一种干湿分离面膜袋及其加工工艺的制作方法
本技术涉及面膜包装袋,尤其是涉及一种干湿分离面膜袋及其加工工艺。
背景技术:
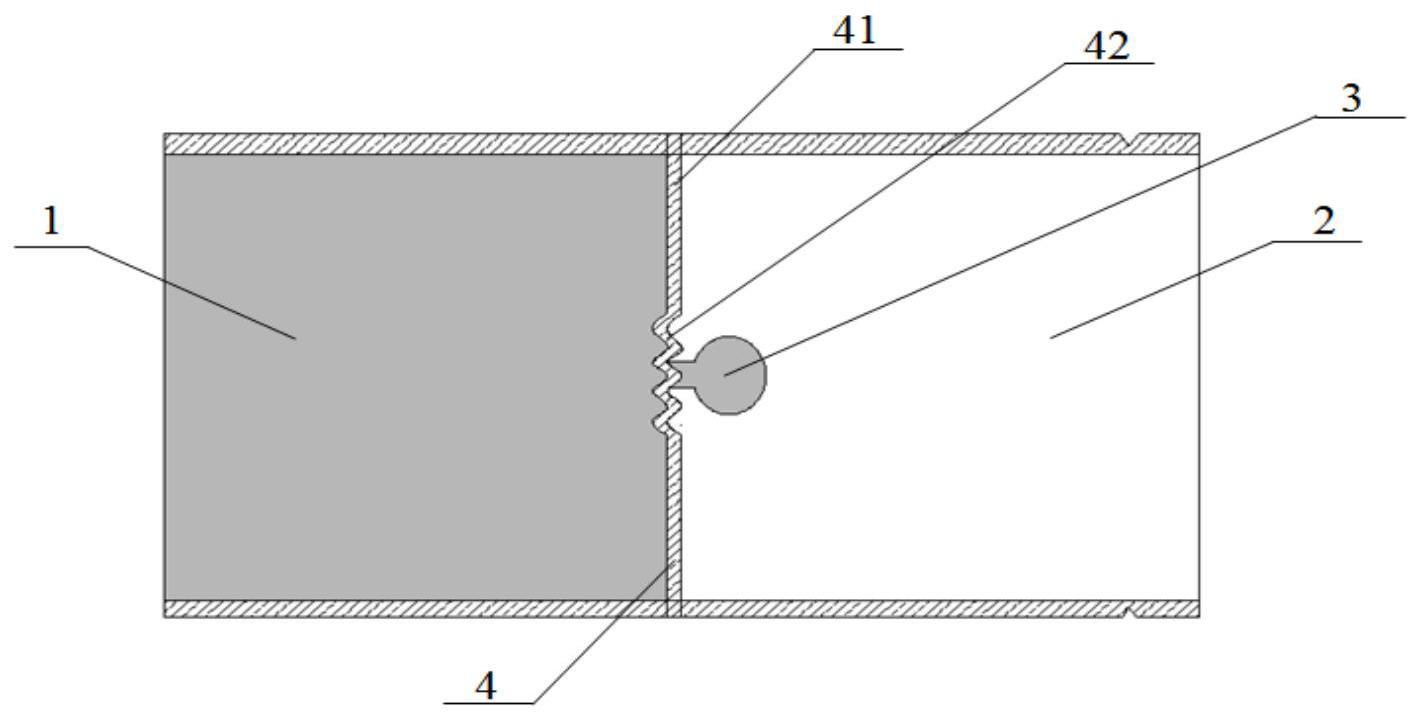
1、干湿分离的面膜袋包括存储面膜液的湿区和存放面膜巾的干区,干区和湿区之间经干湿分离间断线分开,这样在使用时打通干湿分离间断线,使面膜液与面膜巾混合使用,这样可减小面膜液污染质变的机率。目前市场上的干湿分离面膜的包装袋主要有两种,第一种是如图1所示的,其主要是在袋体的中间采用分离隔条将面膜袋一分为二;在使用的时候,通过挤压方式将分离隔条挤压开来,使面膜液与面膜巾进行混合。但是这样结构,会存在以下弊端:需要较大挤压力度,才挤压混合方式的面膜包装袋能将分离隔条挤压开来,女士在使用时会存在挤压不开的情况,因而消费者使用体验感不好;而且其不能避免运输过程中因相互挤压混合的风险。第二种是单独外加拉环的方式:例如在专利号“cn214085650u,一种干湿分离面膜袋”中,其在面膜袋上设置有分离组件,将干区和湿区进行分离;然后在分离组件上安装拉手组件;这样的处理方式,可以通过拉手组件将分离组件拉开,使面膜液与面膜巾混合,虽然可以省力,但是这样的拉手组件需要人工安装,成本较高,难以自动化生产;而且无论是热封拉环还是不干胶拉环,随着订单量变化都很容易形成物料呆滞。
2、针对上述相关技术,发明人认为存在干湿分离的面膜袋,存在着拉手安装比较麻烦,生产成本较高的缺陷。
技术实现思路
1、为了解决现有的干湿分离面膜的拉手组件安装麻烦,生产成本高的问题;本技术提供一种干湿分离面膜袋及其加工工艺。
2、第一个方面,本技术提供了一种干湿分离面膜袋及其加工工艺,采用如下技术方案:
3、一种干湿分离的面膜袋,包括有第一复合膜和第二复合膜,第一复合膜与第二复合复合膜叠合后,通过两端热压封边复合在一起,热压封边区域通过模切得出拉把手;第一复合膜和第二复合膜以封边区域为中线,将叠合膜从内部反向撑开,进行叠合,使第一复合膜和第二复合膜分别处于折叠状态;在第一复合膜和第二复合膜的连接处沿着封边区域热压出分离隔条,使第一复合膜构成第一腔室,第二复合膜构成第二腔室,将第一腔室和第二腔室下端封边,上端先不封边,可以选择任意腔室存放面膜液;另一腔室存放面膜巾后,上端在进行封边。
4、通过采用上述技术方案,本技术中相对现有的采用整体材料袋体相比,采用了第一复合膜构成第一腔室,第二复合膜构成第二腔室的模式;第一复合膜和第二复合膜可以根据面膜液和面膜巾的储存要求不同,选择不同的材质;例如第一腔室中如果存放面膜液,第一复合膜可以采用不透光的复合膜;存在面膜巾的腔室可以选择透光的复合膜。
