一种存放及管理研磨头的立库装置控制系统的制作方法
1.本发明涉及研磨头存储控制管理技术领域,具体为一种存放及管理研磨头的立库装置控制系统。
背景技术:
2.立库装置用于存放半导体研磨头,主要应用在半导体行业;主要为了解决研磨头在存放过程中,存在产线人工查找研磨头费时费力且不准确问题;但立库装置控制系统,在使用过程无法直观的了解研磨头的存放信息以及对研磨头的出入库控制操作,进而无法实现研磨头更好的管理。
技术实现要素:
3.本发明的目的在于为了解决现有控制系统,在使用过程无法直观的了解研磨头的存放信息以及对研磨头的出入库控制操作,进而无法实现研磨头更好的管理的问题,而提出一种存放及管理研磨头的立库装置控制系统。
4.本发明的目的可以通过以下技术方案实现:一种存放及管理研磨头的立库装置控制系统;包括工控机以及与工控机通信连接的rfid标签读取单元;工控机内设置有plc控制器,plc控制器与行程开关单元和研磨头传送单元通信连接;所述行程开关单元用于感应装有研磨头的托盘;所述研磨头传送单元用于将装有研磨头的托盘从立库入料口送至研磨头存储单元内存储以及将装有研磨头的托盘从研磨头存储单元输送至立库出料口;所述rfid标签读取单元用于读取研磨头底托上的玻璃管标签信息并将其发送到工控机上;所述研磨头存储单元包括24个用于存储装有研磨头的托盘的货柜;所述工控机包括:
5.采集单元,用于采集研磨头存储单元内部的货柜信息以及生产履历信息和报警信息;
6.数据库,用于存储货柜信息、生产履历信息和报警信息;
7.操作界面单元,用于显示货柜信息、生产履历信息、报警信息和操作选项,以及将管理员或用户点击的操作选项生成对应的操作指令并发送至plc控制器,其中,操作选项包括定位入库选项、随机入库选项、定位出库选项、生产履历选项和报警信息选项;
8.plc控制器,用于接收到操作选项对应的操作指令并进行控制处理,具体处理过程:
9.当接收到定位入库选项对应的操作指令时,对其进行解析以得到货柜格位编号,然后控制研磨头传送单元进行入库操作,将研磨头存储在货柜格位编号对应的货柜格位上;
10.当接收到随机入库选项对应的操作指令时,控制研磨头传送单元进行随机入库操作,将研磨头存储在随机分配的货柜格位上;随机入库操作可以为随机选取一个货柜操作;随件入库操作还可以设置为智能随机操作,智能随机操作的过程为:
11.识别研磨头的玻璃管标签信息,将玻璃管标签信息与若干个预设的玻璃管类别li
进行匹配,其中每个玻璃管类别均包含若干个玻璃管标签信息;i=1,2,
……
,n;n表示玻璃管类别的总数,取值为正整数;
12.当研磨头的玻璃管标签信息属于玻璃管类别li时,获取玻璃管类别li对应预设的类别等级值并标记为研磨头的类别等级值;
13.向操作界面单元发送至存储时间请求,管理员或用户通过点击操作界面单元输入对应的预设存储时长,将该预设存储时长标记为研磨头的预存时长;
14.提取研磨头的类别等级值和预存时长对应的数值并分别标记为lb1和yt1;设定类别等级值和预存时长的预设权重占比为qs1和qs2;将研磨头的类别等级值和预存时长的数值和预设权重占比代入预设模型中输出研磨头的存区值ch;
15.将立库装置内所有的货柜划分为若干个存储划分区;每个存储划分区包含一个或多个货柜,统计存储划分区对应货柜的存取时长并取均值的均值时长;其中货柜的存取时长为研磨头从进料口送至货柜的所需时长加上研磨头从货柜送至出料口所需时长;
16.将存储划分区依据均值时长由大到小进行排序并标记为存储划分区cj,j=1,2,
……
,m;m表示为存储划分区的总数;
17.设定若干个存储划分区cj均对应一个取值范围;
