制品收纳外袋及其制造方法以及袋体供给方法与流程
制品收纳外袋及其制造方法以及袋体供给方法
1.分案申请的相关信息
2.本案是分案申请。该分案的母案是申请日为2019年4月16日、申请号为201980026122.9、发明名称为“制品收纳外袋及其制造方法以及袋体供给方法”的发明专利申请案。
技术领域
3.本发明涉及一种筒状外袋,尤其是涉及一种保持着制品彼此的相对位置关系固定的状态包裹多个制品而形成一体的筒状外袋。此外,本发明涉及一种利用筒状外袋包裹制品的制品收纳外袋,进而涉及一种将该制品收纳外袋以横截面扁平的状态卷成筒、绞缠或折叠而得的制品收纳外袋的卷取品或折叠品。进而,本发明涉及一种它们的制造方法及从制品收纳外袋取出作为制品的袋体的袋体供给方法。进而,本发明涉及一种带嵌合件的筒状外袋及筒状外袋的使用方法。
背景技术:
4.一般来说,将直接包装用来销售的商品的形态称为一次包装。将再用箱或袋按规定数量包装一次包装形态的商品的形态称为二次包装。商品是以一次包装或二次包装的形态交到消费者手中。将再把二次包装形态的商品按规定数量放入打包箱等中以供大批量处理、仓库保管及运输等的形态称为三次包装。此外,有时也在未经二次包装形态的情况下使一次包装形态的商品成为三次包装形态。
5.例如有如下技术,即,将圆筒状的小卷筒(相当于“商品”)的圆筒侧面卷绕在包装用膜上之后,对包装膜的侧面进行热熔接,进而分别将位于圆筒的上表面侧与下表面侧的包装用膜封闭并进行热熔接来对小卷筒进行一次包装(例如,参照专利文献1的图25图29)。
6.另外,对制袋厂家来说,用来销售的商品是作为包装资材的袋体(例如,参照专利文献2),因此,本说明书中,在作为包装资材的袋体为用来销售的商品的情况下,有时为了区别于不是包装资材的商品(普通商品,以下也称为非包装资材商品),而将该袋体称为“制品”。此外,有时将包裹袋体的包装称为外袋。
7.在收纳着非包装资材商品的带嵌合件的袋展示在零售店中之前,通常首先要经过如下过程,即:(1)制袋工序:制袋厂家制造袋体后再将该袋体收纳到外袋中;(2)运送工序1:将袋体交货给非包装资材商品的厂家;(3)供袋工序:从外袋中取出袋体;(4)填充工序:将非包装资材商品填充到袋体中;及(5)运送工序2:将填充到袋体中的非包装资材商品搬运到零售店中供交给普通消费者。
8.以往的制袋工序按以下顺序进行。即,由制袋机制成的制品即带嵌合件的袋被暂时存放在托盘等容器中,由人用手进行将固定片数扎成束的扎束作业。每束捆扎有固定片数的制品即带嵌合件的袋利用橡皮圈等扎束机构固定,然后被放入到带嵌合件的外袋中,其后闭合外袋的嵌合件。进而将多个带嵌合件的外袋装箱。该箱是在用防水膜覆盖以防附
着灰尘、污物或浸水后出货。这些工序均需要由人用手来完成。
9.此外,以往的供袋工序按以下顺序进行。即,非包装资材商品的厂家为了将非包装资材商品填充到带嵌合件的袋中而要进行如下操作,即,剥离防水膜从箱中取出外袋,解除该外袋的嵌合件的啮合,取出束扎的带嵌合件的袋,并卸除进行束扎的橡皮圈等扎束机构,使带嵌合件的袋恢复到各自状态。这些工序也都需要由人用手来完成。
10.进而,以往的填充工序按以下顺序进行。即,将各个带嵌合件的袋供给到填充机的袋体供给部中。该工序也需要由人用手来完成。使从填充机的袋体供给部逐个取出的带嵌合件的袋开口来填充非包装资材商品。该工序通过填充机完成。
11.背景技术文献
12.专利文献
13.专利文献1:日本专利特开2003-267602号公报
14.专利文献2:日本专利特开2018-8728号公报
技术实现要素:
15.[发明要解决的问题]
[0016]
然而,制袋工序中,装袋时的作业速度或精度取决于各个装袋人的能力,因此需要根据各人处理能力来调整包装袋的生产线的速度,此外装袋人还需要休息。结果,生产性降低,此外生产性容易变得不稳定,生产效率较差。此外,存放在托盘中的袋体根据存放场所或堆叠不稳定性的不同而对存放片数有所限制,需要宽敞的空间。而且,将经扎束的袋体放入到外袋中时要固定橡皮圈,放入到外袋中时还要使嵌合件开口、闭口,此外还要进行装箱、防水膜施工,这些作业都要耗费时间及人力。
[0017]
此外,供袋工序中,取出带防水膜的经装箱的外袋并解除嵌合件的啮合,且卸除橡皮圈等使带嵌合件的袋恢复到各自状态,但这些操作均需要由人用手来完成。尤其是带嵌合件的袋会因橡皮圈等而有弯曲痕迹,不得不进行使其恢复到平坦状的作业,而这些作业也都是由人用手进行操作。进而存在如下情况,即,与橡皮圈等接触的带嵌合件的袋起皱,有时还会开孔。这样一来,容易频繁发生作业错误或制品浪费。进而,每当结束将带嵌合件的袋放置到填充机中时,对下一外袋需要返回到嵌合件开口工序并同样由人用手重复进行作业,这样一来将会耗费时间与人力。由此,除人工费用高昂,成本高之外,作业错误等也不可避免。此外,因人手不足而难以确保人材,因而费用变得更高。
[0018]
进而,外袋自身需要制袋,从而与袋制品相同会耗费工夫与成本。此外,必须将各种外袋与防水膜一起保管,且必须用仓库来管理,因此成本非常高,并且还耗费工夫。
[0019]
此外,防水膜、出货箱、外袋经过填充工序后会被废弃,因此白白浪费大量资源。
[0020]
此外,由人用手进行扎束、装外袋、装箱、开箱及开外袋,因此也有附着人带来的污物的担忧。
[0021]
因此,本发明的目的在于,提供一种兼具节省人力、节省资源、节省空间、低成本及良好卫生性的带嵌合件的筒状外袋、筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法,所述带嵌合件的筒状外袋、筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法:(1)通过谋求人工作业的省力化而实现包装袋生产线的高速化,此外谋求其生产速度的稳定化,减少由人工作业错误导致
的制造浪费及抑制由人工作业错误导致袋体品质降低;及(2)实现防止由外袋的制袋及保管所带来的成本上升并且节省其管理工夫。进而,本发明的目的在于提供一种带嵌合件的筒状外袋及筒状外袋的使用方法。
[0022]
[解决问题的技术手段]
[0023]
本发明人等经过锐意研究后发现,通过使外包装用外袋为带嵌合件的筒状外袋或筒状外袋的形态,此外利用外装用带嵌合件的筒状外袋或外装用筒状外袋包裹多个袋体,并保持着袋体的堆叠状态进行一体化,可解决所述问题,从了完成了本发明,所述多个袋体是以作为制品的袋体的一部分重叠的方式连续堆叠成一列。
[0024]
即,本发明的带嵌合件的筒状外袋的特征在于:其是外包装用带嵌合件的筒状外袋,该带嵌合件的筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相同内径连续延伸的筒形状,具有至少一个沿着所述筒的长度方向开口的开口部,且沿着该开口部的边缘在内壁侧具有所述嵌合件,通过所述嵌合件啮合而封闭所述开口部,且所述带嵌合件的筒状外袋是以横截面平坦的状态卷成筒、绞缠或折叠。
[0025]
本发明的制品收纳外袋的特征在于:利用外包装用带嵌合件的筒状外袋包裹多个袋体,并保持着所述袋体的堆叠状态进行一体化,所述多个袋体是以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列,所述带嵌合件的筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相同内径连续延伸的筒形状,具有至少一个沿着所述筒的长度方向开口的开口部,且沿着该开口部的边缘在所述基材的内壁侧具有所述嵌合件,且使该嵌合件啮合。
