一种采血管自动下料装盒设备及其方法与流程
本发明涉及采血管生产,尤其涉及一种采血管自动下料装盒设备及其方法。
背景技术:
1、一次性真空采血管由于其一次性使用的特性,其有着超高的需求量,传统的注塑模具加工生产已无法满足市场需求,现有的加工生产方式通过采血管注塑模具(例如中国实用新型专利公开号为cn217373240u公开的一种临床生化检测用真空采血管群腔精密注塑模具),该注塑模具实现一模多腔注塑,一次性能注塑出多个采血管,提升注塑效率,但采血管注塑完成后,都要通过人工将模具上成型的采血管统一取下,再将取下的采血管统一装至采血管盒内,便于输送至后续检测部对采血管进行质量检测。通过人工进行下料转移装盒,导致采血管下料装盒效率较低,最终导致采血管整体的生产效率较低。
技术实现思路
1、本发明所要解决的是现有的采血管注塑成型后通过人工下料装盒,整体效率较低的技术问题,提供了一种实现对采血管进行自动化下料装盒,大大提升下料装盒效率,进而提升整体采血管生产效率的采血管自动下料装盒设备。
2、为本发明之目的,采用以下技术方案予以实现:
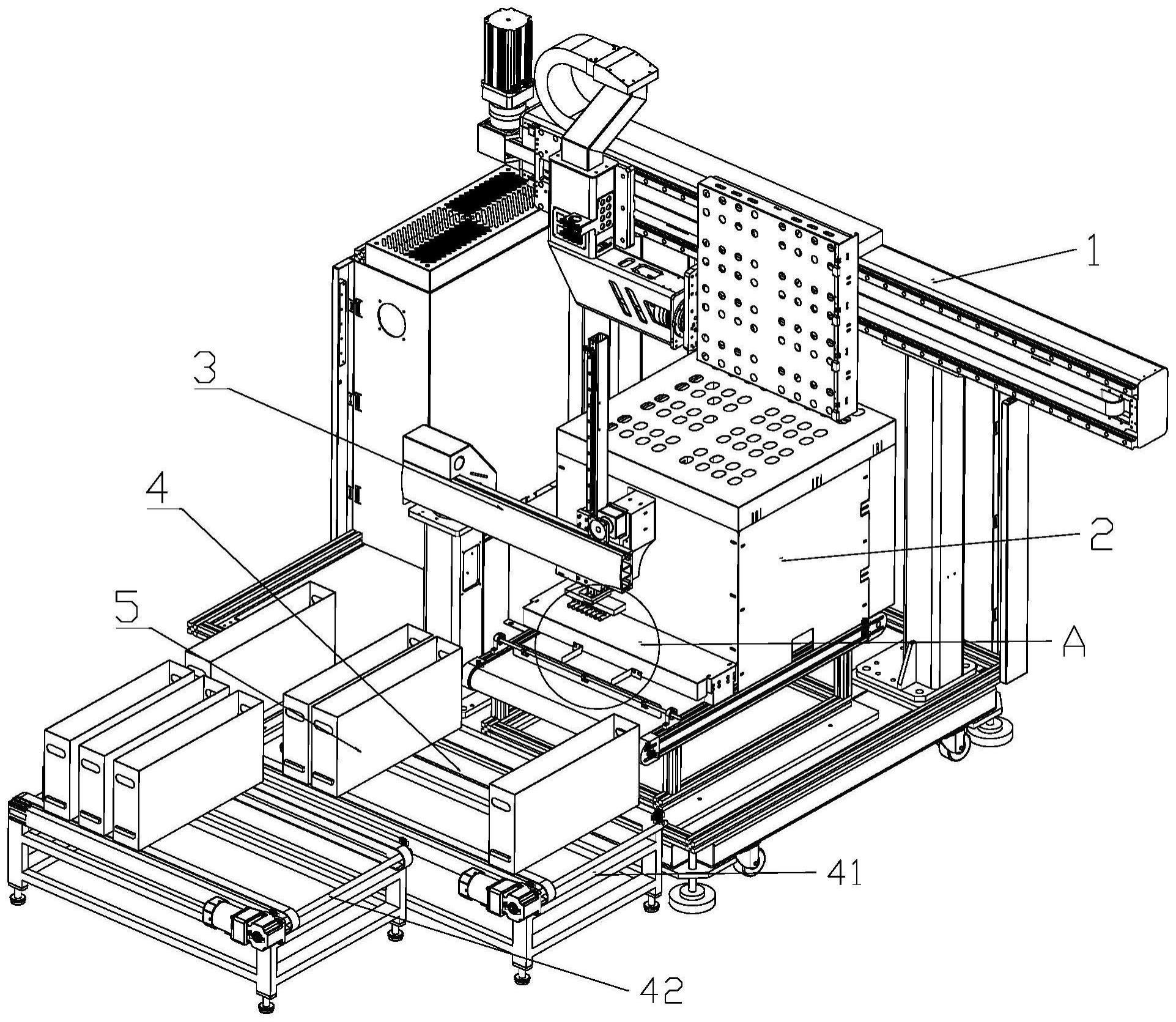
3、一种采血管自动下料装盒设备,包括机架、吸取装置、输送装置、转移装置和装盒装置;所述吸取装置、输送装置、转移装置和装盒装置分别设置在机架上;所述输送装置衔接在所述吸取装置的下方;所述转移装置位于所述输送装置的出料端侧上方;所述装盒装置衔接在所述输送装置的出料端侧;所述吸取装置用于将注塑好的多个采血管吸取转移至所述输送装置上;所述输送装置用于将采血管一排排整列后输送至所述转移装置处,所述转移装置用于将一排整列后的采血管吸取转移至装盒装置上的采血管盒内;所述装盒装置用于将装满采血管的采血管盒输送下料。该设备能够实现自动将采血管注塑模具注塑后的采血管一次性全部吸取,吸取后直接转移至输送装置上,并通过输送装置输送至转移装置,通过转移装置放入至装盒装置的采血管盒内,并通过装盒装置将装满采血管的采血管盒输送下料,通过自动化输送大大提升输送装盒效率,代替人工从模具上取料装料,省时省力,提升采血管整体生产效率。
4、作为优选,所述吸取装置包括吸取支架、吸取水平驱动组件、吸取水平移动板、吸取电机和吸取转板;所述吸取支架设置在机架上,所述吸取水平驱动组件呈水平方向设置在吸取支架上;所述吸取水平移动板设置在吸取水平驱动组件的驱动部上,并驱动吸取水平移动板进行水平移动;所述吸取电机通过吸取电机支架设置在吸取水平移动板上,且吸取电机呈水平设置;所述吸取转板连接在吸取电机的旋转部上,且吸取转板上设置有多个阵列排列的采血管吸孔。通过吸取水平驱动组件便于带动吸取水平移动板进行水平移动定位,通过吸取电机能够带动吸取转板进行旋转,从而便于使吸取转板水平移动至前后两块模具之间,并通过采血管吸孔一次性将模具上的所有注塑好的采血管吸取,吸取后移动至输送装置处,通过吸取电机带动吸取转板翻转将所有注塑好的采血管放至输送装置上,大大提升采血管下料转移效率,并且通过机械化动作,提升精准度,省时省力。
