可满足第一升降驱动部412、吸盘模组413以及绳体开口组件42等结构的集成装配,进而可保证绳体开口组件42可跟随绳体1同步移动,有利于后续绳体开口组件42进行夹持以及扩口动作。
54.继续参照图4和图5,一方面,为实现对绳体开口组件42的中部进行夹持,绳体开口组件42包括第二横移驱动部421、连接座422以及绳体夹持部423。其中,第二横移驱动部421固定安装于安装架8上,第二横移驱动部421可选用气缸或直线模组等可输出往复直线动力的元件,在本实施例中,选用为气缸元件,第二横移驱动部421的伸缩杆朝向吸盘模组413。
55.连接座422与第二横移驱动部421相连,具体的,第二横移驱动部421的伸缩杆与连接座422固定连接,在第二横移驱动部421的驱动作用下,可驱动连接座422相对于吸盘模组
413靠近或远离,此时,绳体夹持部423设于连接座422上,当连接座422靠近吸盘模组413时,绳体夹持部423可夹持绳体1的中部。
56.其中,为实现对绳体1的中部进行夹持,绳体夹持部423包括绳体气动夹爪4231以及夹手4232,绳体气动夹爪4231固定安装于连接座422上,绳体气动夹爪4231具有两个可相互靠近远离的输出端;夹手4232分别设置于气动夹爪的两个输出端,具体的,夹手4232具体设置为两组,在本实施例中,夹手4232呈杆状结构,如此可延长绳体气动夹爪4231的夹持距离,夹手4232的一端与气动夹爪的输出端固定连接,另一端则延伸至吸盘模组413的下方,在气动夹爪的驱动作用下,两组夹手4232相互靠拢,最终实现将绳体1的中部夹持。
57.另一方面,在对绳体1中部进行夹持后,为使绳体1扩口,绳体开口组件42还包括第二升降驱动部424以及顶绳件425,其中,第二升降驱动部424设置于连接座422上,顶绳件425则与第二升降驱动部424相连接。
58.具体的,第二升降驱动部424用于驱动顶绳件425升降,为实现升降功能,第二升降驱动部424通常可采用气缸或直线模组等元件,可输出直线升降运动的元件均可采用,在此不作限制,本实施例中,第二升降驱动部424采用气缸元件以作示例。
59.进一步地,顶绳件425在本实施例中采用杆状结构,在其他实施例中还可采用块状结构,顶绳件425水平放置,顶绳件425的一端与第二升降驱动部424的伸缩杆相固定连接,顶绳件425的另一端则延伸至绳体1下方,此时在第二升降驱动部424的带动下,顶绳件425可自下向上挤压绳体1尾端,因为此时的绳体1中部呈夹紧状态,因此绳体1的尾端会产生形变并扩张,最终形成钩持间隙,当绳体1形成钩持间隙后,下一步等待穿盖机构5将绳体1牵引并穿过盖体处。
60.继续参照图1和图5,穿盖机构5靠近装配工位,并且位于装配工位的下方。具体的,穿盖机构包括盖体治具51、牵引组件52以及平移驱动组件53,盖体治具51以及牵引组件52构相邻设置。
61.其中,平移驱动组件53固定安装于机架2上,盖体治具51以及牵引组件52分别设置于平移驱动组件53上,此时盖体治具51以及牵引组件52通过平移驱动组件53设置于机架2上,此时,平移驱动组件53的两侧分别靠近机械手机构6以及绳体转移机构4;一方面,平移驱动组件53用于驱动盖体治具51以及牵引组件52相对于机械手机构6靠近或远离,当盖体治具51靠近机械手机构6时,有利于机械手机构6将盖体放置于盖体治具51上;另一方面,平移驱动组件53用于驱动盖体治具51以及牵引组件52相对于绳体转移机构4靠近或远离,当盖体治具51靠近绳体转移机构4时,有利于将绳体1穿过盖体处。
62.通常,平移驱动组件53可采用直线模组或齿轮齿条式运动机构,可输出直线往复运动的机构均可选用,在此不作限制,在本实施例中,平移驱动组件53采用直线模组元件以作示例,直线模组元件上具有滑台,将盖体治具51以及牵引组件52安装于平移驱动组件53的滑台处,即可带动盖体靠近绳体转移机构4或机械手机构6,机构动作灵活。
63.参照图4和图5,盖体治具51用于供盖体放置,用于对盖体提供稳定的支撑。盖体治具51包括底座511以及位于底座511顶部的突起部512,底座511固定连接于平移驱动组件53的滑台处,同时,突起部512的外缘轮廓与盖体的内缘轮廓相适配,将盖体放置于突起部512处,可实现对盖体提供稳固定位,盖体放置时不易产生偏移。
64.此外,盖体治具51处还沿竖直方向贯穿设置有通孔,牵引组件52位于盖体治具51