[0026]
本发明的制品收纳外袋中,优选为,所述制品收纳外袋是在设为平坦片状的带嵌合件的外包装用树脂膜的所述基材上,载置以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列的多个袋体,且折叠所述基材而利用所述基材包裹所述多个袋体来制成带嵌合件的筒状外袋,并保持着所述袋体的堆叠状态进行一体化。
[0027]
本发明的制品收纳外袋中,优选为,所述带嵌合件的筒状外袋具有一个所述嵌合件,该嵌合件位于所述袋体的堆叠面之上并啮合。可利用外袋以合掌贴合形态容易地包裹袋体,此外,容易使嵌合件啮合。因此,容易利用简单构造的装置来制造。此外,解除嵌合件的啮合时可利用对开形态来进行。
[0028]
此外,本发明的制品收纳外袋中,优选为,所述带嵌合件的筒状外袋具有一个所述嵌合件,该嵌合件位于所述袋体的左右任一侧端侧且啮合。可利用重力使袋体整齐排列,因此,袋体更整齐地排列在制品收纳外袋内。
[0029]
此外,本发明的制品收纳外袋中,优选为,所述带嵌合件的筒状外袋具有2个所述嵌合件,该嵌合件分别位于所述袋体的左侧端侧及右侧端侧且啮合。可上下分割打开外袋而容易地取出袋体。
[0030]
本发明的制品收纳外袋的特征在于:利用外包装用筒状外袋包裹多个袋体,并保持着所述袋体的堆叠状态进行一体化,所述多个袋体以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列,所述筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相同内径连续延伸的筒形状,沿着所述筒的长度方向具有至少一个切口部,且将所述基材的内壁彼此或内壁与外壁沿着该切口部的边缘粘接或热熔接。
[0031]
本发明的制品收纳外袋中,优选为,所述制品收纳外袋是在设为平坦片状的外包
装用树脂膜的所述基材上,载置以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列的多个袋体,折叠所述基材而利用所述基材包裹所述多个袋体来制成筒状外袋,并保持着所述袋体的堆叠状态进行一体化。
[0032]
本发明的制品收纳外袋的卷取品或折叠品的特征在于:将本发明的制品收纳外袋以横截面扁平的状态卷成筒、绞缠或折叠。
[0033]
本发明的制品收纳外袋的制造方法的特征在于:所述制品收纳外袋是利用外包装用带嵌合件的筒状外袋包裹多个袋体,并保持着所述袋体的堆叠状态进行一体化,所述多个袋体是以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列,所述带嵌合件的筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相同内径连续延伸的筒形状,具有至少一个沿着所述筒的长度方向开口的开口部,且沿着该开口部的边缘在所述基材的内壁侧具有所述嵌合件,且具有通过所述嵌合件啮合而封闭所述开口部的构造,且所述制造方法具有:第1工序,准备所述带嵌合件的筒状外袋;第2工序,解除所述嵌合件的啮合且使所述带嵌合件的筒状外袋为展开状态;第3工序,以所述袋体的一部分重叠的方式,将该袋体沿着该基材的长度方向在所述基材之上连续或间歇地堆叠成一列;及第4工序,一面使载置着所述多个袋体的所述基材沿该基材的长度方向移动,一面折叠所述基材而利用所述基材包裹所述多个袋体,并且使所述嵌合件啮合而获得所述制品收纳外袋。
[0034]
本发明的制品收纳外袋的制造方法中,优选为,所述带嵌合件的筒状外袋具有一个所述嵌合件,在所述第2工序中,水平展开所述基材,在所述第3工序中,使所述基材为平坦片状来载置所述袋体,在所述第4工序中,在所述袋体的堆叠面之上配置该嵌合件,进而使该嵌合件啮合。可利用外袋以合掌贴合形态容易地包裹袋体,此外,容易使嵌合件啮合。因此,容易利用简单构造的装置来制造。此外,解除嵌合件的啮合时可利用对开形态来进行。
[0035]
此外,本发明的制品收纳外袋的制造方法中,优选为,所述带嵌合件的筒状外袋具有一个所述嵌合件,在所述第2工序中,以所述基材的长度方向的横截面呈u字形状或v字状的方式展开所述基材,在所述第3工序中,在使所述袋体的左右任一侧端侧朝向下方的状态下,将所述袋体放入到所述u字形状或v字状的基材的内侧。可利用重力使袋体整齐排列,因此袋体更整齐地排列在制品收纳外袋内。
[0036]
此外,本发明的制品收纳外袋的制造方法中,优选为,所述带嵌合件的筒状外袋具有2个所述嵌合件,在所述第2工序中,将通过解除所述嵌合件的啮合而一分为二的基材中的一基材水平展开,并在所述一基材的上方水平展开另一基材,
[0037]
在所述第3工序中,使所述一基材为平坦片状,并且以位于所述一基材的宽度方向两端侧的嵌合件分别位于所述袋体的左侧端侧及右侧端侧的方式,将该袋体载置在所述一基材之上,在所述第4工序中,将所述另一基材覆盖于所述袋体上并使所述嵌合件啮合。可通过如下简单动作将袋体放入到外袋中,即,上下分割外袋,在其间配置袋体后按原样封闭。
[0038]
本发明的制品收纳外袋的制造方法的特征在于:所述制品收纳外袋是利用外包装用筒状外袋包裹多个袋体,并保持着所述袋体的堆叠状态进行一体化,所述多个袋体是以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列,该制品收纳外袋的制造方法具有:工序a,准备等宽带状的树脂膜作为基材;工序b,使所述基材为展开状态;工序c,以
所述袋体的一部分重叠的方式,将多个该袋体沿着该基材的长度方向在所述基材之上连续或间歇地堆叠成一列;及工序d,一面使载置着所述多个袋体的所述基材沿该基材的长度方向移动,一面折叠所述基材而利用所述基材包裹所述多个袋体,并且将所述基材的内壁彼此或内壁与外壁沿着所述基材的宽度方向两端的边缘粘接或热熔接,由此将所述基材成形为筒状而获得所述制品收纳外袋。
[0039]
本发明的制品收纳外袋的制造方法中,优选为,在所述工序a中,准备1个所述基材,在所述工序b中,水平展开所述基材,在所述工序c中,使所述基材为平坦片状来载置所述袋体,在所述工序d中,将所述基材的宽度方向两端的边缘配置在所述袋体的堆叠面之上并进行粘接或热熔接。可利用外袋以合掌贴合形态容易地包裹袋体,此外,容易进行粘接或热熔接。因此,容易利用简单构造的装置来制造。
[0040]
此外,本发明的制品收纳外袋的制造方法中,优选为,在所述工序a中,准备1个所述基材,在所述工序b中,以所述基材的长度方向的横截面呈u字形状或v字状的方式展开所述基材,在所述工序c中,在使所述袋体的左右任一侧端侧朝向下方的状态下,将所述袋体放入到所述u字形状或v字状的基材内侧。本形态中也可利用重力使袋体整齐排列,因此袋体更整齐地排列在制品收纳外袋内。
[0041]
