输送检测装置的制作方法
1.本技术涉及检测装置的技术领域,特别是涉及输送检测装置。
背景技术:
2.在pcb板垂直涂布生产过程中,需要监控基板的厚度变化,从而获取涂布的厚度,以便在下一工序进行适应性调整。
3.现有对pcb板进行厚度的检测装置通常包括输送机构以及检测机构,将待检测的pcb板通过输送机构输送至检测机构进行厚度检测,并通过在输送机构上安装推板,利用电机或气缸驱动推板推动待检测的pcb板,以调整pcb板在输送机构上的位置,从而使输送机构能够精准的将pcb板输送至检测机构中的检测位置进行厚度检测,pcb板通过检测位置时位置一致以获得稳定的检测结果。
4.针对上述中的相关技术方案,发明人认为存在以下缺陷:当对miniled等pcb板进行厚度检测时,由于miniled等pcb板的厚度较薄且较脆的特性,此类通过电机或气缸驱动推板推动pcb板时,电机和气缸虽然能够控制行程,但存在推力过大使pcb板发生变形的可能性,造成pcb板的损坏,因此需要进一步改进。
技术实现要素:
5.为了降低推动pcb板时的推力过大而造成pcb板发生损坏的可能性,本技术提供了输送检测装置。
6.本技术提供的输送检测装置采用如下技术方案:输送检测装置,包括输送机构、定位机构以及设置于所述输送机构输送末端的检测机构,所述输送机构包括安装底座、转动连接于所述安装底座的输送辊以及用于驱使所述输送辊转动的转动组件,所述输送辊设置多个并沿所述输送辊的输送方向间隔设置;所述安装底座上固定有位于所述输送辊一侧的对齐板,所述定位机构包括滑移安装于所述安装底座的连接座、滑移安装于所述连接座的滑动座以及用于驱使所述连接座靠近或远离所述对齐板的驱动组件,所述滑动座的上表面固定有穿设于相邻所述输送辊之间的推动柱,所述滑动座与所述连接座之间连接有拉伸弹簧。
7.通过采用上述的技术方案,通过连接座、滑动座以及推动柱的设置,当pcb板通过输送辊输送并移动至推动柱的一侧时,启动驱动组件带动连接座沿输送辊的长度方向滑移,从而带动推动柱移动并将待检测的pcb板朝靠近对齐板的一侧推动,以便于检测机构对pcb板进行厚度检测,保证通过检测机构的pcb板位置一致以获得稳定的检测结果;通过在连接座和推动柱之间设置滑动座,当推动柱移动并抵接于pcb板时,推动柱需要克服pcb板与输送辊之间的摩擦力,连接座移动过程中迫使滑动座与连接座之间发生相向滑移而拉动拉伸弹簧,从而使滑动座能够滑移一定的距离,拉伸弹簧用于缓冲推动柱与pcb板抵接时的推力,降低推动柱推动pcb板时的推力过大而造成pcb板发生损坏的可能性。
8.可选的,所述安装底座安装有滑轨,所述滑轨的长度方向与所述输送辊的轴向一
致,所述连接座滑移安装于所述滑轨;所述驱动组件包括第一主动轮、第一从动轮、第一皮带以及驱动电机,所述第一主动轮和所述第一从动轮均转动连接于安装底座且所述第一主动轮和所述第一从动轮对称分布于滑轨的两端,所述第一皮带绕设于所述第一主动轮和所述第一从动轮之间,所述第一皮带为橡胶皮带,所述连接座的侧壁固定于所述第一皮带的侧壁;所述驱动电机固定于所述安装底座的侧壁,所述驱动电机的输出轴同轴连接于所述第一主动轮。
9.通过采用上述的技术方案,通过第一主动轮、第一从动轮、第一皮带以及驱动电机的设置,启动驱动电机带动第一主动轮转动,在第一皮带的啮合传动下带动第一从动轮转动,第一皮带绕第一主动轮和第一从动轮转动过程中,能够带动连接座沿滑轨的长度方向滑动,另外,通过控制驱动电机正转或反转,便能够驱使连接座沿滑轨的长度方向做往复移动,以便于推动柱对pcb板的推动作用;另一方面,将第一皮带设置为橡胶皮带,橡胶皮带具有一定的弹性恢复能力,推动柱推动pcb板并克服pcb板与输送辊之间的摩擦力时,橡胶皮带能够发生变形而伸长,从而提高推动柱的缓冲效果,进一步降低推动柱对pcb板的推动力过大而导致pcb板发生损坏的可能性。