下方,并且牵引组件52可升降设置于平移驱动组件53处,当盖体放置于盖体治具51上时,牵引组件52可经由通孔自下向上贯穿盖体。
65.继续参照图4和图5,为实现将绳体1牵引并穿过盖体,牵引组件52包括第三升降驱动部521、微动穿绳部522以及钩取部523。
66.第三升降驱动部521用于驱动微动穿绳部522升降移动。具体的,第三升降驱动部521包括牵引电机5211、牵引皮带传动模组5212、升降丝杆5213以及升降滑块5214;牵引电机5211固定安装于平移驱动组件53的滑台处,并且升降丝杆5213通过轴承座竖直转动安装于平移驱动组件53的滑台处,牵引皮带传动模组5212则分别与牵引电机5211的输出轴以及升降丝杆5213连接,起到传动作用。
67.需要说明的是,牵引皮带传动模组5212的结构与绳体皮带传动模组4122的机构相类似,均包括两个皮带轮以及一副传动皮带,具体在安装时,将两个皮带轮分别与牵引电机5211的输出轴以及升降丝杆5213固定连接,并将传动皮带分别包覆于两个皮带轮中,若启动牵引电机5211,牵引皮带传动模组5212可将扭传矩递至升降丝杆5213处,升降丝杆5213可实现转动。
68.升降滑块5214通过一导轨滑动安装至平移驱动组件53的滑台处,同时,升降滑块5214沿竖直方向滑移,同时,升降滑块5214与升降丝杆5213相螺纹连接,在升降丝杆5213的驱动下,升降滑块5214升降移动实现升降移动。
69.进一步地,微动穿绳部522设于升降滑块5214,并且钩取部523设置于微动穿绳部522,在升降滑块5214的升降驱动下,微动穿绳部522进行升降动作,同时,微动穿绳部522可驱使钩取部523在水平方向上轻微平移,以使钩取部523可插入钩持间隙中。
70.具体的,微动穿绳部522可采用气缸或直线模组等一类可输出直线运动的元件,在本实施例中选用为气缸元件以作示例,实际选用的元件形式在此不作具体限制,微动穿绳部522的伸缩杆沿水平方向伸缩设置。同时,钩取部523在本实施例中采用带有弯钩的铁丝,在其他实施例中还可采用其余结构的钩体物件,比如气动夹爪,可实现对绳体1进行钩持的物件均可选用,在此同样也不作具体限制。
71.此时,钩取部523在升降过程中可经由盖体治具51上的通孔贯穿盖体,在微动穿绳部522的引导下,可横向穿入至绳体1的钩持间隙内,随后在第三升降驱动部521的作用下,钩取部523向下移动,此时将绳体1钩持,随后将绳体1尾端向下牵引,绳体1最终穿过盖体,直指卡扣件102扣合至盖体处,最终完成绳盖的装配。
72.进一步地,为提升绳盖零件的整体加工效率,设备内还可设置多组机构,比如,可将绳体吸取组件41的组数设置为多组,并且平行设置,以此同步吸取多个绳体1;相应的,绳体开口组件42的设置数量、盖体治具51上突起部512的数量以及牵引组件52的设置数量与绳体吸取组件41的设置数量相适配,以同步适配加工。
73.在对设备的机构数量调整的过程中,部分机构是可以共用同一动力源的,比如在绳体吸取组件41中,可共用同一绳体升降电机4121,仅需要将多组绳体皮带传动模组4122同时与绳体升降电机4121的输出轴相连接,即可实现同步传动;相应的,在绳体开口组件42处,也可共用同一连接座422以及同一第二横移驱动部421,用以同步控制多组第二升降驱动部424、顶绳件425以及绳体夹持部423。此外,在穿盖机构5中,牵引组件52也可以通过设置同一第三升降部驱动部的方式,实现对多组微动穿绳部522以及钩取部523进行同步控
制,机构的具体设置数量以及组合方式可依据实际加工效率需求进行对应设置,在此不作具体限制。
74.本发明实施例一种绳盖组装设备的实施原理为:首先通过绳体震动上料机构3将杂乱的绳体1迅速进行排序,随后在绳体吸取组件41的吸取作用下,可将绳体1位移至装配工位处;随后绳体开口组件42同步挤压绳体1尾端,以使绳体1自身张开,形成钩持间隙,有利于后续吸取绳体1。
75.与此同时,在机械手机构6的作用下,将盖体自动上料至盖体治具51中,紧接着,此时盖体治具51为盖体提供稳固的支撑,盖体放置稳定,牵引组件52则随即穿入钩持间隙内,并将绳体1进行牵引,使绳体1最终穿过盖体,最后机械手机构6将绳盖从盖体治具51中取出,最终完成绳体1与盖体间的自动化装配。
76.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1