此外,本发明的制品收纳外袋的制造方法中,优选为,在所述工序a中,准备2个所述基材,在所述工序b中,水平展开所述一基材,并在所述一基材的上方水平展开所述另一基材,在所述工序c中,使所述一基材为平坦片状,并且以所述一基材的宽度方向两端分别位于所述袋体的左侧端侧及右侧端侧的方式将该袋体载置在所述一基材之上,在所述工序d中,将所述另一基材覆盖在所述袋体上并将所述一基材与所述另一基材接合。可通过如下简单动作将袋体放入到外袋中,即,上下配置2个基材,在其间配置袋体后加以封闭。
[0042]
本发明的制品收纳外袋的卷取品或折叠品的制造方法的特征在于:具有第5工序,即,将本发明的制品收纳外袋以横截面扁平的状态卷成筒、绞缠或折叠。
[0043]
本发明的袋体供给方法的特征在于,具有:第6工序,一面抽出本发明的制品收纳外袋或本发明的制品收纳外袋的卷取品或折叠品的外袋,一面使啮合部分或接合部或外袋中除这些部分以外的部位开口;及第7工序,将已开口的外袋中的所述袋体依序供给到填充机中。
[0044]
本发明的带嵌合件的筒状外袋的使用方法的特征在于:其是制成制品收纳外袋的外包装用带嵌合件的筒状外袋的使用方法,所述制品收纳外袋是利用外包装用带嵌合件的筒状外袋包裹多个制品,并保持着所述制品的堆叠状态进行一体化,所述多个制品是以制品的一部分重叠的方式连续或间歇地堆叠成一列,该带嵌合件的筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相同内径连续延伸的筒形状,具有至少一个沿着所述筒的长度方向开口的开口部,且沿着该开口部的边缘在内壁侧具有所述嵌合件,通过所述嵌合件啮合而封闭所述开口部,且所述带嵌合件的筒状外袋以横截面平坦的状态卷成筒、绞缠或折叠。此处,制品包含袋体。
[0045]
此外,本发明的外包装用筒状外袋的使用方法的特征在于:其是制成制品收纳外袋的外包装用筒状外袋的使用方法,所述制品收纳外袋是利用外包装用筒状外袋包裹多个制品,并保持着所述制品的堆叠状态进行一体化,所述多个制品以制品的一部分重叠的方式连续或间歇地堆叠成一列,所述筒状外袋以树脂膜为基材而形成沿着筒的长度方向以相
同内径连续延伸的筒形状,沿着所述筒的长度方向具有至少一个切口部,且将所述基材的内壁彼此或内壁与外壁沿着该切口部的边缘粘接或热熔接。此处,制品包含袋体。
[0046]
[发明的效果]
[0047]
根据本发明,可提供一种兼具节省人力、节省资源、节省空间、低成本及良好卫生性的带嵌合件的筒状外袋、筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法,所述带嵌合件的筒状外袋、筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法:(1)通过谋求人工作业的省力化而实现包装袋生产线的高速化,此外谋求其生产速度的稳定化,减少由人工作业错误导致的制造浪费及抑制由人工作业错误导致袋体品质降低;及(2)实现防止由外袋的制袋及保管所带来的成本上升并且节省其管理工夫。进而,本发明可提供一种带嵌合件的筒状外袋及筒状外袋的使用方法。
[0048]
进而,当将制袋机与填充机在生产线上一体化时生产效率提高,此时填充员也需要维护制袋机。然而,根据本发明,即便不使设备生产线化,制品收纳外袋实质上也可再现制袋机,因此可将袋体高速供给到填充机中。由此,从填充员来看,不需要维护制袋机,且实质上可再现生产线化。进而,从制袋员来看,不需要进行袋体的扎束作业,此外,也可不需要伴随该扎束作业的质检工序。
[0049]
进而,制品收纳外袋的卷取品中,通过卷取而除去外袋内的空气,因此外袋的内壁与袋体的接触状态及袋体彼此的接触状态即便是在运送时也不会偏移,因此开封并取出袋体时,可原样再现装填袋体后的状态。
附图说明
[0050]
图1是表示本实施方式的制品收纳外袋的第一例的概略前视图。
[0051]
图2是图1的a-a线剖视图。
[0052]
图3是图1的b-b线剖视图。
[0053]
图4是表示图2的区域20内的嵌合件的第一例的局部放大图。
[0054]
图5是表示图2的区域20内的嵌合件的第二例的局部放大图。
[0055]
图6是表示本实施方式的制品收纳外袋中收纳的袋体的一形态的概略前视图。
[0056]
图7是图6的c-c线剖视图。
[0057]
图8是表示本实施方式的制品收纳外袋的第二例的概略前视图。
[0058]
图9是图8的d-d线剖视图。
[0059]
图10是表示本实施方式的制品收纳外袋的第三例的概略前视图。
[0060]
图11是图10的e-e线剖视图。
[0061]
图12是表示本实施方式的制品收纳外袋的第四例的概略前视图,且是表示通过粘接或热熔接而封闭外袋的形态的图。
[0062]
图13是图12的f-f线剖视图。
[0063]
图14是表示本实施方式的制品收纳外袋的卷取品的第一例的概略图。
[0064]
图15是图14的g-g线剖视图。
[0065]
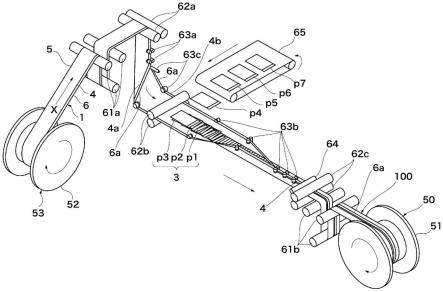
图16是用来说明本实施方式的制品收纳外袋的卷取品的第一制造方法的概略图,且是表示制品收纳外袋为图1所示的制品收纳外袋的形态的图。
[0066]
图17是用来说明本实施方式的制品收纳外袋的卷取品的第二制造方法的概略图,且是表示制品收纳外袋为图8所示的制品收纳外袋的形态的图。
[0067]
图18是用来说明本实施方式的制品收纳外袋的卷取品的第三制造方法的概略图,且是表示制品收纳外袋为图10所示的制品收纳外袋的形态的图。
[0068]
图19是用来说明本实施方式的制品收纳外袋的卷取品的第四制造方法的概略图,且是表示制品收纳外袋为图12所示的制品收纳外袋的形态的图。
[0069]
图20是用来说明本实施方式的袋体供给方法的一形态的概略图,且是表示制品收纳外袋的卷取品为通过第一制造方法获得的制品收纳外袋的卷取品的形态的图。
具体实施方式
[0070]
接下来,示出实施方式来对本发明进行详细说明,但不应限定于这些记载来解释本发明。只要发挥本发明的效果,则实施方式也可进行各种变化。
[0071]
(带嵌合件的筒状外袋)
[0072]
参照图1图5对本实施方式的带嵌合件的筒状外袋进行说明。本实施方式的带嵌合件的筒状外袋1是外包装用带嵌合件的筒状外袋,带嵌合件的筒状外袋1以树脂膜为基材5而形成沿着筒的长度方向x以相同内径连续延伸的筒形状,具有至少一个沿着筒的长度方向x开口的开口部6,且沿着开口部6的边缘6a在内壁侧具有嵌合件4,通过嵌合件4啮合而封闭开口部6,且带嵌合件的筒状外袋1是以横截面平坦的状态卷成筒、绞缠或折叠。
[0073]
外包装是指将用来销售的多个单位的商品(不仅包含商品,也包含个别经一次包装的商品)包装在一起的形态(包含二次包装及三次包装这两种)。此外,外袋特别是指外包装为袋体。因此,实施方式中,筒状外袋是指具有筒形状且用于外包装的袋体。
[0074]
作为基材5的树脂膜的材质,例如为聚乙烯树脂、聚丙烯树脂,可采用下述<1><29>所例示的任意材质,本实施方式中并未特别限定。
[0075]
<1>高密度聚乙烯(hdpe)
[0076]
<2>中密度聚乙烯(mdpe)
[0077]
<3>低密度聚乙烯(ldpe)
[0078]
<4>聚丙烯(pp)
[0079]
<5>聚偏二氯乙烯(pvdc)
[0080]
<6>聚氯乙烯(pvc)
[0081]
<7>聚苯乙烯(ps)
[0082]
<8>聚乙酸乙烯酯(pvac)
[0083]
<9>聚四氟乙烯(ptfe)
