一种钣金件取件装置的制作方法
1.本发明涉及自动化领域,更具体的说是一种钣金件取件装置。
背景技术:
2.为了更匹配工业4.0的生产模式,近年来轻重工业均在传输机制上创新突破,其初衷是更好的运用自动化性能,高效而合理的实现人机合一。例如:cn107891100a,配电柜钣金自动上料机,本发明涉及一种配电柜钣金自动上料机,包括上料机架,所述上料机架上端设置有两根导轨横梁,两根横梁一端为钣金吸附工位,两根横梁另一端形成钣金输送工位;两根横梁上设置有可移动的车架,所述车架下方设置有可做升降运动的吸盘架,所述吸盘架上分布有若干个用于吸附钣金的吸盘;所述钣金输送工位设置有钣金输送机;所述车架往复运动于钣金吸附工位和钣金输送工位。便于钣金在车间中上料移动,减轻操作工人的作业压力,并且钣金移动过程中稳定可靠,对于整个配电柜的加工提供上料保证。该发明板材吸附处未做详细结构,板材堆放处结构与实际差距较大,因钣金较重,不管是人工还是机器堆放原材料都不易。
技术实现要素:
3.本发明的目的是提供一种钣金件取件装置,通过第一位移系统、第二位移系统控制整个取件装置纵向位移,这扩大了取件时的纵向深度,避免大件物品的转向干涉,通过第三位移系统、吸附总成及实现钣金件的吸取功能。
4.本发明的目的通过以下技术方案来实现:
5.一种钣金件取件装置,其特征在于:包括第一位移系统、第二位移系统、第一电机控制系统、第三位移系统、吸附总成、传送带,第一位移系统、第二位移系统均与第一电机控制系统相连接,第一电机控制系统、吸附总成均与第三位移系统相连接。
6.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述第一位移系统包括支撑总成a、电机a、联轴器a、异形连轴a、转盘、异形连轴b、轴固定座a、伞齿轮a、伞齿轮b、轴a、带轮a、皮带a、带轮b、轴b、偏心三角轮、支撑总成b、轴c、弧形板、轴d、l型限位杆、齿轮a、轴e、齿轮b、齿轮c、齿轮d、曲柄a、滑动块a、滑动块b、十字连杆、限位块a、轴f、支撑板a,电机a通过联轴器a与异形连轴a固定连接,异形连轴a通过转盘与异形连轴b转动连接,异形连轴a、异形连轴b均与轴固定座a转动连接,转盘与轴固定座a连接,异形连轴b与伞齿轮a固定连接,伞齿轮a与伞齿轮b啮合连接,伞齿轮b与轴a固定连接,伞齿轮b通过轴a与带轮a固定连接,带轮a通过皮带a与带轮b转动连接,带轮b通过轴b与偏心三角轮固定连接,偏心三角轮与支撑总成b转动连接,支撑总成b与轴c连接,支撑总成b与弧形板固定连接,弧形板与l型限位杆连接,轴d与l型限位杆固定连接,l型限位杆与齿轮a啮合连接,齿轮a通过轴e与齿轮c固定连接,齿轮c与齿轮d转动连接,齿轮d通过曲柄a与滑动块a固定连接,齿轮b与支撑板a固定连接,轴f与支撑板a转动连接,电机a、轴固定座a、支撑板a均与支撑总成a固定连接,轴a、轴b、轴d、轴e均与支撑总成a转动连接。
7.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述第二位移系统所含部件均与第一位移系统相同,其装配方式、顺序均与第一位移系统相同,其运行顺序、实现功能均与第一位移系统相同。
8.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述第一电机控制系统包括支撑总成c、电机b、联轴器b、连杆轴a、旋转销a、连杆轴b、z型连杆、连杆轴c、旋转销b、连杆轴d、轴固定座b、齿轮e、齿轮f、蜗杆、涡轮、轴g、三角齿轮、齿轮g、齿轮h、齿轮i、齿轮j、齿轮k、齿轮l、齿轮m、齿环a,电机b其输出轴通过联轴器b与连杆轴a固定连接,轴a通过旋转销a与连杆轴b转动连接,连杆轴b通过z型连杆与连杆轴c转动连接,连杆轴c通过旋转销b与连杆轴d转动连接,连杆轴a、连杆轴d均与轴固定座b转动连接,连杆轴d与齿轮e固定连接,齿轮e与齿轮f啮合连接,齿轮f与蜗杆固定连接,蜗杆与涡轮啮合连接,涡轮通过轴g与三角齿轮固定连接,三角齿轮通过齿轮g、齿轮h、齿轮i、齿轮j、齿轮k、齿轮l、齿轮m与齿环a啮合连接,电机b、轴固定座b、齿环均与支撑总成c固定连接,蜗杆与支撑总成c转动连接。