5、本技术中的拉手组件是采用第一复合膜和第二复合膜复合时形成的热压封边区域裁剪获得,其与面膜袋是一体成型的,因而无需通过人工进行粘结拉把手,只需通过机械对封边区域进行模切,即可在两端的封边区域获得两个拉把手;接着将第一复合膜和第二复合膜反向撑开折叠后,即可在面膜袋的正反面分别都会有拉把手;沿着封边区域热压出分离隔条,拉把手就在分离隔条的边缘;因而只需拉住拉把手往垂直于袋体的方向拉起,即可将分离隔条拉开,使面膜液与面膜巾可以进行复合。
6、作为优选,所述的第一复合膜采用含阻隔层的复合膜,形成的第一腔室用于储存面膜液;第二复合膜采用不含阻隔层的复合膜,形成的第二腔室用于放置面膜巾;分离隔条需要沿着封边区域热压在第一复合膜上。
7、通过采用以上技术方案,面膜液的存放要求相对于面膜巾来说,要求会比较高,不仅需要密封性好,还要耐热性好;面膜液存放的第一复合膜中加入阻隔膜材质,能抵抗外界压力;同时阻隔膜可以阻隔氧和水分且耐热性好,光的反射性和光泽性好,高温和低温时形状良好,适应于高温蒸煮,高可耐125摄氏度;而面膜巾的存放要求不高,则复合膜不需要增加铝箔材质;将分离隔条热压在第一复合膜上,可以使第一腔室完全不会透光。
8、作为优选,第一复合膜由外至内依次叠加设置的高强度拉把层、胶粘剂层、印刷油墨层、胶粘剂层、中间层、胶粘剂层、阻隔层、胶粘剂层和易揭热封层;第二复合膜比第一复合膜少了阻隔层,对应也会少一层粘结剂层;
9、作为优选,所述的高强度拉把层采用高强度pet或pa膜;印刷油墨层以pet或pa膜为基膜通过油墨印刷后,获得印刷油墨层;中间膜层为pet或者pa薄膜;阻隔层为铝箔、镀铝膜或者氧化镀铝膜中的一种;易揭热封层为采用pe为基础的易揭薄膜层;各层之间按照薄膜的叠加顺序由外到内依次通过胶黏剂层进行干法复合进行制备;得到第一复合膜或者第二复合膜。
10、通过采用上述的技术方案,本技术中采用高强度拉把手层可以提高复合膜的强度,也可以增强拉把手的强度,避免拉把手在撕拉时出现断裂。采用印刷油墨层是为了增加薄膜的可装饰性,从而可以印刷产品信息。中间层可以过渡的作用;易揭热封层可以在热压时,根据热压强度的大小,控制热封时的粘结强度,避免分离隔条的热风强度过大,使得其撕拉不开。
11、作为优选,pe为基础的易揭薄膜层的厚度为40~120um;其制备方法是采用五层共挤吹膜工艺进行制备;其原料配方采用聚乙烯,聚乙烯-丙烯酸乙烯酯和聚乙烯-丙烯酸按特定配方生产,第一、二、三层采用聚乙烯树脂,第四次采用聚乙烯:聚乙烯-丙烯酸乙烯酯按照质量比1:1进行配比,第五层采用聚乙烯:聚乙烯-丙烯酸树脂按照质量比为1:4进行配比。
12、通过采用上述技术方案,其中,前三层采用低密度聚乙烯与线性低密度聚乙烯的混合物,例如通过低密度聚乙烯与线性低密度聚乙烯的混合,热封层薄膜通过前三层能够有效的提高整体强度。同时,通过第四层能够形成粘性高的高强度热封膜层,而通过第五层能够形成粘性底的底强度热封膜层,从而使热封层薄膜通过第四层和第五层能够形成热封强度稳定的双平台。