[0084]
<10>abs树脂(丙烯腈-丁二烯-苯乙烯树脂)
[0085]
<11>as(acrylonitrile-styrene,丙烯腈-苯乙烯)树脂(san)
[0086]
<12>丙烯酸树脂(pmma)
[0087]
<13>聚酰胺(pa)/商品名尼龙
[0088]
<14>聚缩醛(pom)
[0089]
<15>聚碳酸酯(pc)
[0090]
<16>改性聚苯醚(m-ppe、改性ppe、ppo)
[0091]
<17>聚对苯二甲酸丁二酯(pbt)
[0092]
<18>聚对苯二甲酸乙二酯(pet)
[0093]
<19>环状聚烯烃(cop)
[0094]
<20>聚苯硫醚(pps)
[0095]
<21>聚碸(psf)
[0096]
<22>聚醚砜(pes)
[0097]
<23>非晶聚芳酯(par)
[0098]
<24>液晶聚合物(lcp)
[0099]
<25>聚醚醚酮(peek)
[0100]
<26>热塑性聚酰亚胺(pi)
[0101]
<27>聚酰胺酰亚胺(pai)
[0102]
<28>热塑性聚胺基甲酸酯(tpu)
[0103]
<29>氟树脂(ptfe)
[0104]
此外,由单层膜形成的基材5的厚度优选左右,由多层膜形成的基材5的厚度优选左右。此外,带嵌合件的筒状外袋1在将筒内展开时具有沿着筒的长度方向x以相同内径连续延伸的筒形状。内径(直径)例如为但并不限定于该范围。此外,筒形状的上端部及下端部可开放,此外,也可进行粘接或热熔接或扎束而加以封闭。
[0105]
如图1及图2所示,开口部6沿着筒的长度方向x设置在基材5上。本实施方式中,带嵌合件的筒状外袋1具有至少一个开口部6。在开口部6为1个的情况下,通过将开口部展开,基材成为1个带状膜。图1图7所示的带嵌合件的筒状外袋1具有一个开口部6。在开口部6为2个的情况下,通过将开口部展开,基材成为2个带状膜。此处,优选以这2个带状膜的宽度具有相同宽度的方式设置开口部。另外,优选跨及筒形状的两端形成开口部6。
[0106]
如图1及图2所示,嵌合件4沿着开口部6的边缘6a设置在内壁侧。嵌合件4只要具有通过啮合而闭合,且通过解除啮合而打开的开闭自由的构造,则可为任意构造。例如图4所示,嵌合件4优选具有夹头构造,即,具有:凹部件4b,具有沿筒的长度方向x延伸的带状凹基部4b1与凹部4b2;及凸部件4a,具有沿筒的长度方向x延伸的带状凸基部4a1与凸部4a2;且通过凸部4a2啮合于凹部4b2而闭合。图4所示的嵌合件4的凸基部4a1及凹基部4b1粘接在基材5的内壁面上。此外,如图5所示,嵌合件4也可具有如下夹头构造,即,具有沿筒的长度方向x延伸的凹部4d及沿筒的长度方向x延伸的凸部4c,通过凸部4c啮合于凹部4d而闭合。图5所示的嵌合件4的凸部4c及凹部4d与基材5一体形成。本实施方式中,嵌合件4并不限定于图4及图5所示的夹头构造,例如也可具有凹部彼此啮合的构造。
[0107]
带嵌合件的筒状外袋1是以横截面平坦的状态卷成筒、绞缠或折叠。横截面平坦的状态是指筒形状的内壁面彼此相向并接触的状态。卷成筒包含卷轴卷、芯卷及无芯卷。卷成筒及绞缠的形态中,通过横截面成平坦状态而使筒内的空间成为经除气的状态,因此带嵌合件的筒状外袋1成为带状形状,此时优选以平坦外壁面彼此相互接触的方式卷绕。可减小被卷绕的带嵌合件的筒状外袋的体积。此外,即便在折叠形态、即呈锯齿状折叠的形态下,通过横截面成平坦状态而使筒内的空间成为经除气的状态,因此带嵌合件的筒状外袋1也成为带状形状,此时优选以平坦外壁面彼此相互接触的方式折叠。可减小折叠后的带嵌合
件的筒状外袋的体积。
[0108]
(制品收纳外袋:第一例)
[0109]
接下来,参照图1图3、图6及图7对本实施方式的制品收纳外袋100(第一例)进行说明。本实施方式的制品收纳外袋100是利用外包装用带嵌合件的筒状外袋1包裹多个袋体3,并保持着袋体的堆叠状态进行一体化,所述多个袋体3是以作为制品的袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列,带嵌合件的筒状外袋1以树脂膜为基材5而形成沿着筒的长度方向x以相同内径连续延伸的筒形状,具有至少一个沿着筒的长度方向x开口的开口部6,且沿着开口部6的边缘6a在基材5的内壁侧具有嵌合件4,且使嵌合件4啮合。
[0110]
本实施方式的制品收纳外袋100(第一例)中,制品收纳外袋100优选在设为平坦片状的带嵌合件的外包装用树脂膜的基材5上,载置以作为制品的袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列的多个袋体3,折叠基材5而利用基材5包裹多个袋体3来制成带嵌合件的筒状外袋1,并保持着袋体的堆叠状态进行一体化。
[0111]
本实施方式的制品收纳外袋100在外包装用带嵌合件的筒状外袋1的筒内部,收纳着多个作为制品的袋体。如图6及图7所示,作为制品的袋体p1为具有开口部8与收纳部7的塑料树脂制袋体,沿着开口部8的端部设置着夹头9。夹头9具有嵌合构造,例如具有与带嵌合件的筒状外袋1的嵌合件4相同的构造,且开闭自由。作为制品的袋体p2、p3、p4、...、pn为具有与袋体p1相同的构造的袋体。作为制品的袋体(p1、p2、p3、p4、...、pn)具有平坦构造,因此如图3所示,可形成多个袋体3以一部分重叠的方式堆叠成一列的状态。此处,多个袋体3在带嵌合件的筒状外袋1中,可沿着筒的长度方向x连续相连排列,此外,也可间歇排列,即呈具有中途断开的部位的排列。间歇排列优选例如为重复如下操作的排列,即,将特定片数的袋体以一部分重叠的方式堆叠成一列之后,设置间隙,继而将相同片数的袋体以一部分重叠的方式堆叠成一列之后,再次设置间隙。这样容易确认袋体片数。本实施方式中,以一部分重叠的方式堆叠成一列的多个袋体3通过形成为制品收纳外袋100的形态而一体化,因此有时仅表述为“多个袋体3”或“袋体3”。
[0112]
制品收纳外袋100如图2所示,利用带嵌合件的筒状外袋1包裹多个袋体3。此处,收容着多个袋体3时的带嵌合件的筒状外袋1的宽度优选稍大于多个袋体3的宽度,优选例如大出此时,带嵌合件的筒状外袋1优选具有如下程度的保持力,即,在闭合嵌合件4时,多个袋体3的排列不变形。可保持着袋体3的堆叠状态进一步一体化,并且筒内部不会进入多余空气,因此可抑制体积增加。带嵌合件的筒状外袋1通过使嵌合件4啮合而在包含着袋体3的状态下一体化。
[0113]
制品收纳外袋100不仅可在搬运或保管、或进行它们双方时批量处理多个袋体3,而且可使从制袋机依序制造的袋体的排列状态固定化,因此即便制袋机与填充机处在不同场所,也可实质上再现生产线化。
[0114]
带嵌合件的筒状外袋1优选如图2所示,具有一个嵌合件4,且嵌合件4位于袋体3的堆叠面之上并啮合。可利用外袋以合掌贴合形态容易地包裹袋体3,此外,容易使嵌合件4啮合。因此,可利用简单构造的装置来制造。此外,解除嵌合件4的啮合时,可利用对开形态来进行。更优选如图2所示,嵌合件4位于袋体3的堆叠面的中央部。这样可更稳定地进行啮合作业及啮合解除作业,此外,可更稳定地卷成筒、绞缠或折叠。
[0115]
(制品收纳外袋:第二例)
[0116]