9.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述第三位移系统包括支撑总成d、连杆轴e、齿轮轴a、齿轮轴b、齿轮轴c、齿轮轴d、齿环b、支撑臂a、电机c、带轮c、皮带b、带轮d、支撑总成e、滚轮a、滚轮b、支撑臂b,支撑总成d与连杆轴e固定连接,齿轮轴a、齿轮轴b、齿轮轴c与连杆轴e转动连接,齿轮轴a、齿轮轴b、齿轮轴c均与齿轮轴d啮合连接,齿轮轴a、齿轮轴b、齿轮轴c均与齿环b啮合连接,支撑臂a与齿轮轴d固定连接,支撑臂a与电机c固定连接,电机c其输出轴与带轮c固定连接,带轮c通过皮带b与带轮d转动连接,带轮d通过滚轮a、滚轮b带动支撑臂b与支撑总成e连接。
10.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述吸附总成包括电机d、带轮e、皮带c、带轮f、轴h、带轮g、皮带d、带轮h、齿轮n、连杆轴e、连杆a、连杆b、连杆c、连杆轴f、齿轮o、支撑总成e、连杆d、连杆轴f、连杆g、连杆轨道固定座、轴i、吸盘,电机d其输出轴与带轮e固定连接,带轮e通过皮带c与带轮f转动连接带轮f通过轴h与带轮g固定连接,带轮g通过皮带d与带轮h转动连接,带轮h、齿轮n均与连杆轴e固定连接,连杆轴e与连杆a转动连接,连杆a通过连杆b与连杆c转动连接,连杆c通过连杆轴f与齿轮o转动连接,齿轮n和齿轮o啮合连接,连杆轴f与连杆d转动连接,连杆g与连杆轴e转动连接,连杆d通过连杆轴f与连杆g转动连接,连杆轴f与连杆轨道固定座连接,连杆轨道固定座与连杆轴f连接,连杆轨道固定座与连杆b固定连接,轴h、连杆轴e、连杆轴f均与支撑总成e转动连接,连杆轨道固定座与电机d固定连接。
11.作为本技术方案的进一步优化,本发明一种钣金件取件装置,所述传送带包括装置固定架、传送带,装置固定架与传送带转动连接。
12.本发明一种钣金件取件装置的有益效果为:
13.本发明的一种钣金件取件装置,其有益效果为:通过第一位移系统、第二位移系统控制整个取件装置纵向位移,这扩大了取件时的纵向深度,避免大件物品的转向干涉,通过第三位移系统、吸附总成及实现钣金件的吸取功能。
附图说明
14.下面结合附图和具体实施方法对本发明做进一步详细的说明。
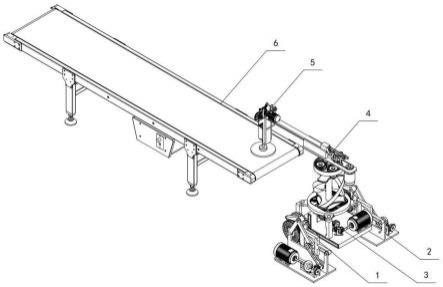
15.图1是本发明的整体结构示意图一;
16.图2是本发明的第一位移系统结构示意图一;
17.图3是本发明的第一位移系统结构示意图二;
18.图4是本发明的第一电机控制系统结构示意图一;
19.图5是本发明的第三位移系统结构示意图一;
20.图6是本发明的吸附总成结构示意图一;
21.图7是本发明的传送带结构示意图一;
22.图中:第一位移系统1;支撑总成a1-1;电机a1-2;联轴器a1-3;异形连轴a1-4;转盘1-5;异形连轴b1-6;轴固定座a1-7;伞齿轮a1-8;伞齿轮b1-9;轴a1-10;带轮a1-11;皮带a1-12;带轮b1-13;轴b1-14;偏心三角轮1-15;支撑总成b1-16;轴c1-17;弧形板1-18;轴d1-19;l型限位杆1-20;齿轮a1-21;轴e1-22;齿轮b1-23;齿轮c1-24;齿轮d1-25;曲柄a1-26;滑动块a1-27;滑动块b1-28;十字连杆1-29;限位块a1-30;轴f1-31;支撑板a1-32;第二位移系统2;第一电机控制系统3;支撑总成c3-1;电机b3-2;联轴器b3-3;连杆轴a3-4;旋转销a3-5;连杆轴b3-6;z型连杆3-7;连杆轴c3-8;旋转销b3-9;连杆轴d3-10;轴固定座b3-11;齿轮e3-12;齿轮f3-13;蜗杆3-14;涡轮3-15;轴g3-16;三角齿轮3-17;齿轮g3-18;齿轮h3-19;齿轮i3-20;齿轮j3-21;齿轮k3-22;齿轮l3-23;齿轮m3-24;齿环a3-25;第三位移系统4;支撑总成d4-1;连杆轴e4-2;齿轮轴a4-3;齿轮轴b4-4;齿轮轴c