10.可选的,所述推动柱远离所述滑动座的一端安装有位于所述输送辊上方的第一喷气嘴,所述第一喷气嘴的出气口朝向所述对齐板且所述第一喷气嘴的出气方向与所述输送辊的轴向之间呈锐角设置,所述第一喷气嘴用于迫使pcb板朝靠近所述对齐板的一侧的吹动;所述安装底座的一侧安装有多个位于所述输送辊上方的第二喷气嘴,所有第二喷气嘴沿所述输送辊的输送方向间隔设置,所有第二喷气嘴的出气口均朝向所述推动柱且所有第二喷气嘴的出气方向与所述输送辊之间呈锐角设置,所述第二喷气嘴用于迫使pcb板朝远离所述对齐板的一侧吹动。
11.通过采用上述的技术方案,通过第一喷气嘴和第二喷气嘴的设置,当推动柱推动pcb板朝对齐板的一侧移动并接近对齐板时,此时停止驱动组件对推动柱的推动作用,同时启动第二喷气嘴进行吹气,第二喷气嘴吹出的气体能够使pcb板朝靠近推动柱的一侧吹动,从而抵消pcb板的滑移惯性而停止移动,降低推动柱推动pcb板时,pcb板的移速过大而猛烈撞击对齐板的可能性;当第二喷气嘴迫使pcb板停止移动后,启动第一喷气嘴向pcb板进行吹气,第一喷气嘴吹出的气体能够缓慢将pcb板吹动并迫使pcb板移动至对齐板,以便于检测机构对pcb板进行检测作业。
12.可选的,所述安装底座的侧壁滑移安装有位于所述输送辊上方的安装板,所有第二喷气嘴均安装于所述安装板,所述安装板设有用于驱使所述安装板靠近或远离所述推动柱的移动组件,当所述推动柱朝靠近所述安装板的一侧移动时,所述移动组件迫使所述安装板朝靠近所述推动柱的一侧移动。
13.通过采用上述的技术方案,通过安装板和移动组件的设置,第二喷气嘴对pcb板进行吹气迫使pcb板停止继续移动的过程中,通过移动组件带动安装板朝靠近推动柱的一侧移动,安装板的滑移方向与第二喷气嘴吹出的气体流速形成速度叠加,从而进一步提高第二喷气嘴吹出的气体对pcb板的阻停效果,降低pcb板移速过大导致第二喷气嘴吹出的气体无法迫使pcb板停止移动而碰撞到对齐板侧壁的可能性。
14.可选的,所述安装底座的侧壁固定有固定板,所述安装板滑移安装于所述固定板;所述移动组件包括移动座和连接杆,所述移动座的侧壁滑移安装于所述滑轨且与所述第一
皮带的侧壁固定连接,当所述驱动电机驱使所述第一皮带绕所述第一主动轮和所述第一从动轮转动时,所述第一皮带迫使所述连接座和所述移动座相互靠近或相互远离;所述连接杆一端连接于所述移动座,另一端连接于所述安装板。
15.通过采用上述的技术方案,通过移动座和连接杆的设置,安装板和移动座之间通过连接杆固定连接,驱动电机带动推动柱推动pcb板的过程中,第一皮带能够带动移动座在滑轨上滑移并迫使移动座朝靠近推动柱的一侧移动,从而使推动柱与第二喷气嘴相互靠近,以便于第二喷气嘴对pcb板进行阻停。
16.可选的,所述固定板靠近安装板的板面开设有移动槽,所述移动槽的长度方向与所述输送辊的长度方向一致,所述安装板靠近所述固定板的侧壁固定有转动轴,所述转动轴的外周壁转动连接有移动块,所述连接杆的一端固定于所述移动块,所述移动块滑移安装于所述移动槽,所述安装板通过所述移动块滑移并转动连接于所述固定板;所述固定板设有用于驱使所述安装板转动的旋转组件,当所述安装板带动所述第二喷气嘴移动至所述移动槽靠近所述推动柱的一端槽口时,所述旋转组件带动所述安装板转动并迫使所述第二喷气嘴的出气口正对于pcb板。
17.通过采用上述的技术方案,通过移动块和转动组件的设置,当推动柱推动pcb板移动至移动槽靠近推动柱的一端槽口时,通过转动组件带动安装板转动并迫使第二喷气嘴的出气口正对于pcb板,接着通过输送辊输送pcb板,使pcb板进入检测机构进行检测,输送辊将pcb板输送至检测机构的过程中启动第二喷气嘴对pcb板的上表面进行吹气,第二喷气嘴吹出的气体能够将pcb板紧贴于输送辊的上方,降低输送辊对pcb板进行输送时,pcb板发生起翘而干扰检测机构对pcb板进行检测的可能性,提高对pcb板的检测精度。