18.将存区值ch与所有存储划分区cj的取值范围进行匹配,当存储区属于存储划分区cj对应的取值范围内,则获取存储划分区cj内所有货柜的存储状态,统计未存储研磨头货柜的数量,当数量等于一时,识别该未存储的货柜对应的货柜格位编号,将研磨头存储在该货柜格位编号对应的货柜上,同时将该货柜格位编号发送至操作界面单元,操作界面单元接收到货柜格位编号时,进行对应闪烁显示,当入库成功后,停止闪烁;当数量大于一时,将未存储的货柜依据存取时长由大到小进行排序,将研磨头存储在存储时长最小的货柜中,当存储时长最小的有多个时,计算货柜与出料口的距离,将研磨头存储在距离出料口最短的货柜内;当数量等于零时,获取存储划分区cj+1内所有货柜的存储状态并统计未存储研磨头货柜的数量,当数量等于零时,获取存储划分区cj+2内所有货柜的存储状态,依次类推;
19.当接收到定位出库选项对应的操作指令时,控制研磨头传送单元进行出库操作,将对应的研磨头从对应的货柜格位上出库;
20.当接收到生产履历选项或报警信息选项对应的操作指令时,获取数据库内存储的生产履历信息或报警信息并将其发送至操作界面单元进行显示,具体显示过程为:获取操作界面单元对应登录的管理员或用户,对管理员或用户进行身份验证,其中身份验证为人脸识别验证或指纹识别验证,验证通过时,获取管理员或用户的显示信息,其中,显示信息包括管理员的视力度数和度数更新时刻;将读数更新时刻与当前时刻进行时长差计算以得到更新时长,当更新时长大于设定时长阈值时,提取更新时长的数值以及视力度数的数值,将两者的数值分别乘以预设的权重比例再求和,将得到的结果标记为度显值;当更新时长小于或等于时长阈值时,提取视力度数的数值并乘以预设的权重比例,将得到的结果标记为度显值;识别管理员或用户的眼部数据并采集管理员或用户眼睛距离操作界面单元的距离,将采集到的距离标记为管理员或用户的查看间距;提取查看间距和度显值的数值并对数值进行处理得到管理员或用户对应的显看基值设定操作界面单元内设置有若干个显示字号,每个显示字号均对应一个预设范围;将显看基值与所有预设范围内进行匹配,当显看
基值在预设范围内时,将该预设范围对应的显示字号标记为待显字号;操作界面单元调节生产履历信息或报警信息对应的文字内容的字体大小,使字体大小与待显字号对应的字体大小一致。
21.作为本发明的一种优选实施方式,所述操作选项还包括强制出库选项、定位补库选项、信息清除选项、原点出库选项和即时巡检选项;
22.plc控制器接收到强制出库选项对应的操作指令时,对其进行解析以得到货柜格位编号,然后控制研磨头传送单元将该货柜格位编号上的研磨头进行强制出库;
23.plc控制器接收到定位补库选项对应的操作指令时,识别对应的货柜格位编号,然后重新读取该货柜格位编号对应的玻璃管标签信息并发送至数据库内进行更替;
24.plc控制器接收到信息清除选项对应的操作指令时,识别对应的货柜格位编号,对货柜格位编号上进行研磨头存储识别,当未识别到研磨头时,从数据库内清空该货柜格位编号对应存储的玻璃管标签信息,同时在生产履历信息记录该货柜格位编号的强行出库内容;
25.plc控制器接收到原点出库选项对应的操作指令时,识别对应的货柜格位编号以及研磨头,plc控制器进行报警停机操作,同时提示入库时存储柜中有物料,无法入库标签至操作界面单元;
26.plc控制器接收到即时巡检选项对应的操作指令时,将其发送至即时巡检单元内。
27.作为本发明的一种优选实施方式,所述即时巡检单元用于接收即时巡检选项对应的操作指令时,进行巡检操作,具体为:对存储柜内每个货柜进行玻璃管标签信息并其与数据库内存储的玻璃管标签信息进行比对;
28.所述即时巡检单元还用于监测数据库内存储的玻璃管标签信息的最新记录的时刻,当最新记录的时刻与系统当前时刻之间的时刻差等于设定阈值时长时,触发巡检操作。
29.作为本发明的一种优选实施方式,所述工控机内还包括登录单元,登录单元用于管理员或用户输入正确的账号和密码进行登录,登录成功后进入对应的操作界面单元。