接下来,参照图8及图9对本实施方式的制品收纳外袋200(第二例)进行说明。本实施方式的制品收纳外袋200中,优选为,带嵌合件的筒状外袋11具有一个嵌合件14,嵌合件14位于袋体13的左右任一侧端侧并啮合。如图9所示,制品收纳外袋200除嵌合件14的位置不同以外,与制品收纳外袋100相同。即,制品收纳外袋200通过利用带嵌合件的筒状外袋11包裹多个袋体13,并使嵌合件14啮合,而使带嵌合件的筒状外袋11在包含着袋体13的状态下一体化。制品收纳外袋200中,基材15相对于袋体13的密接性更高。制品收纳外袋200中,也与制品收纳外袋100的情况相同,收纳着多个袋体13时的带嵌合件的筒状外袋11的宽度优选稍大于多个袋体13的宽度,优选例如大出图9中,通过嵌合件14位于带嵌合件的筒状外袋11的左侧端侧,而使开口部16设置在左侧端部,左侧边缘成为开口部16的边缘16a。图9中表示嵌合件14位于带嵌合件的筒状外袋11的左侧端侧的形态,但也可位于右侧端侧。本实施方式的制品收纳外袋200为可在将袋体(p1、p2、p3、p4、...、pn)放入带嵌合件的筒状外袋11中时利用重力使袋体整齐排列的形态,袋体13与带嵌合件的筒状外袋11一体化之后,袋体13更整齐地排列在制品收纳外袋200内。
[0117]
(制品收纳外袋:第三例)
[0118]
接下来,参照图10及图11对本实施方式的制品收纳外袋300(第三例)进行说明。本实施方式的制品收纳外袋300中,优选带嵌合件的筒状外袋21具有2个嵌合件24a、24b,且嵌合件24a、24b分别位于袋体23的左侧端侧及右侧端侧并啮合。如图11所示,制品收纳外袋300除具有2个嵌合件24a、24b,且它们的位置不同以外,与制品收纳外袋100相同。即,制品收纳外袋300通过利用带嵌合件的筒状外袋21包裹多个袋体23,并使嵌合件24a、24b啮合,而使带嵌合件的筒状外袋21在包含着袋体23的状态下一体化。制品收纳外袋300中,与制品收纳外袋200相同,基材25相对于袋体23的密接性更高。制品收纳外袋300中,也与制品收纳外袋100的情况相同,收纳着多个袋体23时的带嵌合件的筒状外袋21的宽度优选稍大于多个袋体23的宽度,优选例如大出图11中,通过嵌合件24a位于带嵌合件的筒状外袋21的左侧端侧,而使开口部26设置在左侧端部,左侧边缘成为开口部26的边缘26a。此外,通过嵌合件24b位于带嵌合件的筒状外袋21的右侧端侧,而使开口部27设置在右侧端部,右侧边缘成为开口部27的边缘27a。本实施方式的制品收纳外袋300通过分别解除嵌合件24a及嵌合件24b的啮合,可将带嵌合件的筒状外袋21的基材25上下分割为基材25a(也称为另一基材25a)与基材25b(也称为一基材25b)而打开,因此容易取出袋体23。
[0119]
(制品收纳外袋:第四例)
[0120]
接下来,参照图12及图13对本实施方式的制品收纳外袋400(第四例)进行说明。本实施方式的制品收纳外袋400是通过粘接或热熔接而封闭外袋。本实施方式的制品收纳外袋400是利用外包装用筒状外袋31包裹多个袋体33,并保持着袋体的堆叠状态进行一体化的制品收纳外袋,所述多个袋体33是以作为制品的袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列,筒状外袋31以树脂膜为基材35而形成沿着筒的长度方向x以相同内径连续延伸的筒形状,沿着筒的长度方向x具有至少一个切口部36,且基材35的内壁彼此或内壁与外壁沿着切口部36的边缘36a粘接或热熔接。
[0121]
本实施方式的制品收纳外袋400在外包装用筒状外袋31的筒内部收纳着多个作为制品的袋体。作为制品的袋体(p1、p2、p3、p4、...、pn)与在制品收纳外袋100中说明的袋体
(图6及图7所示的袋体p1)相同。此外,多个袋体33的状态与制品收纳外袋100中的多个袋体3的状态相同。
[0122]
制品收纳外袋400如图13所示,利用筒状外袋31包裹多个袋体33。此时,筒状外袋31中,基材35的内壁38a、38b彼此粘接或热熔接,从而具有接合部39。此处,收纳着多个袋体33时的筒状外袋31的宽度优选稍大于多个袋体33的宽度,优选例如大出利用筒状外袋31紧固多个袋体33的程度优选具有不使多个袋体33的排列变形的程度的保持力。可保持着袋体33的堆叠状态进一步一体化,并且筒内部不会进入多余空气,因此可抑制体积增加。筒状外袋31通过将基材35的内壁38a、38b彼此粘接或热熔接,而在包含着袋体33的状态下一体化。或者,筒状外袋31也可通过将基材35的内壁38a与基材35的外壁38d彼此粘接或热熔接,而在包含着袋体33的状态下一体化(未图示)。本实施方式中,粘接是利用例如包含糊剂或胶带的粘接剂进行的接合,热熔接是利用热密封、超声波、高频、点密封、瞬间封口机或激光进行的接合。切口部36是指封闭后的筒状外袋31中位于接合部39的部位上的、绕基材35主体的方向上的不连续部分。在切口部36中,可设置在比膜的接合部39更外侧使对向的膜彼此不粘接的部分,此外也可不设置所述部分。切口部36在筒状外袋31中,不仅可为图13所示的1条的形态,也可为两条以上。例如也可为如下形态(未图示),即,分别在相当于图11的嵌合件24a、24b的位置的部位设置切口部,而合计设置两条切口部。
[0123]
制品收纳外袋400中,也与制品收纳外袋100、200、300相同,不仅可在搬运或保管或进行它们双方时批量处理多个袋体33,也可使从制袋机依序制造的袋体的排列状态固定化,因此即便制袋机与填充机处在不同场所,也可实质上再现生产线化。
[0124]
筒状外袋31可通过沿着筒的长度方向x切断基材35而依序取出袋体33。切断部位优选为切口部36。对筒状外袋31进行开封时,除如图13那样剥离接合部39来开封的方法以外,例如也可为如下方法,即,在筒状外袋31的膜上设置伤痕加工部或半切加工部等脆弱部,从脆弱部开封。
[0125]
(制品收纳外袋的卷取品)
[0126]
本实施方式的制品收纳外袋的卷取品50如图14及图15所示,将本实施方式的制品收纳外袋100、200、300、400以横截面扁平的状态卷成筒。图14中,作为卷成筒的一形态,示出制品收纳外袋100、200、300、400卷绕在卷轴51上的形态。图14及图15中,通过使卷轴以旋转轴95为中心旋转而进行卷取。也可设为如下形态,即,代替卷轴51而卷绕在圆筒状的芯上(未图示),此外,也可不使用卷轴51而进行无芯卷绕(未图示)。此外,制品收纳外袋100、200、300、400也可代替以横截面扁平的状态卷成筒,而以横截面扁平的状态绞缠或折叠(未图示)。此处,横截面扁平的状态是指如下状态,即,制品收纳外袋100、200、300、400中收纳的多个袋体3、13、23、33的平坦面与筒形状的基材5、15、25、35的内壁面相互接触,截面反映多个袋体3、13、23、33的截面形状而成为细长形状。图15中表示制品收纳外袋100、200、300、400的横截面形成扁平状态、例如大致矩形状态的形态。具有嵌合件4的制品收纳外袋100中,如果卷成筒,则嵌合件4成为横卧状态、即以开口部6横跨基材5的方式弯折的状态。制品收纳外袋100、200、300、400通过横截面成扁平状态而使筒内空间成为经除气的状态,因此成为带状形状,此时,优选以制品收纳外袋100、200、300、400的外壁面彼此相互接触的方式卷绕。这样可减小卷绕后的制品收纳外袋100、200、300、400的体积。此外,在折叠形态、即呈锯齿状折叠的形态下,制品收纳外袋100、200、300、400通过横截面成扁平状态而使筒内空