18.可选的,所述旋转组件包括顶杆以及扭簧,所述顶杆固定安装于所述固定板且所述顶杆位于所述移动槽靠近所述推动柱的一侧,当所述移动块移动至所述移动槽靠近推动柱的一端槽口时,所述顶杆抵接于所述安装板并迫使所述第二喷气嘴的出气方向转动至竖直状态;所述扭簧安装于所述安装板和所述移动块之间,所述扭簧常态使所述第二喷气嘴的出气方向转动至与所述输送辊的轴向呈锐角设置。
19.通过采用上述的技术方案,通过顶杆和扭簧的设置,扭簧常态使第二喷气嘴的出气方向转动至与输送辊的轴向呈锐角设置,以便于第二喷气嘴对pcb板进行阻停作用,当移动座带动安装板移动至移动槽的一端槽口过程中,顶杆能够推动安装板并迫使安装板绕转动轴转动,从而将第二喷气嘴的出气口正对于pcb板,提高整体结构的操作便捷性。
20.可选的,所述推动柱设置多个并沿所述输送辊的输送方向间隔设置,每一所述推动柱均穿设于相邻所述输送辊之间并延伸至所述输送辊的上方,每一所述推动柱远离所述滑动座的一端均固定有所述第一喷气嘴。
21.通过采用上述的技术方案,通过设置多个推动柱和多个第一喷气嘴,多个推动柱能够提高对pcb板的接触面积,使推动柱推动pcb板时,pcb板能够保持平稳顺滑的移动至对齐板的一侧,降低pcb板移动过程中发生位置偏移的可能性。
22.可选的,所述滑动座固定有限位柱,所述连接座开设有贯穿所述连接座的限位槽,所述限位柱远离所述滑动座的一端穿设于所述限位槽并连接有用于限制所述限位柱脱离所述限位槽的限位件。
23.通过采用上述的技术方案,通过限位柱的设置,当滑动座相对连接座的滑移距离
过大时,导致拉伸弹簧发生过大的形变而存有过大的弹力,拉伸弹簧过大的弹力存在将pcb板弹出的可能性,限位柱能够限制滑动座和连接座之间的最大相对滑移距离,降低拉伸弹簧形变量过大而将pcb板弹出的可能性,提高整体结构的稳定性。
24.可选的,所述转动组件包括转动连接于所述安装底座的主动辊以及用于驱使所述主动辊转动的转动电机,所述主动辊的轴向与所述输送辊的轴向垂直设置,所述主动辊的外周壁固定有多个第一磁力轮,每一所述输送辊的一端外周壁均固定有第二磁力轮,所有第一磁力轮与所有第二磁力轮一一对应设置,每一所述第一磁力轮均与对应的所述第二磁力轮磁力传动。
25.通过采用上述的技术方案,通过主动辊以及转动电机的设置,启动转动电机带动主动辊转动,在第一磁力轮和第二磁力轮的磁力传动下,能够带动所有输送辊同步转动,进而使pcb板能够沿输送辊的输送方向传送;磁力传动具有动力传递能力高,无噪音以及无需更换部件等特性,能够提高整体结构的实用性能。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过连接座、滑动座以及推动柱的设置,当pcb板通过输送辊输送并移动至推动柱的一侧时,启动驱动组件带动连接座沿输送辊的长度方向滑移,从而带动推动柱移动并将待检测的pcb板朝靠近对齐板的一侧推动,以便于检测机构对pcb板进行厚度检测,保证通过检测机构的pcb板位置一致以获得稳定的检测结果;通过在连接座和推动柱之间设置滑动座,当推动柱移动并抵接于pcb板时,推动柱需要克服pcb板与输送辊之间的摩擦力,连接座移动过程中迫使滑动座与连接座之间发生相向滑移而拉动拉伸弹簧,从而使滑动座能够滑移一定的距离,拉伸弹簧用于缓冲推动柱与pcb板抵接时的推力,降低推动柱推动pcb板时的推力过大而造成pcb板发生损坏的可能性;2.