30.作为本发明的一种优选实施方式,所述货柜信息包括货柜格位编号、货柜数、已使用数量和未使用数量以及货柜格位上对应的玻璃管标签信息、有无存储和货柜上存储研磨头对应的玻璃管标签信息;生产履历信息包括操作编码、操作类型、柜位、研磨头标签信息、操作时间等;报警信息包括信息编码、报警信息、报警来源、报警时间等。
31.作为本发明的一种优选实施方式,所述工控机内还包括报警单元,报警单元用于接收报警指令和复原指令并进行处理,当接收到报警指令后,禁止所有操作,同时发出报警提示;当接收到复原指令后,解禁所有操作,正常运行。
32.与现有技术相比,本发明的有益效果是:
33.1、本发明通过操作界面单元显示货柜信息,以便于直观的了解精准定位研磨头,实时显示研磨头信息,解决产线人工查找研磨头费时费力且不准确问题,为生产管理者提供实时知晓研磨头状态、提高研磨头的使用周转率;同时节省半导体研磨头存放的占地面积,向上扩大存储空间;
34.2、本发明通过对研磨头的玻璃管标签信息及其预存时长进行分析得到对应的存区值,根据存区值匹配对应的货柜,从而合理的将研磨头存储到对应的货柜内,以便于后期的存放使用。
附图说明
35.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
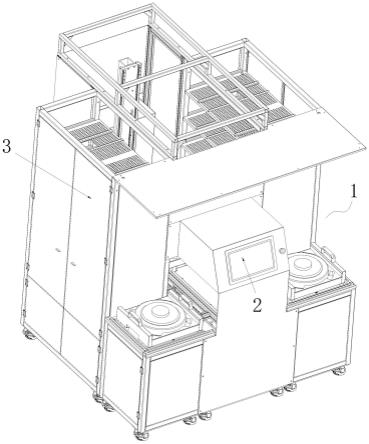
36.图1为本发明的立库装置整体结构示意图;
37.图2为本发明的系统原理框图;
38.图3为本发明的管理员操作界面示意图。
具体实施方式
39.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
40.请参阅图1所示,一种存放及管理研磨头的立库装置控制系统,应用于存放及管理研磨头的立库装置1上;立库装置1包括工控机2、行程开关单元、rfid标签读取单元、研磨头传送单元和研磨头存储单元;
41.行程开关单元包括设置在立库入料口以及出料口的两个行程开关,用于感应装有研磨头的托盘;
42.研磨头传送单元将装有研磨头的托盘从立库入料口送至研磨头存储单元内存储以及将装有研磨头的托盘从研磨头存储单元输送至立库出料口;
43.研磨头存储单元包括两个存储柜3,每个存储柜3设置有六层,每层设置有两个货柜;
44.rfid标签读取单元读取研磨头底托上的玻璃管标签信息并将读取到的玻璃管标签信息传输至工控机2。
45.请参阅图2所示,工控机2包括采集单元、数据库、操作界面单元、plc控制器、即时巡检单元、登录单元和报警单元;
46.通过采集单元采集货柜信息以及生产履历信息和报警信息并将其传输至数据库,其中货柜信息包括货柜格位编号、货柜数、已使用数量和未使用数量以及货柜格位上对应的玻璃管标签信息、有无存储和货柜上存储研磨头对应的玻璃管标签信息;生产履历信息包括操作编码、操作类型、柜位、研磨头标签信息、操作时间等;报警信息包括信息编码、报警信息、报警来源、报警时间等;
47.数据库对接收到的货柜信息、生产履历信息和报警信息进行存储;
48.请参阅图3所示,操作界面单元显示货柜信息、生产履历信息、报警信息和操作选项;管理员或用户点击操作界面单元显示的操作选项,生成对应的操作指令并传输到plc控制器;其中,管理员对应的操作选项包括定位入库选项、随机入库选项、定位出库选项、生产履历选项、报警信息选项、强制出库选项、定位补库选项、信息清除选项、原点出库选项和即时巡检选项;用户对应的操作选项包括定位入库选项、随机入库选项、定位出库选项、生产履历选项和报警信息选项;
49.plc控制器对操作选项对应的操作指令进行执行,执行过程为:
50.识别定位入库选项对应的操作指令对应的货柜格位编号,控制研磨头传送单元进行入库操作,以实现将进料口的研磨头存储在货柜格位编号对应的货柜格位上;