间成为经除气的状态,因此成为带状形状,此时,优选以制品收纳外袋100、200、300、400的外壁面彼此相互接触的方式折叠。可减小折叠后的制品收纳外袋100、200、300、400的体积。
[0127]
(制品收纳外袋的卷取品的制造方法)
[0128]
接下来,参照图16对本实施方式的制品收纳外袋的卷取品的制造方法进行说明。本实施方式的制品收纳外袋的制造方法是利用外包装用带嵌合件的筒状外袋1包裹多个袋体3,并保持着袋体3的堆叠状态进行一体化的制品收纳外袋的制造方法,所述多个袋体3是以作为制品的袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列,带嵌合件的筒状外袋以树脂膜为基材5而形成沿着筒的长度方向x以相同内径连续延伸的筒形状,具有至少一个沿着筒的长度方向x开口的开口部6,且沿着开口部的边缘6a在基材5的内壁侧具有嵌合件4,且具有通过嵌合件4啮合而封闭开口部6的构造,且制造方法具有:第1工序,准备带嵌合件的筒状外袋1;第2工序,解除嵌合件4的啮合且使带嵌合件的筒状外袋1为展开状态;第3工序,以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式,将袋体沿着基材5的长度方向y在基材5之上连续或间歇地堆叠成一列;及第4工序,一面使载置着多个袋体3的基材5沿基材5的长度方向y移动,一面折叠基材5而利用基材5包裹多个袋体3,并且使嵌合件4啮合而获得制品收纳外袋100。
[0129]
(第一制造方法)
[0130]
第一制造方法中,外包装用带嵌合件的筒状外袋及制品收纳外袋为图1图5所示的带嵌合件的筒状外袋1及制品收纳外袋100,袋体为图6及图7所示的袋体p1,制品收纳外袋100被卷取在与图14及图15所示的卷轴51相同的卷轴上。进而,基材5的长度方向y是以基材5为基准而与筒的长度方向x相同的方向。
[0131]
(第1工序)
[0132]
准备被卷取在卷轴52上的外包装用带嵌合件的筒状外袋1的外袋卷取品53。外包装用带嵌合件的筒状外袋1是在使筒以嵌合件4啮合且嵌合件4位于侧端的方式变形的平坦状态下卷取在卷轴52上。将外包装用带嵌合件的筒状外袋1在筒的长度方向x的方向上卷出,并送出至跳动辊61a、夹送辊62a。另外,在嵌合件4与基材5分开的情况下,第1工序包含准备未粘接嵌合件4的筒状膜或半切膜的工序1a、及在筒状膜或半切膜上安装嵌合件带的工序1b。
[0133]
(第2工序)
[0134]
解除嵌合件4的啮合,且使带嵌合件的筒状外袋1为展开状态。即,通过夹送辊62a的外包装用带嵌合件的筒状外袋1被爪导辊63解除嵌合件4的啮合,带嵌合件的筒状外袋1被展开,在去除了基材5的重叠的状态下被送至夹送辊62b。
[0135]
(第3工序)
[0136]
使基材5为平坦片状来载置袋体(p1、p2、p3、p4、...、pn)。具体而言,以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式,将袋体沿基材5的长度方向y在展开带嵌合件的筒状外袋1而使基材5为无重叠状态的基材5之上连续或间歇地堆叠成一列。图16中,表示将袋体以袋体(p1、p2、p3、p4、...、pn)连续的方式堆叠成一列的形态。此处,袋体(p1、p2、p3、p4、...、pn)是逐片载置在位于制袋机(未图示)下游侧的输送器65上输送而来。将处在输送器65上的袋体、例如袋体p4、p5、p6、p7依序载置在基材5之上。
[0137]
(第4工序)
[0138]
一面使载置着多个袋体3的基材5沿基材5的长度方向y移动,一面通过爪导辊63b而利用基材5包裹多个袋体3,并且使嵌合件4啮合而获得制品收纳外袋100。嵌合件4已啮合的制品收纳外袋100优选以使开口部6横卧在嵌合件4的根部附近的状态送至接触辊64、夹送辊62c、跳动辊61b。制品收纳外袋100的内部被除气,从而体积变小。
[0139]
(第5工序)
[0140]
制品收纳外袋100以横截面扁平的状态卷取在卷轴51上而获得制品收纳外袋的卷取品50。图16中表示卷成筒形态,但也可将制品收纳外袋100以横截面扁平的状态绞缠或折叠。
[0141]
第一制造方法中,带嵌合件的筒状外袋1具有一个嵌合件4,在第2工序中,水平展开基材5,在第4工序中,将嵌合件4配置在袋体3的堆叠面之上,进而使嵌合件4啮合。根据第一制造方法,可利用外袋1以合掌贴合形态容易地包裹袋体3,此外,容易使嵌合件4啮合。因此,可利用简单构造的装置来制造。此外,在解除嵌合件4的啮合时,可利用对开形态来进行。
[0142]
(第二制造方法)
[0143]
接下来,参照图17对本实施方式的制品收纳外袋的卷取品的第二制造方法进行说明。此处,外包装用带嵌合件的筒状外袋及制品收纳外袋为图8及图9所示的带嵌合件的筒状外袋11及制品收纳外袋200,袋体为图6及图7所示的袋体p1,制品收纳外袋200被卷取在与图14及图15所示的卷轴51相同的卷轴上(图17中,省去描画卷轴)。进而,基材15的长度方向y是以基材15为基准而与筒的长度方向x相同的方向。
[0144]
(第1工序)
[0145]
与第一制造方法相同。图17中省略图示第1工序。另外,在嵌合件14与基材15分开的情况下,第1工序包含准备未粘接嵌合件14的筒状膜或半切膜的工序1a、及在筒状膜或半切膜上安装嵌合件带的工序1b。
[0146]
(第2工序)
[0147]
对于通过爪开合件66的外包装用带嵌合件的筒状外袋11,以基材15的长度方向y的横截面呈u字形状或v字状的方式展开基材15,解除嵌合件14的啮合且使带嵌合件的筒状外袋11为展开状态。
[0148]
(第3工序)
[0149]
优选以袋体的左右任一侧端侧朝向下方的状态,将袋体放入到u字形状或v字状的基材内侧。可利用重力使袋体整齐排列,因此袋体更整齐地排列在制品收纳外袋内。即,展开带嵌合件的筒状外袋11,在u字形状或v字状的基材15内侧,通过位置对准装置68以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式,将袋体沿着基材15的长度方向y连续或间歇地堆叠成一列。图17中,表示将袋体以袋体(p1、p2、p3、p4、...、pn)连续的方式堆叠成一列的形态。此处,袋体(p1、p2、p3、p4、...、pn)是逐片载置在位于制袋机(未图示)下游侧的输送器65上输送而来。将处在输送器65上的袋体、例如袋体p4、p5、p6、p7依序放入到基材15的内侧。
[0150]
(第4工序)
[0151]
一面使内侧放着多个袋体13的基材15沿基材15的长度方向y移动,一面通过爪搭靠件67而利用基材15包裹多个袋体13,并且使嵌合件14啮合而获得制品收纳外袋200。就嵌
合件14啮合后的制品收纳外袋200而言,制品收纳外袋200的内部经除气,从而体积变小。
[0152]
(第5工序)
[0153]
将制品收纳外袋200以横截面扁平的状态卷取在卷轴上而获得制品收纳外袋的卷取品54。图17中表示卷成筒的形态,但也可将制品收纳外袋200以横截面扁平的状态绞缠或折叠。