5、作为优选,所述吸取水平驱动组件包括吸取水平电机和吸取输送带;所述吸取水平电机设置在吸取支架的一端,且吸取水平电机呈纵向设置,所述吸取水平电机的旋转部上连接有主动轮;所述吸取支架另一端转动连接有与主动轮相对齐的从动轮;所述吸取输送带张紧连接在主动轮和从动轮上;所述水平移动板固定连接在所述吸取输送带上,且水平移动板和吸取支架之间至少设置有一条吸取水平滑轨组。通过吸取水平驱动组件上的吸取水平电机带动吸取输送带转动,从而能够精准的带动水平移动板进行水平移动定位,并且通过吸取水平滑轨组能够提升水平移动板的移动流畅性和顺滑性,进而能够进一步确保定位精度。
6、作为优选,所述输送装置包括输送支架、输送驱动电机、传送带、整列机构和挡料机构;所述输送支架呈前后方向设置在机架上,所述输送驱动电机连接在所述输送支架上,所述传送带转动连接在输送支架上,且所述输送驱动电机用于驱动输送驱动电机转动输送;所述整列机构包括整列罩和整列架;所述整列罩设置在输送支架上且位于所述传送带上方;整列罩的顶面设置有呈阵列排布的多个送料通孔;所述整列罩的出料端侧底部设置有整列输送出口;所述整列架设置在整列罩内,所述整列架上设置有呈阵列排布的多条整列通道;每条整列通道的顶部与一列送料通孔相连通,且每条所述整列通道的出口与所述整列输送出口相通,且每条整列通道呈前后方向设置,整列通道左右方向的宽度与采血管的宽度相匹配;所述挡料机构设置在输送支架上且位于整列输送出口的出料端侧,挡料机构用于进行挡料并使一排采血管整齐排列。通过整列罩上的送料通孔便于与采血管吸孔一一对应,便于使吸取装置吸取的采血管精准的放入至整列罩内,并且通过整列架能够形成多条整列通道,使由送料通孔落下的采血管进入至整列通道,并且通过整列通道能够对采血管进行限位,从而能够使采血管只能呈前后方向排列输送,进而方便进行整列,通过挡料机构能够使从整列输送出口输送出的一排采血管对齐设置,便于转移装置进行统一吸取的同时确保采血管的整齐度,也便于后续装盒处理。
7、作为优选,所述挡料机构包括第一连接座、第二连接座、挡料连接杆和挡料连接板;所述第一连接座和第二连接座分别对齐设置在输送支架的左右两侧,所述挡料连接杆的两端分别连接在第一连接座和第二连接座上,所述挡料连接板通过至少一个挡料连接块固定连接在挡料连接杆上,且挡料连接板呈纵向设置;所述整列输送出口处设置有出口限位组件;所述出口限位组件包括第一限位固定块、第二限位固定块和出口限位盖;所述第一限位固定块和第二限位固定块分别对齐设置在输送支架的左右两侧,所述出口限位盖的两端分别连接在第一限位固定块和第二限位固定块上,且出口限位盖与所述传送带的间距仅限于一个采血管的高度通过。通过第一连接座和第二连接座便于将挡料连接杆进行固定,从而进一步提升对挡料连接板的连接牢固度和稳定度,进而能够在对采血管进行输送时,防止一段时间后将挡料连接板顶偏,确保挡料连接板始终保持竖直位置,拉长需要调节的时常,省时省力。通过出口限位组件能够在输送处整列输送出口时,能够确保只有一排采血管并且没有堆叠,从而进一步提升整齐度也方便后续进行统一转移装盒。