通过第一喷气嘴和第二喷气嘴的设置,当推动柱推动pcb板朝对齐板的一侧移动并接近对齐板时,此时停止驱动组件对推动柱的推动作用,同时启动第二喷气嘴进行吹气,第二喷气嘴吹出的气体能够使pcb板朝靠近推动柱的一侧吹动,从而抵消pcb板的滑移惯性而停止移动,降低推动柱推动pcb板时,pcb板的移速过大而猛烈撞击对齐板的可能性;当第二喷气嘴迫使pcb板停止移动后,启动第一喷气嘴向pcb板进行吹气,第一喷气嘴吹出的气体能够缓慢将pcb板吹动并迫使pcb板移动至对齐板,以便于检测机构对pcb板进行检测作业;3.通过移动块和转动组件的设置,当推动柱推动pcb板移动至移动槽靠近推动柱的一端槽口时,通过转动组件带动安装板转动并迫使第二喷气嘴的出气口正对于pcb板,接着通过输送辊输送pcb板,使pcb板进入检测机构进行检测,输送辊将pcb板输送至检测机构的过程中启动第二喷气嘴对pcb板的上表面进行吹气,第二喷气嘴吹出的气体能够将pcb板紧贴于输送辊的上方,降低输送辊对pcb板进行输送时,pcb板发生起翘而干扰检测机构对pcb板进行检测的可能性,提高对pcb板的检测精度。
附图说明
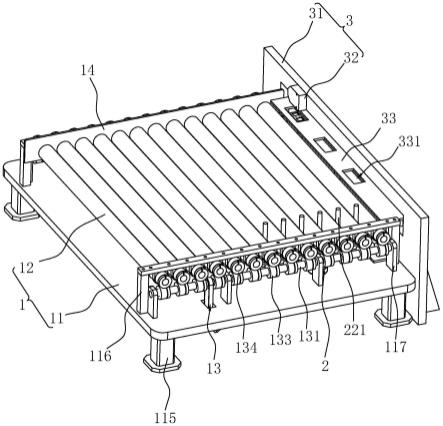
27.图1是实施例1的整体结构示意图;图2是实施例1的爆炸示意图;图3是实施例1体现定位机构的局部剖视图;
图4是图3中a处的放大图;图5是实施例2的局部剖视图;图6是实施例3的整体结构示意图;图7是实施例3体现移动组件和旋转组件的局部剖视图。
28.附图标记说明:1、输送机构;11、安装底座;111、滑轨;112、第二喷气嘴;113、安装板;1131、转动轴;1132、移动块;114、固定板;1141、移动槽;115、支腿;116、安装架;117、支架;12、输送辊;13、转动组件;131、主动辊;132、转动电机;133、第一磁力轮;134、第二磁力轮;135、第二主动轮;136、第二从动轮;137、第二皮带;14、对齐板;2、定位机构;21、连接座;211、限位槽;212、第二连接条;22、滑动座;221、推动柱;222、拉伸弹簧;223、第一喷气嘴;224、限位柱;225、限位件;226、滑动槽;227、交叉滚子导轨;228、第一连接条;23、驱动组件;231、第一主动轮;232、第一从动轮;233、第一皮带;234、驱动电机;3、检测机构;31、检测板;311、出板口;32、位置传感器;33、过渡板;331、避让槽;4、移动组件;41、移动座;42、连接杆;5、旋转组件;51、顶杆;52、扭簧。
具体实施方式
29.以下结合附图1-7对本技术作进一步详细说明。
30.实施例1:本技术实施例公开了输送检测装置。
31.参照图1、图2,输送检测装置,包括输送机构1、定位机构2以及检测机构3,输送机构1包括安装底座11、输送辊12以及转动组件13,本实施例中,安装底座11的下表面固定安装有多个支腿115,安装底座11通过支腿115架设于地面;安装底座11的上表面固定有两个间隔设置的安装架116,输送辊12位于两个安装架116之间且输送辊12的两端分别转动连接于两个安装架116,本实施例中,输送辊12设置多个并沿安装架116的长度方向间隔设置。
32.参照图1、图2,安装底座11的上表面固定安装有支架117,转动组件13包括主动辊131和转动电机132,主动辊131转动连接于支架117,主动辊131通过支架117架设于安装底座11的上表面,本实施例中,主动辊131的轴向于输送辊12的轴向呈垂直设置;主动辊131的外周壁固定安装有第一磁力轮133,第一磁力轮133设置多个并沿主动辊131的长度方向间隔设置,每一输送辊12的一端外周壁均固定安装有第二磁力轮134,所有第一磁力轮133和所有第二磁力轮134一一对应设置且每一第一磁力轮133均与对应的第二磁力轮134磁力传动。