[0154]
(第三制造方法)
[0155]
接下来,参照图18对本实施方式的制品收纳外袋的卷取品的第三制造方法进行说明。此处,外包装用带嵌合件的筒状外袋及制品收纳外袋为图10及图11所示的带嵌合件的筒状外袋21及制品收纳外袋300,袋体为图6及图7所示的袋体p1,制品收纳外袋300被卷取在与图14及图15所示的卷轴51相同的卷轴上。进而,基材25的长度方向y是以基材25为基准而与筒的长度方向x相同的方向。
[0156]
(第1工序)
[0157]
准备卷取在卷轴56上的外包装用带嵌合件的筒状外袋21的外袋卷取品55。外包装用带嵌合件的筒状外袋21具有2个嵌合件,在使筒以嵌合件24a、24b啮合且嵌合件24a、24b分别位于两侧端的方式变形的平坦状态下卷取在卷轴56上。将外包装用带嵌合件的筒状外袋21沿筒的长度方向x的方向卷出并送出至爪开合件66。另外,在嵌合件24a、24b与基材25分开的情况下,第1工序包含准备未粘接嵌合件24a、24b的筒状膜或半切膜的工序1a、及在筒状膜或半切膜上安装嵌合件带的工序1b。
[0158]
(第2工序)
[0159]
对于通过爪开合件66的外包装用带嵌合件的筒状外袋21,将通过解除嵌合件24a、24b的啮合而一分为二的基材25中的一基材25b水平展开,并在一基材25b的上方水平展开另一基材25a。将一基材25b送至夹送辊62a。也将另一基材25a送至夹送辊(未图示)。
[0160]
(第3工序)
[0161]
优选使一基材25b为平坦片状,并且以位于一基材25b的宽度方向两端侧的嵌合件24a、24b分别位于袋体(p1、p2、p3、p4、...、pn)的左侧端侧及右侧端侧的方式,将袋体载置在一基材25b之上。即,展开一基材25b,通过位置对准装置68将袋体沿着长度方向y以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列。图18中,表示将袋体以袋体(p1、p2、p3、p4、...、pn)连续的方式堆叠成一列的形态。此处,袋体(p1、p2、p3、p4、...、pn)是逐片载置在位于制袋机(未图示)下游侧的输送器65上输送而来。将处在输送器65上的袋体、例如袋体p4、p5、p6、p7依序载置在一基材25b之上。
[0162]
(第4工序)
[0163]
优选使多个袋体23以载置在一基材25b上的状态沿长度方向y移动,并同时覆盖沿长度方向y移动而来的另一基材25a,通过爪搭靠件67使嵌合件24a、24b啮合。通过嵌合件24a、24b啮合而获得制品收纳外袋300。嵌合件24a、24b已啮合的制品收纳外袋300在通过夹送辊62b、62c时,制品收纳外袋300的内部被除气,从而体积变小。可通过如下简单动作将袋体23放入到筒状外袋21中,即,将外包装用带嵌合件的筒状外袋21上下分割为一基材25b与另一基材25a,在其间配置袋体23后按原样封闭。
[0164]
(第5工序)
[0165]
将制品收纳外袋300以横截面扁平的状态卷取在卷轴51上而获得制品收纳外袋的
卷取品57。图18中表示卷成筒的形态,但也可将制品收纳外袋300以横截面扁平的状态绞缠或折叠。
[0166]
接下来,参照图19对使用本实施方式的制品收纳外袋、且外袋不具有嵌合件的类型的筒状外袋的制品收纳外袋的卷取品的制造方法进行说明。本实施方式的制品收纳外袋的制造方法是利用外包装用筒状外袋31包裹多个袋体33,并保持着袋体33的堆叠状态进行一体化的制品收纳外袋的制造方法,所述多个袋体33是以作为制品的袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地堆叠成一列,且所述制造方法具有:工序a,准备等宽带状的树脂膜作为基材35;工序b,使基材35为展开状态;工序c,将多个袋体沿着基材35的长度方向y,以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式连续或间歇地在基材35之上堆叠成一列;及工序d,一面使载置着多个袋体33的基材35沿基材35的长度方向y移动,一面折叠基材35而利用基材35包裹多个袋体33,并且将基材35的内壁彼此38a、38b或内壁38a与外壁38d沿着基材35的宽度方向两端的边缘35a、35b粘接或热熔接,由此将基材35成形为筒状而获得制品收纳外袋400。
[0167]
(第四制造方法)
[0168]
(工序a)
[0169]
继续参照图19,对第四制造方法更详细地进行说明。准备等宽带状的树脂膜作为基材35。图19中准备一个卷绕在卷轴59上的筒状外袋31的卷取品58,该筒状外袋31是通过吹胀膜成形而制造的筒状树脂膜,且形成沿着筒的长度方向以相同内径连续延伸的筒形状。图19中,将筒状外袋31沿筒的长度方向x的方向卷出并送出至跳动辊61a、夹送辊62a。
[0170]
(工序b)
[0171]
使基材35为展开状态。通过沿着筒的长度方向在主体部的一部位形成缝隙,而获得等宽带状的树脂膜。即,通过夹送辊62a的筒状外袋31在通过导辊74之后,由切割器72沿着筒的长度方向在主体部的一部位形成缝隙,并利用导辊73使基材35为水平展开状态,在去除了基材35的重叠的状态下送至夹送辊62b。或者,在工序a中,准备将切断后的等宽带状的树脂膜卷绕在卷轴上而得的卷取品,在工序b中,也可不使用切割器,而是直接以水平展开状态送至夹送辊62b。
[0172]
(工序c)
[0173]
使基材35为平坦片状来载置袋体(p1、p2、p3、p4、...、pn)。具体而言,将多个袋体沿着基材35的长度方向y以袋体(p1、p2、p3、p4、...、pn)的一部分重叠的方式,在展开后的基材35之上连续或间歇地堆叠成一列。图19中,表示将袋体以袋体(p1、p2、p3、p4、...、pn)连续的方式堆叠成一列的形态。此处,袋体(p1、p2、p3、p4、...、pn)是逐片载置在位于制袋机(未图示)下游侧的输送器65上输送而来。将处在输送器65上的袋体、例如袋体p4、p5、p6、p7依序载置在基材35之上。
[0174]
(工序d)
[0175]
一面使载置着多个袋体33的基材35沿基材35的长度方向y移动,一面通过爪导辊63b而利用基材35包裹多个袋体33,并且利用热密封机69将基材35的内壁彼此38a、38b沿着基材35的宽度方向两端的边缘35a、35b粘接或热熔接而形成接合部39,将基材35成形为筒状而获得制品收纳外袋400。此处,优选将基材35的宽度方向两端的边缘配置在袋体33的堆叠面之上进行粘接或热熔接。可利用外袋以合掌贴合的形态容易地包裹袋体33,此外,容易
进行粘接或热熔接。因此,容易利用简单构造的装置来制造。制品收纳外袋400中,多个袋体33成为被外包装用筒状外袋31包裹的状态。经热密封的制品收纳外袋400优选被送至接触辊64、夹送辊62c、跳动辊61b。此时,以接合部39横卧的状态输送。制品收纳外袋400的内部被除气,从而体积变小。图19中,表示将基材35的内壁彼此38a、38b粘接或热熔接的形态,但也可设为将内壁38a与外壁38d粘接或热熔接的形态、或将内壁38b与外壁38c粘接或热熔接的形态。图19中,表示利用热密封机69进行热密封的形态,但也可利用糊剂来进行粘接。工序a中,在使用筒状外袋31的卷取品58的形态、及使用切断后的等宽带状的树脂膜卷绕在卷轴上而得的卷取品的形态中的任一形态下,当形成接合部39后,均可成为多个袋体33被外包装用筒状外袋31包裹的状态。