51.识别随机入库选项对应的操作指令对应的货柜格位编号,控制研磨头传送单元进行随机入库操作,以实现将研磨头存储在随机分配的货柜格位上,随机入库操作可以为随机选取一个货柜操作;随件入库操作还可以设置为智能随机操作,智能随机操作的过程为:
52.识别研磨头的玻璃管标签信息,将玻璃管标签信息与若干个预设的玻璃管类别li进行匹配,其中每个玻璃管类别均包含若干个玻璃管标签信息;i=1,2,
……
,n;n表示玻璃管类别的总数,取值为正整数;
53.当研磨头的玻璃管标签信息属于玻璃管类别li时,获取玻璃管类别li对应预设的类别等级值并标记为研磨头的类别等级值;
54.向操作界面单元发送至存储时间请求,管理员或用户通过点击操作界面单元输入对应的预设存储时长,将该预设存储时长标记为研磨头的预存时长;
55.提取研磨头的类别等级值和预存时长对应的数值并分别标记为lb1和yt1;设定类别等级值和预存时长的预设权重占比为qs1和qs2;将研磨头的类别等级值和预存时长的数值和预设权重占比代入预设模型中输出研磨头的存区值ch,即ch=lb1
×
qs1+qs2/yt1,其中,预存时长越大,存区值ch越小;类别等级值越大,存区值ch越大;
56.将立库装置1内所有的货柜划分为若干个存储划分区;每个存储划分区包含一个或多个货柜,统计存储划分区对应货柜的存取时长并取均值的均值时长;其中货柜的存取时长为研磨头从进料口送至货柜的所需时长加上研磨头从货柜送至出料口所需时长;
57.将存储划分区依据均值时长由大到小进行排序并标记为存储划分区cj,j=1,2,
……
,m;m表示为存储划分区的总数;
58.设定若干个存储划分区cj均对应一个取值范围,其中,存储划分区cj的均值时长越大,对应的取值范围越小;将若干个存储划分区cj取值范围依次标记为[c1,c2),[c2,c3),
……
,[cj,c
j+1
),
……
,[c
m-1
,cm);c1>c2>
……
>cj>
……
>cm;
[0059]
将存区值ch与所有存储划分区cj的取值范围进行匹配,当存储区属于存储划分区cj对应的取值范围内,则获取存储划分区cj内所有货柜的存储状态,统计未存储研磨头货柜的数量,当数量等于一时,识别该未存储的货柜对应的货柜格位编号,将研磨头存储在该货柜格位编号对应的货柜上,同时将该货柜格位编号发送至操作界面单元,操作界面单元接收到货柜格位编号时,进行对应闪烁显示,当入库成功后,停止闪烁;当数量大于一时,将未存储的货柜依据存取时长由大到小进行排序,将研磨头存储在存储时长最小的货柜中,当存储时长最小的有多个时,计算货柜与出料口的距离,将研磨头存储在距离出料口最短的货柜内;当数量等于零时,获取存储划分区cj+1内所有货柜的存储状态并统计未存储研磨头货柜的数量,当数量等于零时,获取存储划分区cj+2内所有货柜的存储状态,依次类推;
[0060]
通过对研磨头的玻璃管标签信息及其预存时长进行分析得到对应的存区值,根据存区值匹配对应的货柜,从而合理的将研磨头存储到对应的货柜内,以便于后期的存放使用。
[0061]
识别定位出库选项对应的操作指令时对应的货柜格位编号,控制研磨头传送单元进行出库操作,将该货柜格位编号对应的研磨头从对应的货柜格位上出库,送至出料口;
[0062]
识别强制出库选项对应的操作指令对应的货柜格位编号,控制研磨头传送单元将该货柜格位编号上的研磨头进行强制出库;数据库内没有数据,但货柜中有物料,这种情况
下可以选择强制出库;
[0063]
识别定位补库选项对应的操作指令的货柜格位编号重新读取该货柜格位编号对应的玻璃管标签信息并传输至数据库内进行更新替换;
[0064]
识别信息清除选项对应的操作指令的货柜格位编号,对货柜格位编号上进行研磨头存储识别,当未识别到研磨头时,从数据库内清空该货柜格位编号对应存储的玻璃管标签信息,同时在生产履历信息记录该货柜格位编号的强行出库内容;
[0065]