13、作为优选,所述的分离隔条包括两段热封条,两段热封条之间通过波浪形热封条进行连接,波浪形热封条设置在拉把处。
14、通过采用上述技术方案,本技术中将分离隔条分成三端,两段热封条和一段波浪形热封条,波浪形热封条相较于直条形热封条更易扯开,波浪形热封条通过拉把手扯开后,即可实现了第一腔室和第二腔室间的贯通,使得面膜液进入到面膜巾且将其浸湿;同时采用两段直条形热封条可以增加热封强度,避免用力过度,将整个面膜袋扯坏。
15、作为优选,所述的拉把手进行微压使其贴服在第二复合膜上,使用时可以将拉把手翻起。
16、通过采用上述技术方案,通过将拉把手压平贴合在第二复合膜上,第一个方面是为了避免翻起的拉把手容易被损坏,第二个方面,是拉把手翻起也不利于面膜的堆放。
17、第二个方面,本技术中提供了一种干湿分离面膜袋的加工工艺,包括以下步骤:
18、s1:将第一复合膜和第二复合膜叠合在一起,然后在两端进行热压封边将复合膜结合在一起,接着对热压封边区域进行模切,形成拉把手;此时,第一复合膜和第二复合膜形成包装袋,左右两端是闭合的,上下两侧是打开的;
19、s2:通过倒膜形式调整袋型,以热封边区域为中线,将叠合复合膜从内部向反方向撑开,使第一复合膜和第二复合膜分别处于折叠相对状态,此时,拉把手位于第一复合膜的两侧;拉把手与第二复合膜之间形成过渡边,过渡边也位于第一复合膜的两侧;
20、s3:沿着过渡边的边缘在第一复合膜上进行热封,形成分离隔条,此时第一复合膜形成第一腔室;第二复合膜形成第二腔室;对第一腔室和第二腔室的下端进行热压封边,上端先不进行封边,在第一腔室和第二腔室分别装入面膜液和面膜巾后,再对上端进行热压封边,并在第二复合膜上模切易撕口。
21、通过采用上述的技术方案,本技术中通过两种复合膜碱性热压封边,形成较宽的封边区域,然后在封边区域进行模切,形成拉把手;所制备的拉把手与袋体是一体成型,无需人工粘贴拉把手,可以简化制备工艺,节约成本。本技术中通过倒模的形式,使第一复合膜和第二复合膜分别形成对应的储存腔室;因而可以根据面膜液和面膜巾的储存条件不同,选择对应的复合膜的种类。
22、作为优选,所述步骤s1中,第一复合膜和第二复合膜的大小是完全一致,在未叠合之前两者为连接的整体结构;第一复合膜和第二复合膜的叠合,可以采用单料结构,将第一复合膜或者第二复合膜任意一个翻转使两者进行叠合;或者采用双料结构,将第一复合膜和第二复合膜连接位置进行隔开,在通过导流使第一复合膜和第二复合膜进行叠合。