33.参照图1、图2,转动电机132固定安装于安装底座11的下表面,转动电机132的输出轴同轴固定有第二主动轮135,主动辊131的外周壁同轴固定有第二从动轮136,第二主动轮135与第二从动轮136之间绕设有第二皮带137;如此设计,启动转动电机132,主动辊131在第二主动轮135、第二从动轮136以及第二皮带137的作用下转动,并通过第一磁力轮133和第二磁力轮134的传动下带动所有输送辊12同步转动,实现对pcb板的输送效果。
34.参照图1、图2,检测机构3包括检测板31以及位置传感器32,位置传感器32用于对pcb板进行厚度检测;本实施例中,检测板31竖直设置且检测板31位于输送辊12的输出末端,检测板31靠近输送辊12的板面开设有贯穿检测板31的出板口311;出板口311的两端槽口沿输送辊12的长度方向延伸设置,出板口311与输送辊12相对设置;位置传感器32设置有
两个且两个位置传感器32对称分布于出板口311的上下两侧;如此设计,沿输送辊12输送的pcb板通过出板口311的过程中,两个位置传感器32能够对pcb板进行厚度检测,从而获取涂布的厚度。
35.参照图1、图2,检测板31与输送辊12输送末端之间架设有过渡板33,本实施例中,过渡板33呈水平设置且过渡板33的上表面与出板口311保持平齐,过渡板33的板面开设有多个用于避让位置传感器32的避让槽331;如此设计,过渡板33起到输送辊12和检测板31之间的连接作用,填补输送辊12和检测板31之间的间隙,降低pcb板经过输送辊12和检测板31之间的间隙而发生起翘的可能性,提高整体结构的输送稳定性。
36.参照图1、图3,安装底座11的上表面固定安装有对齐板14,对齐板14位于输送辊12的一侧,定位机构2用于将输送辊12输送的pcb板朝靠近对齐板14的一侧推送,以便于检测机构3对pcb的厚度检测作业,保证通过位置传感器32的pcb板位置一致以获得稳定的检测结果。
37.参照图3、图4,安装底座11的上表面固定安装有滑轨111,滑轨111的长度方向与输送辊12的长度方向一致;定位机构2包括连接座21、滑动座22以及驱动组件23,连接座21滑移安装于滑轨111上,滑动座22位于连接座21远离对齐板14的一侧,滑动座22靠近连接座21的侧壁开设有滑动槽226,连接座21滑移安装于滑动槽226,滑动座22与连接座21之间安装有交叉滚子导轨227(交叉滚子导轨227为现有技术手段,在此不对其作过多阐述,且图中未体现其内部结构),滑动座22通过滑动槽226和交叉滚子导轨227滑移安装于连接座21。
38.参照图3、图4,滑动座22的上表面固定安装有推动柱221,本实施例中,推动柱221设置多根且所有推动柱221沿输送辊12的输送方向间隔设置,每一输送辊12远离滑动座22的一端均穿设于相邻输送辊12之间并延伸至输送辊12的上方。
39.参照图3、图4,驱动组件23包括第一主动轮231、第一从动轮232、第一皮带233以及驱动电机234,第一主动轮231和第一从动轮232均转动连接于安装底座11的上表面,第一主动轮231和第一从动轮232对称分布于滑轨111的两端且第一从动轮232位于第一主动轮231远离对齐板14的一侧;第一皮带233绕设于第一主动轮231和第一从动轮232之间,本实施例中,第一皮带233设置为橡胶皮带,连接座21的侧壁固定安装于第一皮带233的侧壁。
40.参照图3、图4,驱动电机234固定安装于安装底座11的下表面,驱动电机234的输出轴贯穿安装底座11的板面并同轴连接于第一主动轮231;如此设计,通过驱动电机234带动第一皮带233绕第一主动轮231和第一从动轮232转动,并通过控制驱动电机234进行间歇性正转和反转,第一皮带233能够带动连接座21沿滑轨111的长度方向往复滑移,从而能够迫使推动柱221能够推动pcb板靠近对齐板14,以便于检测机构3对pcb板进行厚度检测。