[0176]
(第5工序)
[0177]
将制品收纳外袋400以横截面扁平的状态卷取在卷轴51上而获得制品收纳外袋的卷取品70。图19中表示卷成筒的形态,但也可将制品收纳外袋400以横截面扁平的状态绞缠或折叠。
[0178]
(第五制造方法)
[0179]
接下来,对第五制造方法进行说明。第五制造方法除以下方面以外与第二制造方法相同,即,代替使嵌合件啮合来获得制品收纳外袋,而是将基材粘接或热熔接来获得制品收纳外袋。即,在工序a中,准备1个基材,在工序b中,以基材的长度方向的横截面呈u字形状或v字状的方式展开基材,在工序c中,以使袋体的左右任一侧端侧朝向下方的状态,将袋体放入到u字形状或v字状的基材内侧。图19中,示出水平平坦展开的形态作为展开后的基材35的形态,但也可设为图17所示的形态,即,使基材为截面呈u字形状或v次形状,在其中以侧端抵接于基材的方式以纵置状态堆叠袋体33。该形态下,基材的接合部位于袋体33的侧端侧。
[0180]
(第六制造方法)
[0181]
接下来,对第六制造方法进行说明。第六制造方法除以下方面以外与第三制造方法相同,即,代替使嵌合件啮合来获得制品收纳外袋,而是将基材粘接或热熔接来获得制品收纳外袋。即,在工序a中,准备2个基材,在工序b中,水平展开一基材,并在一基材的上方水平展开另一基材,在工序c中,以一基材的宽度方向两端分别位于袋体的左侧端侧及右侧端侧的方式使一基材为平坦片状,并且将袋体载置在一基材之上,在工序d中,使另一基材覆盖在袋体上,并将一基材与另一基材接合。可通过如下简单动作将袋体放入到外袋中,即,上下配置2个基材,在其间配置袋体并加以封闭。该形态下,基材的接合部位于袋体33两侧的侧端侧。
[0182]
(袋体供给方法)
[0183]
参照图20对本实施方式的袋体供给方法进行说明。本实施方式的袋体供给方法具有:第6工序,一面抽出本实施方式的制品收纳外袋100或本实施方式的制品收纳外袋的卷取品50的外袋,一面使啮合部分或外袋中除啮合部分以外的部位开口;及第7工序,将已开口的外袋中的袋体3依序供给到填充机中。也可使用制品收纳外袋200、300、400作为制品收纳外袋。此外,也可使用制品收纳外袋的卷取品54、57、70作为制品收纳外袋的卷取品。在使用制品收纳外袋400或制品收纳外袋的卷取品70的情况下,一面抽出外袋一面使接合部或外袋中除接合部以外的部位开口。进而,也可使用制品收纳外袋的折叠品。在使外袋中除啮
合部分以外的部位、接合部、或外袋中除接合部以外的部位开口的情况下,优选使用切割器进行开口。此外,在外袋中除啮合部分以外的部位、接合部、或外袋中除接合部以外的部位设置有脆弱部的情况下,也可从脆弱部开封。
[0184]
(第6工序)
[0185]
如图20所示,进行与制品收纳外袋100或制品收纳外袋的卷取品50的外袋制造工序相反的工序。即,将制品收纳外袋的卷取品50送至跳动辊80、夹送辊81、接触辊82,然后,利用导辊83使横卧的嵌合件4立起。然后,使爪导辊84分别导引凹部件4b与凸部件4a,卸除嵌合件4的啮合部分或外袋中除啮合部分以外的部位而开口。另外,在使用制品收纳外袋400或制品收纳外袋的卷取品70的情况下,一面抽出外袋,一面使接合部或外袋中除接合部以外的部位开口。第6工序中,可直接再现已装入袋体3的状态。另外,将外袋1送至夹送辊87、接触辊93,进而利用卷轴91卷取而制成外袋1的卷取品90。卷绕成外袋1的卷取品90的外袋1在使用后被废弃。
[0186]
(第7工序)
[0187]
将已开口的外袋1中的袋体3依序供给到填充机中。此处,利用袋侦测工具86侦测载置在基材5上的袋体3中的前头袋体p4,利用吸附工具85取出该前头袋体p4,并将其载置在定位装置92的一端侧而成为袋体p3。载置在定位装置92的一端侧的袋体p3通过吸附工具88移动到定位装置92的另一端侧而成为袋体p2。通过袋侦测工具89侦测袋体p2位置上是否存在袋体。然后,将袋体p2作为袋体p1供给到填充机(未图示)中。
[0188]
第6工序及第7工序中,制品收纳外袋100或制品收纳外袋的卷取品50可实质上再现制袋机,可将袋体3高速供给到填充机中。即,可说在填充机中实质上能够再现制袋机的生产线化。而且,可知不需要袋体扎束作业,此外,也不需要伴随该扎束作业的质检工序。
[0189]
本实施方式有多个形态,可在发挥本发明的效果的范围内,适当替换各实施方式的一部分来实施变化。
[0190]
本实施方式中,对通过使用带嵌合件的筒状外袋来包裹多个袋体而制成制品收纳外袋的形态进行了说明,但作为制品并不限定于图8及图9所示的袋体,例如也可适用于卡片形状的制品。制品优选为以一部分重叠的方式堆叠成一列的制品,例如也可为广告、手册或册子等纸制品、片状干燥剂、宠物用尿垫、或可食片或海苔等片状食材。此外,也能够以使不具有卡片形状的制品按等间隔排列成一列并保持着该状态的方式,利用带嵌合件的筒状外袋或筒状外袋进行包裹。
[0191]
[符号的说明]
[0192]
100、200、300、400制品收纳外袋
[0193]
1、11、21带嵌合件的筒状外袋
[0194]
p1、p2、p3、p4、...、pn袋体
[0195]
3、13、23、33多个袋体(袋体)
[0196]
4、14、24a、24b嵌合件
[0197]
4a1凸基部
[0198]
4a2、4c凸部
[0199]
4a凸部件
[0200]
4b1凹基部
[0201]
4b2、4d凹部
[0202]
4b凹部件
[0203]
5、15、25、35基材
[0204]
25b一基材
[0205]
25a另一基材
[0206]
6、16、26、27外袋的开口部
[0207]
6a、16a、26a、27a外袋开口部的边缘
[0208]
7收纳部
[0209]
8袋体开口部
[0210]
9夹头
[0211]
20区域
[0212]
31筒状外袋(无嵌合件)
[0213]
35a、35b基材的宽度方向两端的边缘
[0214]
36切口部
[0215]
36a切口部的边缘
[0216]
38a、38b内壁
[0217]
38c、38d外壁
[0218]
39接合部
[0219]
50、54、57制品收纳外袋的卷取品
[0220]
58筒状外袋的卷取品
[0221]
51、56、59、91卷轴
[0222]
61a、61b、80跳动辊
[0223]
62a、62b、62c、81、87夹送辊
[0224]
63、63b、84爪导辊
[0225]
64、82、93接触辊
[0226]
65输送器
[0227]
66爪开合件
[0228]
67爪搭靠件
[0229]
68位置对准装置
[0230]
69热密封机
[0231]
72切割器
[0232]
73、74、84导辊
[0233]
85吸附工具
[0234]
86袋侦测工具
[0235]
89袋侦测工具
[0236]
90外袋的卷取品
[0237]
92定位装置
[0238]
95卷轴的旋转轴
[0239]
x筒的长度方向
[0240]
y基材的长度方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1