23、通过采用上述的技术方案,本技术在制备过程中将第一复合膜和第二复合的一端进行接和,使两者在上料机上为整体,可以避免在上料过程中两种膜的位置发生错开,因而在机械叠合过程中,出现叠合不整齐的情况。
24、作为优选,所述步骤s1中,热压封边的区域宽度需要大于3cm以上,热压封边工艺参数为:热封压力0.2~0.8mpa,热封温度200±20℃,热封强度12±3n/15mm。
25、通过采用上述的技术方案,本技术中需要通过热封区域模切出拉把手,因而其宽度需要比较宽,宽度过窄拉把手也会过小,不利于后续的撕拉。热封强度也需要较大,保证过渡边的强度,不会在撕拉过程中被扯开。
26、作为优选,所述的分离隔条分为三段,包括两条直条形热封条和连接两条直条热封条的波浪形热封条;直条热封条的热压工艺为:热封压力0.2~0.8mpa,热封温度200±20℃,热封强度12±3n/15mm;波浪形封条的热压工艺为:热封压力0.1~0.5mpa,热封温度150±300℃,热封强度5±2n/15mm。
27、通过采用上述的技术方案,本技术中降低了波浪形封条的热压强度,因而其相对直条形封条更易拉开,从而使第一腔室和第二腔室连通,使面膜液浸湿面膜巾;将直条封条的热压强度提升可以避免过度的撕扯,导致整个面膜袋被扯坏。
28、作为优选,所述步骤s3中,下端热压封边和上端热压封边的工艺参数为:热封压力0.2~0.8mpa,热封温度200±20℃,热封强度12±3n/15mm。
29、通过采用上述技术方案,本技术中通过控制热压封边的工艺参数,可以使封边更紧密,不会出现面膜液的渗漏。
30、综上所述,本技术包括以下至少一种有益技术效果:
31、1.本技术中通过拓宽第一复合膜和第二复合膜的结合部位热压封边区域的宽度,在热压封边区域模切出拉把手,因而拉把手与复合膜是一体成型的,无需通过人工粘结,可以实现自动化的生产,降低生茶成本。
32、2.本技术中将分离隔条分成了三段,两条直条形热封条和连接两条直条热封条的波浪形热封条;其中波浪形热封条位于拉把手的位置;并控制了波浪形封条热压强度,使其更易被拉扯开,从而使第一腔室和第二腔室连通;同时直条形热封条的热压强度较大,较难拉扯开,因而可以避免用力过度将面膜袋扯破。
33、3.本技术中第一复合膜和第二复合膜均采用多层不同种类的复合膜结合的形式,在最内层采用了pe为基础的易揭薄膜层,最外层采用了高强度pet或pa膜构成高强度拉把层;易揭薄膜层可以使波浪形热封条容易被扯开,因而无需采用多大力气就可以通过拉把手将其拉开;因为拉把手是来自两种复合膜热压模切形成的,采用高强拉把手层可以增大拉把手的强度,避免在撕拉过程中出现拉把手扯断的情况。
34、4.本技术中第一复合膜和第二复合膜可以根据面膜液和面膜巾的储存条件不同,选择不同的材质的复合膜,可以增大包装袋选材的灵活性。
- 还没有人留言评论。精彩留言会获得点赞!