一种间歇往复式玻璃输送装置的制作方法
1.本发明涉及玻璃输送技术领域,尤其涉及一种间歇往复式玻璃输送装置。
背景技术:
2.目前,玻璃产品输送到包装区域,通常采用为滚轮输送方式。目前该输送方式的弊端主要有以下几方面:一、通过滚轮旋转时与玻璃基板的摩擦力进行长距离输送,由于滚轮与玻璃基板的长期接触摩擦,使玻璃基板表面极易产生滚轮印以及粉尘等脏污,严重影响玻璃基板质量。二、滚轮输送采用的是斜齿轮啮合传动,长期运转,极易产生斜齿轮磨损,生锈等情况。三、该输送方式,采用大量斜齿轮或磁滚轮进行传动,且每段工位都需一个伺服电机驱动,制造成本较大。同时磁滚轮驱动、斜齿轮啮合驱动,由于带动滚轮进行玻璃输送,造成玻璃基板在输送过程中出现滚轮印、脏污等,严重影响产品质量。
技术实现要素:
3.为解决背景技术中存在的技术问题,本发明提出一种间歇往复式玻璃输送装置。
4.本发明提出的一种间歇往复式玻璃输送装置,包括:机架、多个气浮机构和输送机构;
5.机架顶部设有输送滑轨,多个气浮机构安装在机架上且沿输送滑轨延伸方向依次设置,气浮机构包括支撑架和位于支撑架上方的气浮板;
6.输送机构包括支撑梁、多个支撑组件和输送驱动组件,支撑梁位于气浮板下方,支撑梁沿输送滑轨方向延伸且可滑动安装在输送滑轨上,支撑组件可升降安装在支撑梁上且位于相邻两个气浮机构之间,输送驱动组件用于驱动支撑梁沿输送滑轨滑动以通过支撑组件带动玻璃在气浮机构上方移动。
7.优选地,气浮机构包括至少两个气浮单元,两个气浮单元分别位于输送滑轨两侧。
8.优选地,机架顶部设有平行间隔布置的多个输送滑轨,每个输送滑轨位于相邻两个气浮单元之间。
9.优选地,每个支撑梁上设有两个相对布置的支撑组件。
10.优选地,支撑组件包括底座和支撑缸,支撑缸安装底座上且其伸缩轴向上伸出,所述伸缩轴上端设有支撑块。
11.优选地,支撑组件还包括调节缸,调节缸位于底座一侧且安装在支撑梁上,调节缸的伸缩轴与底座连接用于调节底座在支撑梁的位置。
12.优选地,输送驱动组件采用驱动电机,机架上设有沿输送滑轨延伸方向布置的导向齿条,驱动电机位于导向齿条一侧且安装在支撑梁上,驱动电机的输出轴上设有与导向齿条啮合的驱动滚轮,驱动电机驱动驱动滚轮转动通过与导向齿条配合带动支撑梁沿输送滑轨移动。
13.优选地,驱动滚轮采用零背隙滚轮。
14.优选地,包括多个输送机构,每个输送滑轨滑动安装有多个输送机构。
15.本发明中,所提出的间歇往复式玻璃输送装置,输送机构包括支撑梁、多个支撑组件和输送驱动组件,支撑梁位于气浮板下方,支撑梁沿输送滑轨方向延伸且可滑动安装在输送滑轨上,支撑组件可升降安装在支撑梁上且位于相邻两个气浮机构之间,输送驱动组件用于驱动支撑梁沿输送滑轨滑动以通过支撑组件带动玻璃在气浮机构上方移动。通过上述优化设计的间歇往复式玻璃输送装置,相对于滚轮输送方案,通过中部气浮机构的设计,输送机构通过支撑梁滑动安装,在输送过程中最大程度减小与玻璃的接触面,同时避免输送过程中与玻璃表面的摩擦,从而无滚轮印产生,提升包装质量,提升设备稼动率。
附图说明
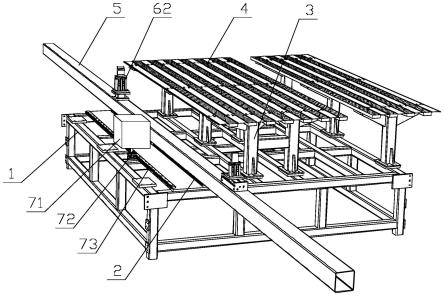
16.图1为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的结构示意图。
17.图2为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的俯视结构示意图。
18.图3为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的支撑组件的结构示意图。
19.图4为本发明提出的一种间歇往复式玻璃输送装置的另一种实施方式的结构示意图。
具体实施方式
20.如图1至4所示,图1为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的结构示意图,图2为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的俯视结构示意图,图3为本发明提出的一种间歇往复式玻璃输送装置的一种实施方式的支撑组件的结构示意图,图4为本发明提出的一种间歇往复式玻璃输送装置的另一种实施方式的结构示意图。