4-5;齿轮轴d4-6;齿环b4-7;支撑臂a4-8;电机c4-9;带轮c4-10;皮带b4-11;带轮d4-12;支撑总成e4-13;滚轮a4-14;滚轮b4-15;支撑臂b4-16;吸附总成5;电机d5-1;带轮e5-2;皮带c5-3;带轮f5-4;轴h5-5;带轮g5-6;皮带d5-7;带轮h5-8;齿轮n5-9;连杆轴e5-10;连杆a5-11;连杆b5-12;连杆c5-13;连杆轴f5-14;齿轮o5-15;支撑总成e5-16;连杆d5-17;连杆轴f5-18;连杆g5-19;连杆轨道固定座5-20;轴i5-21;吸盘5-22;传送带6;装置固定架6-1;传送带6-2。
具体实施方式
23.下面结合附图对本发明作进一步详细说明。
24.本装置中所述的固定连接是指通过焊接、螺纹固定等方式进行固定,结合不同的使用环境,使用不同的固定方式,所述的转动连接是指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽,通过将弹性挡圈卡在挡圈槽内实现轴承的轴向固定,实现转动,或齿轮之间的啮合转动。
25.具体实施方式一:
26.下面结合图1-7说明本实施方式,一种钣金件取件装置,包括第一位移系统1、第二位移系统2、第一电机控制系统3、第三位移系统4、吸附总成5、传送带6,第一位移系统1、第二位移系统2均与第一电机控制系统相连接,第一电机控制系统3、吸附总成5均与第三位移系统4相连接。
27.具体实施方式二:
28.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述第一位移系统1包括支撑总成a1-1、电机a1-2、联轴器a1-3、异形连轴a1-4、转盘1-5、异形连轴b1-6、轴固定座a1-7、伞齿轮a1-8、伞齿轮b1-9、轴a1-10、带轮a1-11、皮带a1-12、带轮b1-13、轴b1-14、偏心三角轮1-15、支撑总成b1-16、轴c1-17、弧形板1-18、轴d1-19、l型限位杆
1-20、齿轮a1-21、轴e1-22、齿轮b1-23、齿轮c1-24、齿轮d1-25、曲柄a1-26、滑动块a1-27、滑动块b1-28、十字连杆1-29、限位块a1-30、轴f1-31、支撑板a1-32,电机a1-2通过联轴器a1-3与异形连轴a1-4固定连接,异形连轴a1-4通过转盘1-5与异形连轴b1-6转动连接,异形连轴a1-4、异形连轴b1-6均与轴固定座a1-7转动连接,转盘1-5与轴固定座a1-7连接,异形连轴b1-6与伞齿轮a1-8固定连接,伞齿轮a1-8与伞齿轮b1-9啮合连接,伞齿轮b1-9与轴a1-10固定连接,伞齿轮b1-9通过轴a1-10与带轮a1-11固定连接,带轮a1-11通过皮带a1-12与带轮b1-13转动连接,带轮b1-13通过轴b1-14与偏心三角轮1-15固定连接,偏心三角轮1-15与支撑总成b1-16转动连接,支撑总成b1-16与轴c1-17连接,支撑总成b1-16与弧形板1-18固定连接,弧形板1-18与l型限位杆1-20连接,轴d1-19与l型限位杆1-20固定连接,l型限位杆1-20与齿轮a1-21啮合连接,齿轮a1-21通过轴e1-22与齿轮c1-24固定连接,齿轮c1-24与齿轮d1-25转动连接,齿轮d1-25通过曲柄a1-26与滑动块a固定连接,齿轮b1-23与支撑板a1-32固定连接,轴f1-31与支撑板a1-32转动连接,电机a1-2、轴固定座a1-7、支撑板a1-32均与支撑总成a1-1固定连接,轴a1-10、轴b1-14、轴d1-19、轴e1-22均与支撑总成a1-1转动连接。
29.具体实施方式三:
30.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述第二位移系统2所含部件均与第一位移系统1相同,其装配方式、顺序均与第一位移系统1相同,其运行顺序、实现功能均与第一位移系统1相同。
31.具体实施方式四:
32.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述第一电机控制系统3包括支撑总成c3-1、电机b3-2、联轴器b3-3、连杆轴a3-4、旋转销a3-5、连杆轴b3-6、z型连杆3-7、连杆轴c3-8、旋转销b3-9、连杆轴d3-10、轴固定座b3-11、齿轮e3-12、齿轮f3-13、蜗杆3-14、涡轮3-15、轴g3-16、三角齿轮3-17、齿轮g3-18、齿轮h3-19、齿轮i3-20、齿轮j3-21、齿轮k3-22、齿轮l3-23、齿轮m3-24、齿环a3-25,电机b3-2其输出轴通过联轴器b3-3与连杆轴a3-4固定连接,轴a3-4通过旋转销a3-5与连杆轴b3-6转动连接,连杆轴b3-6通过z型连杆3-7与连杆轴c3-8转动连接,连杆轴c3-8通过旋转销b3-9与连杆轴d3-10转动连接,连杆轴a3-4、连杆轴d3-10均与轴固定座b3-11转动连接,连杆轴d3-10与齿轮e3-12固定连接,齿轮e3-12与齿轮f3-13啮合连接,齿轮f3-13与蜗杆3-14固定连接,蜗杆3-14与涡轮3-15啮合连接,涡轮3-15通过轴g3-16与三角齿轮3-17固定连接,三角齿轮3-17通过齿轮g3-18、齿轮h3-19、齿轮i3-20、齿轮j3-21、齿轮k3-22、齿轮l3-23、齿轮m3-24与齿环a3-25啮合连接,电机b3-2、轴固定座b3-11、齿环3-25均与支撑总成c3-1固定连接,蜗杆3-14与支撑总成c3-1转动连接。
33.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述第三位移系统4包括支撑总成d4-1、连杆轴e4-2、齿轮轴a4-3、齿轮轴b4-4、齿轮轴c4-5、齿轮轴d4-6、齿环b4-7、支撑臂a4-8、电机c4-9、带轮c4-10、皮带b4-11、带轮d4-12、支撑总成e4-13、滚轮a4-14、滚轮b4-15、支撑臂b4-16,支撑总成d4-1与连杆轴e4-2固定连接,齿轮轴a4-3、齿轮轴b4-4、齿轮轴c4-5与连杆轴e4-2转动连接,齿轮轴a4-3、齿轮轴b4-4、齿轮轴c4-5均与齿轮轴d4-6啮合连接,齿轮轴a4-3、齿轮轴b4-4、齿轮轴c4-5均与齿环b4-7啮合连接,支撑臂a4-8与齿轮轴d4-6固定连接,支撑臂a4-8与电机c4-9固定连接,电机c4-9其输出轴与带轮c4-10固定连接,带轮c4-10通过皮带b4-11与带轮d4-12转动连接,带轮d4-12通过滚
轮a4-14、滚轮b4-15带动支撑臂b4-16与支撑总成e4-13连接。
34.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述吸附总成5包括电机d5-1、带轮e5-2、皮带c5-3、带轮f5-4、轴h5-5、带轮g5-6、皮带d5-7、带轮h5-8、齿轮n5-9、连杆轴e5-10、连杆a5-11、连杆b5-12、连杆c5-13、连杆轴f5-14、齿轮o5-15、支撑总成e5-16、连杆d5-17、连杆轴f5-18、连杆g5-19、连杆轨道固定座5-20、轴i5-21、吸盘5-22,电机d5-1其输出轴与带轮e5-2固定连接,带轮e5-2通过皮带c5-3与带轮f转动连接5-4带轮f5-4通过轴h5-5与带轮g5-6固定连接,带轮g5-6通过皮带d5-7与带轮h5-8转动连接,带轮h5-8、齿轮n5-9均与连杆轴e5-10固定连接,连杆轴e5-10与连杆a5-11转动连接,连杆a5-11通过连杆b5-12与连杆c5-13转动连接,连杆c5-13通过连杆轴f5-14与齿轮o5-15转动连接,齿轮n5-9和齿轮o5-15啮合连接,连杆轴f5-14与连杆d5-17转动连接,连杆g5-19与连杆轴e5-10转动连接,连杆d5-17通过连杆轴f5-18与连杆g5-19转动连接,连杆轴f5-18与连杆轨道固定座5-20连接,连杆轨道固定座5-20与连杆轴f5-18连接,连杆轨道固定座5-20与连杆b5-12固定连接,轴h5-5、连杆轴e5-10、连杆轴f5-14均与支撑总成e5-16转动连接,连杆轨道固定座5-20与电机d5-1固定连接。