8、作为优选,所述转移装置包括转移支架、转移旋转电机、转移摆臂、转移连接板、转移升降驱动机构、转移升降竖杆和转移升降横板;所述转移支架设置在机架上,所述转移旋转电机呈纵向设置在转移支架上,所述转移摆臂连接在转移旋转电机的旋转部,且使转移摆臂呈水平方向来回转动;所述转移连接板设置在转移摆臂上;所述转移升降驱动机构设置在转移连接板上,所述转移升降竖杆设置在转移升降驱动机构的驱动部上,且使转移升降竖杆升降移动;所述转移升降横板连接在转移升降竖杆的底部;且转移升降横板上沿横向并列设置有多个采血管吸头。通过转移旋转电机能够带动转移摆臂上的转移升降驱动机构进行90°旋转,并且通过转移升降驱动机构能够带动转移升降竖杆进行升降移动,同时通过转移升降横板上的采血管吸头便于将一排输送出来的采血管统一进行吸取,从而便于整齐的装入至采血管盒内,提升转移精度和装盒效率。
9、作为优选,所述转移升降驱动机构为转移升降驱动气缸;所述转移升降驱动气缸的缸体设置在转移连接板上;转移升降驱动气缸的伸缩杆与所述转移升降竖杆连接,并用于驱动转移升降竖杆升降;所述转移升降竖杆与转移连接板之间还设置有至少一根转移升降滑轨。通过转移升降驱动气缸能够简单快捷有效的实现转移升降竖杆进行升降移动,同时也能够通过电机带动电机轮转动从而带动驱动带转动,使转移升降竖杆连接在驱动带上进行升降移动的方式来实现。
10、作为优选,所述装盒装置包括第一输送带机构、第二输送带机构和至少一个采血管盒;所述第一输送带机构包括输送带支架、输送带电机、第一输送辊、第二输送辊、第一输送带和第二输送带;所述输送带支架呈水平方向衔接在所述输送装置的出料端侧;所述输送带电机设置在输送带支架上;所述第一输送辊和第二输送辊分别转动连接在输送带支架的左右两端;且第一输送辊和第二输送辊均呈前后方向设置,所述输送带电机的转轴与所述第一输送辊的一端连接;所述第一输送辊的前后两侧连接有第一传动轮;所述第二输送辊的前后两侧连接有第二传动轮;所述第一输送带张紧连接在位于同侧的第一传动轮和第二传动轮上,所述第二输送带张紧连接在位于另一同侧的第一传动轮和第二传动轮上;所述采血管盒的前后两端分别放置在第一输送带和第二输送带上;所述输送带支架上位于第一输送带和第二输送带之间的左端侧设置有用于将所述采血管盒输送至所述第二输送带机构上的导向输送组件;所述第二输送带机构衔接在所述第一输送带机构的前侧,且第二输送带机构和第一输送带机构结构相同。通过第一输送带机构和第二输送带机构相配合,便于将空的采血管盒放置到第一输送带机构上进行装盒,也便于将装满的采血管盒输送至第二输送带机构上,从而便于区分装满区域和待装区域,进而便于工作人员进行有效区分,便于进行放置空的采血管盒和取下满的采血管盒,提升整体装盒效率和输送效率。