41.参照图3、图4,滑动座22与连接座21之间安装有拉伸弹簧222;滑动座22的上表面固定安装有第一连接条228,连接座21的上表面固定安装有第二连接条212,拉伸弹簧222一端固定连接于第一连接条228靠近第二连接条212的侧壁,另一端固定连接于第二连接条212靠近第一连接条228的侧壁,本实施中,拉伸弹簧222设置多个并沿第一连接条228的长度方向间隔设置。
42.参照图3、图4,第一连接条228靠近第二连接条212的侧壁固定安装有限位柱224,第二连接条212靠近第一连接条228的侧壁开设有限位槽211,限位槽211为贯穿第二连接条212两相对侧壁的通槽;限位柱224远离第一连接条228的一端穿设于限位槽211并连接有限
位件225,本实施例中,限位件225设置为限位块,限位块的外径大于限位槽211的内径;如此设计,通过限位柱224的设置,限位柱224能够限制滑动座22与连接座21之间的最大滑移距离,降低滑动座22相对于连接座21滑移距离过大时,拉伸弹簧222存有过大的弹力而导致推动柱221将pcb板弹出的可能性。
43.本技术实施例1的实施原理为:对pcb板进行位置调整时,启动驱动电机234带动连接座21沿滑轨111的长度方向滑移,迫使连接座21朝靠近对齐板14的一侧移动,连接座21带动滑动座22和推动柱221朝靠近对齐板14的一侧移动过程中,当推动柱221抵接于pcb板时,滑动座22需要克服pcb板与输送辊12之间的摩擦力而相对于连接座21发生滑移,从而拉动拉伸弹簧222并迫使限位柱224沿限位槽211滑移,形成滑移缓冲空间,降低推动柱221推动pcb板的推力过大而造成pcb板发生弯曲变形的可能性。
44.实施例2:本技术实施例公开了输送检测装置。
45.参照图5,本技术实施例公开的输送检测装置与实施例1的区别在于:每一推动柱221远离滑动座22的端面均固定安装有第一喷气嘴223,每一第一喷气嘴223的出气口均朝向对齐板14且第一喷气嘴223的出气方向与输送辊12的轴向之间呈锐角设置,第一喷气嘴223用于迫使pcb板朝靠近对齐板14的一侧的吹动。
46.参照图5,对齐板14远离安装底座11的侧壁固定安装有第二喷气嘴112,第二喷气嘴112设置多个并沿输送辊12的输送方向间隔设置,所有第二喷气嘴112的出气口均朝向推动柱221且所有第二喷气嘴112的出气方向与输送辊12之间呈锐角设置,第二喷气嘴112用于迫使pcb板朝远离对齐板14的一侧吹动;本实施例中,第一喷气嘴223和第二喷气嘴112均通过抱箍与推动柱221或对齐板14固定连接。
47.本技术实施例2的实施原理为:当推动柱221推动pcb板朝对齐板14的一侧移动并接近对齐板14时,停止驱动电机234对推动柱221的推动作用,然后启动第二喷气嘴112进行喷气,第二喷气嘴112喷出的气体能够吹动pcb板,迫使pcb板停止向对齐板14的一侧移动,降低推动柱221推动pcb板时,pcb板的惯性过大而滑移撞击对齐板14的可能性;当第二喷气嘴112迫使pcb板停止移动后,启动第一喷气嘴223进行喷气,第一喷气嘴223喷出的气体能够重新吹动pcb板并迫使pcb板朝靠近对齐板14的一侧移动,通过控制第一喷气嘴223气体的流速,能够将pcb板缓慢吹向对齐板14,降低pcb板移速过快撞击到对齐板14而发生损坏的可能性。
48.实施例3:本技术实施例公开了输送检测装置。
49.参照图6、图7,本技术实施例公开的输送检测装置与实施例2的区别在于:安装架116的上表面架设有位于对齐板14上方的固定板114,本实施例中,固定板114设置有两个并沿输送辊12的输送方向间隔设置,每一固定板114的长度方向均与输送辊12的长度方向一致,两个固定板114之间滑移安装有安装板113,本实施例中,所有第二喷气嘴112均固定安装于安装板113的板面。