35.下面结合图1-7说明本实施方式,本实施方式对实施方式一作进一步说明,所述传送带6包括装置固定架6-1、传送带6-2,装置固定架6-1与传送带6-2转动连接。
36.本发明的一种钣金件取件装置,其有益效果为:通过第一位移系统1、第二位移系统2控制整个取件装置纵向位移,这扩大了取件时的纵向深度,避免大件物品的转向干涉,电机a1-2启动,其输出轴通过联轴器a1-3带动异形连轴a1-4转动,异形连轴a1-4通过转盘1-5带动异形连轴b1-6转动,异形连轴b1-6带动伞齿轮a1-8转动,伞齿轮a1-8带动伞齿轮b1-9转动,伞齿轮b1-9通过轴a1-10带动带轮a1-11转动,带轮a1-11通过皮带a1-12带动带轮b1-13转动,带轮b1-13通过轴b1-14带动偏心三角轮1-15转动,偏心三角轮1-15转动带动支撑总成b1-16沿轴c1-17滑动,通过支撑总成b1-16前后伸缩运动控制弧形板1-18间歇性挤压l型限位杆1-20间歇性带动齿轮a1-21转动,齿轮a1-21通过轴e1-22带动齿轮c1-24转动,齿轮c1-24带动齿轮d1-25转动,齿轮d1-25通过曲柄a1-26带动滑动块a1-27转动,滑动块a1-27通过滑动块b1-28、限位块a1-30带动十字连杆1-29前后伸缩运动,与第二位移系统2相互匹配,实现了整个取件基座的纵向移动功能。电机b3-2启动,其输出轴通过联轴器b3-3带动连杆轴a3-4转动,连杆轴a3-4通过旋转销a3-5带动连杆轴b3-6转动,连杆轴b3-6通过z型连杆3-7带动连杆轴c3-8转动,连杆轴c3-8通过旋转销b3-9带动连杆轴d3-10转动,此处的设计解决了因空间不足导致两连接轴不在一很横轴的问题,启到狭隘空间的九十度连轴作用,连杆轴d3-10带动齿轮e3-12转动,齿轮e3-12带动齿轮f3-13转动,齿轮f3-13通过蜗杆3-14带动涡轮3-15转动,涡轮3-15带动轴g3-16转动,轴g3-16带动三角齿轮3-17转动,三角齿轮3-17带动齿轮g3-18、齿轮h3-19、齿轮i3-20、齿轮j3-21、齿轮k3-22、齿轮l3-23、齿轮m3-24沿齿环a3-25内啮合转动,此举可以减轻吸附机构吸附大重量钣金件时主轴轴g3-16对周围的倾斜影响,减弱轴对三角齿轮3-17中部孔位的压力及摩擦力,对轴g3-16起到一个较好的保护作用。第三位移系统4安装至第一电机控制系统3的主轴轴g3-16中轴g3-16转动时带动支撑总成d4-1、连杆轴e4-2转动。连杆轴e4-2通过齿轮轴a4-3、齿轮轴b4-4、齿轮轴c4-5带动齿轮轴d4-6转动,该差速设计是缓解轴g3-16的压力,当轴g3-16匀速转动时支撑总成d4-1、连杆轴e4-2则通过上述描述的差速机构呈一定正比例加快转速并稳定,既能
增加主轴轴g3-16的使用寿命也可同时实现第三位移系统4的快速转动,电机c4-9启动,其输出轴带动带轮c4-10转动,带轮c4-10通过皮带b4-11带动带轮d4-12转动,带轮d4-12的上半部分未凸轮状,可通过支撑臂b4-16处的滚轮a4-14、滚轮b4-15与带轮d4-12的转动推举实现支撑臂b4-16的伸缩功能,电机d5-1启动,其输出轴带动带轮e5-2转动,带轮e5-2通过皮带c5-3带动带轮f5-4转动,带轮f5-4通过轴h5-5带动带轮g5-6转动,带轮g5-6通过皮带d5-7带动带轮h5-8转动,带轮h5-8通过连杆轴e5-10带动齿轮n5-9、连杆a5-11转动,齿轮n5-9带动齿轮o5-15转动,齿轮o5-15通过连杆轴f5-14带动连杆c5-13转动,连杆a5-11、连杆c5-13通过连杆b5-12带动轴i5-21伸缩运动,轴i5-21通过吸盘5-22完成对钣金件的吸附工作,同时由于连杆轴f5-18与连杆轨道固定座5-20的接触连接,轴i5-21则在连杆轴f5-18内部伸缩运动,所以轴i5-21通过连杆轴f5-18对连杆轨道固定座5-20的撑力减轻在吸附物件时所产生的晃动。
37.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1