11、作为优选,所述导向输送组件包括导向输送支架、导向输送电机、导向输送带和导向输送挡板;所述导向输送支架与所述输送带支架固定连接,且导向输送支架呈前后方向设置;所述导向输送电机设置在所述导向输送支架上;所述导向输送带通过与第一输送带相同的传动方式张紧连接在导向输送支架上,且所述导向输送电机用于驱动导向输送带转动;所述导向输送挡板设置在导向输送支架上,且位于第一输送带机构的左侧,所述导向输送挡板呈竖直设置,且导向输送挡板高于所述导向输送带。通过导向输送组件上的导向输送挡板便于将装满采血管的采血管盒进行定位,防止采血管盒移动过头,同时也便于使采血管盒整齐放置,不会出现前后偏移,最终便于稳定精准的将装满采血管的采血管盒输送至第二输送带机构,并且第二输送带机构上设置有相同的导向输送组件,能够使装满采血管的采血管盒的前后两端精准的落入至第一输送带和第二输送带上,最终便于将装满采血管的采血管盒输送下料。
12、一种采血管自动下料装盒方法,应用上述的采血管自动下料装盒设备,包括以下几个步骤:
13、s1、采血管吸取:通过吸取装置水平移动至开模后的前后两个模板之间,并将模板上所有采血管向后顶出,吸取装置打开吸风一次性将全部采血管吸取,吸取后水平移动至输送装置上方,通过向前旋转90°,将原本水平排布的采血管呈竖直排布,关闭吸风,使所有的采血管一次性落入至输送装置上;
14、s2、采血管输送:通过输送装置将落入的采血管进行输送,并在输送过程中进行整列,确保输送出的采血管呈一组多个呈水平方向整齐并列排布,并将整列后的采血管逐排水平输送至转移装置下方;
15、s3、采血管转移:通过转移装置打开吸风用于将输送装置输送出的一排整列好的采血管全部吸取,吸取后转动90°,使原本呈水平方向排列的采血管转变成前后方向排列,并使呈前后方向排列的一排采血管位于装盒装置上方;
16、s4、采血管装盒下料:通过装盒装置上放置采血管盒,并将采血管盒输送至呈前后方向排列的一排采血管下方,通过转移装置关闭吸风,使一排采血管放入至装盒装置上的采血管盒内,通过转移装置多次转移,最后将装满一箱采血管的采血管盒输送下料。
17、综上所述,本发明的优点是该设备能够实现自动将采血管注塑模具注塑后的采血管一次性全部吸取,吸取后直接转移至输送装置上,并通过输送装置输送至转移装置,通过转移装置放入至装盒装置的采血管盒内,并通过装盒装置将装满采血管的采血管盒输送下料,通过自动化输送大大提升输送装盒效率,代替人工从模具上取料装料,省时省力,提升采血管整体生产效率。
- 还没有人留言评论。精彩留言会获得点赞!