识别原点出库选项对应的操作指令对应的货柜格位编号以及研磨头,plc控制器进行报警停机操作,同时提示入库时存储柜中有物料,无法入库标签至操作界面单元;
[0066]
接收到生产履历选项或报警信息选项对应的操作指令时,获取数据库内存储的生产履历信息或报警信息并将其发送至操作界面单元进行显示;具体显示过程为:
[0067]
获取操作界面单元对应登录的管理员或用户,对管理员或用户进行身份验证,其中身份验证为人脸识别验证或指纹识别验证,验证通过时,获取管理员或用户的显示信息,其中,显示信息包括管理员的视力度数和度数更新时刻;将读数更新时刻与当前时刻进行时长差计算以得到更新时长,当更新时长大于设定时长阈值时,提取更新时长的数值以及视力度数的数值,将两者的数值分别乘以预设的权重比例再求和,将得到的结果标记为度显值;当更新时长小于或等于时长阈值时,提取视力度数的数值并乘以预设的权重比例,将得到的结果标记为度显值;
[0068]
识别管理员或用户的眼部数据并采集管理员或用户眼睛距离操作界面单元的距离,将采集到的距离标记为管理员或用户的查看间距;提取查看间距和度显值的数值并分别标记为js1和js2;利用公式xz=js1
×
ms1+js2
×
ms2得到管理员或用户对应的显看基值xz,其中,ms1、ms2均为预设权重占比;
[0069]
设定操作界面单元内设置有若干个显示字号,用符号xk表示,k=1,2,
……
,o;o为显示字号的总数,取值为正整数;
[0070]
每个显示字号均对应一个预设范围,且每个显示字号的预设范围不重合,显示字号对应显示字体越大,预设范围的两端临界值越大;
[0071]
将显看基值与所有预设范围内进行匹配,当显看基值在预设范围内时,将该预设范围对应的显示字号标记为待显字号;
[0072]
操作界面单元调节生产履历信息或报警信息对应的文字内容的字体大小,使字体大小与待显字号对应的字体大小一致;
[0073]
通过采集管理员或用户眼睛距离操作界面单元的距离并结合相对应的视力度数及更新时长分析,经分析得到度显值,通过度显值匹配对应的显示字号进行显示,进而便于管理员或用户更好的查看生产履历信息或报警信息,解决了现有的研磨头信息管理系统,在显示生产履历信息或报警信息时,显示大小不能智能调节,导致显示内容字体较小,不便于管理员或用户进行查看。
[0074]
plc控制器接收到即时巡检选项对应的操作指令时,将即时巡检选项对应的操作指令发送给即时巡检单元内;
[0075]
即时巡检单元用于对存储柜进行巡检操作;巡检操作包括两种模式;
[0076]
一种模式为每隔半小时查询出入库记录,当最新的记录在两小时前,则开始巡检,其中间隔的时间可以由本领域技术人员根据实际进行合理设置;
[0077]
另一种模式,直接点击巡检按钮启动巡检;巡检时会查看每个格位信息是否和数据库中记录的信息相同;
[0078]
当巡检出现以下情况时:
[0079]
标签信息不同,若是rfid读取失败,可以打开柜子检查支架位置是否摆正,或调换成手动模式,初始化后,将其正常出库,并提醒管理员检查rfid硬件问题;
[0080]
数据库内数据与实际不符合:数据库内数据中无物料,但巡检时读到物料,需要人工检查是否有杂物挡住叉齿传感器。若确实多出物料,则需要强制出库;数据库中有物料,但巡检时未读到物料,需要人工检查传感器是否有问题。确认无物料则需要将此柜位信息清除,在生产履历中会有一条强制出库的信息留存。
[0081]
通过操作界面单元显示货柜信息,以便于直观的了解精准定位研磨头,实时显示研磨头信息,解决产线人工查找研磨头费时费力且不准确问题,为生产管理者提供实时知晓研磨头状态、提高研磨头的使用周转率;同时节省半导体研磨头存放的占地面积,向上扩大存储空间。
[0082]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1