21.参照图1和2,本发明提出的一种间歇往复式玻璃输送装置,包括:机架1、多个气浮机构和输送机构;
22.机架1顶部设有输送滑轨2,多个气浮机构安装在机架1上且沿输送滑轨2延伸方向依次设置,气浮机构包括支撑架3和位于支撑架3上方的气浮板4;
23.输送机构包括支撑梁5、多个支撑组件和输送驱动组件,支撑梁5位于气浮板4下方,支撑梁5沿输送滑轨2方向延伸且可滑动安装在输送滑轨2上,支撑组件可升降安装在支撑梁5上且位于相邻两个气浮机构之间,输送驱动组件用于驱动支撑梁5沿输送滑轨2滑动以通过支撑组件带动玻璃在气浮机构上方移动。
24.本实施例的间歇往复式玻璃输送装置的具体工作过程中,当玻璃通过机器人搬送或上流段输送至处于第一工位的气浮机构上方,此时,支撑组件向上伸出与玻璃贴合,此时玻璃基板被支撑组件升起至悬空状态,玻璃下方的气浮机构吹气防止其凹陷,因此,玻璃基板在抬起时可处与平展状态。输送驱动组件驱动支撑梁沿滑轨滑动,使得玻璃在气浮机构上方移动至下一工位的气浮机构上方,实现工位切换。
25.在本实施例中,所提出的间歇往复式玻璃输送装置,输送机构包括支撑梁、多个支撑组件和输送驱动组件,支撑梁位于气浮板下方,支撑梁沿输送滑轨方向延伸且可滑动安
装在输送滑轨上,支撑组件可升降安装在支撑梁上且位于相邻两个气浮机构之间,输送驱动组件用于驱动支撑梁沿输送滑轨滑动以通过支撑组件带动玻璃在气浮机构上方移动。通过上述优化设计的间歇往复式玻璃输送装置,相对于滚轮输送方案,通过中部气浮机构的设计,输送机构通过支撑梁滑动安装,在输送过程中最大程度减小与玻璃的接触面,同时避免输送过程中与玻璃表面的摩擦,从而无滚轮印产生,提升包装质量,提升设备稼动率。
26.在具体实施方式中,气浮机构包括至少两个气浮单元,两个气浮单元分别位于输送滑轨2两侧,保证玻璃输送过程中受力均衡。进一步地,机架1顶部设有平行间隔布置的多个输送滑轨2,每个输送滑轨2位于相邻两个气浮单元之间。
27.为了输送过程中对玻璃表面造成磨损,每个支撑梁5上设有两个相对布置的支撑组件,通过支撑组件对玻璃端部进行支撑。
28.参照图3,在支撑组件的具体设计方式中,支撑组件包括底座61和支撑缸62,支撑缸62安装底座61上且其伸缩轴向上伸出,所述伸缩轴上端设有支撑块63。
29.此外,为了适应不同尺寸的玻璃输送要求,在具体实施方式中,支撑组件还包括调节缸64,调节缸64位于底座61一侧且安装在支撑梁5上,调节缸64的伸缩轴与底座61连接用于调节底座61在支撑梁5的位置。通过调节缸调节底座在支撑梁上的位置,进而调节两个支撑组件的支撑块之间的距离。
30.在输送机构的具体设计方式中,输送驱动组件采用驱动电机71,机架1上设有沿输送滑轨2延伸方向布置的导向齿条73,驱动电机71位于导向齿条73一侧且安装在支撑梁5上,驱动电机71的输出轴上设有与导向齿条73啮合的驱动滚轮72,驱动电机71驱动驱动滚轮72转动通过与导向齿条73配合带动支撑梁5沿输送滑轨2移动。具体地,驱动滚轮72采用零背隙滚轮,保证与齿条配合紧密,进而提高移动精度。
31.参照图4,在本实施例的间歇往复式玻璃输送装置实际设计中,可设计多个输送机构,每个输送滑轨2滑动安装有多个输送机构。相应地依次设置多个气浮机构,每个输送机构实现玻璃在相邻气浮机构之间的输送,从而实现不同工位间协同配合的玻璃输送,提高整个产线的效率。
32.在实际实施时,按照所承重的载荷量计算,机架可选用80x80或以上的方管进行焊接组成,并在机架四角处增加地脚及调节螺栓,方便安装。零背隙滚轮和导向齿条可选用的是日本加茂生产节距为20的标准件。驱动电机可采用伺服电机,具体根据惯量及扭矩计算可选用三菱的hg-sr202b型号的电机。支撑组件的支撑缸可采用日本smc所生产的三轴气缸及无杆气缸。
33.在支撑梁与输送滑轨的滑动配合中,可根据载荷计算采用日本thk直线导轨及滑块,选用型号为hsr35a1uuc0。具体地,采用长度为单根3200mm的组成总长约为10m的输送线。
34.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1