50.参照图6、图7,两个固定板114相互靠近的板面均开设有移动槽1141,移动槽1141的两端槽口沿固定板114的长度方向延伸设置,安装板113靠近固定板114的两相对侧壁均设置有移动块1132,每一移动块1132均滑移安装于对应的移动槽1141,安装板113通过移动
块1132滑移安装于移动槽1141,安装板113安装有用于驱使安装板113沿移动槽1141的长度方向移动的移动组件4。
51.参照图6、图7,移动组件4包括移动座41和连接杆42,移动座41滑移安装于滑轨111且移动座41位于连接座21靠近对齐板14的一侧,移动座41的侧壁与第一皮带233的侧壁固定连接,当驱动电机234带动第一皮带233绕第一主动轮231和第一从动轮232转动时,第一皮带233迫使连接座21和移动座41相互靠近或相互远离;连接杆42一端固定安装于移动座41的侧壁,另一端伸出安装架116外侧并与移动块1132的侧壁固定连接;如此设计,移动座41沿滑轨111滑移过程中能够推动移动块1132在移动槽1141内滑移,进而驱使安装板113靠近或远离推动柱221,当安装板113带动第二喷气嘴112朝靠近推动柱221的一侧移动时,安装板113的移速和第二喷气嘴112气体的流速之间相互叠加,进而提高第二喷气嘴112对pcb板的阻停效果。
52.参照图6、图7,安装板113靠近固定板114的两相对侧壁固定有转动轴1131,移动块1132转动安装于转动轴1131的外周壁,安装板113通过转动轴1131和移动块1132转动并滑移安装于两个固定板114之间,安装板113的板面常态与安装底座11的板面之间呈锐角设置,每一固定板114均安装有用于驱使安装板113转动的旋转组件5,当安装板113带动第二喷气嘴112移动至移动槽1141靠近推动柱221的一端槽口时,旋转组件5带动安装板113转动并迫使第二喷气嘴112的出气口正对于pcb板。
53.参照图6、图7,旋转组件5包括顶杆51和扭簧52,顶杆51固定安装于两固定板114相互靠近的板面,顶杆51的轴向与移动槽1141的长度方向一致且顶杆51位于移动槽1141靠近推动柱221的一侧;当移动块1132移动至移动槽1141靠近推动柱221的一端槽口时,顶杆51抵接于安装板113的板面并迫使第二喷气嘴112的出气方向转动至竖直状态;扭簧52安装于安装板113和移动块1132之间,扭簧52一端固定安装安装板113靠近移动块1132的侧壁,另一端固定安装于移动块1132靠近安装板113的侧壁,扭簧52常态迫使安装板113的板面转动至与安装底座11的板面之间呈锐角设置。
54.本技术实施例3的实施原理为:推动柱221推动pcb板朝靠近对齐板14的一侧移动过程中,移动座41同步带动安装板113朝靠近推动柱221的一侧移动,从而迫使安装板113与推动柱221相互靠近,当pcb板移动至接近对齐板14时,启动第二喷气嘴112对pcb板进行吹气,第二喷气嘴112的气体流速与安装板113的移速之间形成叠加效果,进一步提高第二喷气嘴112的阻停效果;当移动块1132移动至移动槽1141靠近推动柱221的一端槽口时,顶杆51能够推动安装板113转动并迫使第二喷气嘴112的出气口正对于pcb板;接着通过第一喷气嘴223将pcb板缓慢吹至与对齐板14贴合后,启动输送辊12将pcb板输送至检测机构3进行厚度检测,输送辊12输送过程中再次启动第二喷气嘴112向pcb板进行吹气,第二喷气嘴112吹出的气体能够将pcb板朝靠近输送辊12的一侧推动并迫使pcb板紧贴于输送辊12,使pcb板能够平稳顺滑地通过出板口311,降低输送辊12输送pcb板过程中,pcb板发生起翘而导致位置传感器32检测精度降低的可能性。
55.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1