一种无纺布加工系统及加工方法与流程
1.本发明属于无纺布加工领域,尤其涉及一种无纺布加工系统及加工方法。
背景技术:
2.无纺布又称不织布、针刺棉、针刺无纺布等,采用聚酯纤维,涤纶纤维材质生产,经过针刺工艺制作而成,由于其具有防潮、透气、柔韧、轻薄、阻燃、无毒无味多种优点,故在多种行业均有广泛应用,在制备无纺布过程中,需要对成型的无纺布进行收卷,将其收卷在多个卷筒上,进而便于后续仓储和运输操作的进行,但现有技术中在对无纺布进行收卷过程中,当一个卷筒上收卷的无纺布层数达到目标需求时,需要人工对卷筒进行更换,再进行下一次收卷操作,采取人工更换卷筒的方式费时费力且浪费人力资源,故需要一种便于自动对收卷后的无纺布卷筒进行更换的设备。
技术实现要素:
3.有鉴于此,本发明要解决的技术问题在于提供一种便于自动对收卷后的无纺布卷筒进行更换的设备。
4.一种无纺布加工系统,包括底架和连接板,底架上滑动连接有滑条,滑条上转动连接有驱动辊,底架上转动连接有从动辊,驱动辊上设有凸块,从动辊上设有槽口,凸块能够滑入槽口内,从动辊上滑动连接有夹持头,连接板上设有多个螺纹孔,连接板上滑动连接有更换座,更换座上滑动连接有夹持弧板,更换座上固接有一个弧面板。
5.还包括滑动连接在底架上的切刀,底架上固接有切割座ⅰ,切割座ⅰ上连接有切割座ⅱ,切割座ⅰ和切割座ⅱ上均设有一个切槽。
6.还包括滑动连接在切刀上的压辊,压辊与切刀之间固接有弹簧ⅰ,夹持头与底架之间固接有多个弹簧ⅱ,弹簧ⅰ上设有能够吸附压辊的电磁块。
7.所述的一种无纺布加工系统用来加工无纺布的方法,该方法包括以下步骤:
8.s1、操作驱动辊在滑条上转动,并通过驱动辊上的凸块与从动辊上的槽口配合带动从动辊转动,使驱动辊上的卷筒在夹持头和驱动辊的夹持下,跟随驱动辊不断转动;
9.s2、当驱动辊上的一个卷筒收卷达到目标厚度后,操作切刀向下滑动,使切刀插入切割座ⅰ和切割座ⅱ上的切槽内;
10.s3、使切刀复位,并启动切刀上的电磁块,随后再次滑动切刀,使得压辊压动夹持头,使夹持头克服多个弹簧ⅱ的弹力在从动辊上滑动;
11.s4、操作滑条滑动,将驱动辊挪动至与更换座上的弧面板同心位置;
12.s5、操作更换座滑动直至更换座移动至与驱动辊上的卷筒重合位置,随后向下滑动夹持弧板,使夹持弧板与更换座对卷筒进行夹持;
13.s6、再次操作更换座滑动将卷筒从驱动辊上拆下,并配合连接连接板的机械手移动将拆下的卷筒进行摆放;
14.s7、使连接连接板的机械手移动并配合夹持弧板滑动,进而将一个待使用的全新
卷筒再次套在驱动辊上,并通过两个滴加槽向卷筒上滴加胶粘剂;
15.s8、使滑条复位,并使夹持头滑回,随后转动驱动辊,使滴加有胶粘剂一侧朝向转杆,随后转动转杆,使转杆将无纺布贴合在驱动辊上滴加有胶粘剂位置,进而将无纺布与驱动辊连接,进行后续收卷。
附图说明
16.下面结合附图和具体实施方法对本发明做进一步详细的说明。
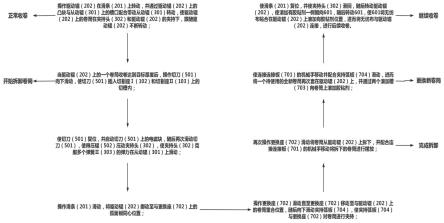
17.图1为一种无纺布加工方法的流程图;
18.图2为底架的结构示意图;
19.图3为切割座ⅰ的结构示意图;
20.图4为从动辊的结构示意图;
21.图5为贴合辊的结构示意图;
22.图6为切刀的结构示意图;
23.图7为转杆的结构示意图;
24.图8为竖板的结构示意图;
25.图9为连接板的结构示意图;
26.图10和图11为一种无纺布加工系统的整体结构示意图。
具体实施方式
27.参看图2、图3、图7、图8、图9,示出了按照本发明中便于自动对收卷后的无纺布卷筒进行更换的实施例的示意图,进一步地,
28.本系统中包括底架101和连接板701,底架101上滑动连接有滑条201,滑条201上转动连接有驱动辊202,底架101上转动连接有从动辊301,驱动辊202上设有凸块,从动辊301上设有槽口,凸块能够滑入槽口内,从动辊301上滑动连接有夹持头302,连接板701上设有多个螺纹孔,连接板701上滑动连接有更换座702,更换座702上滑动连接有夹持弧板704,底架101上固接有第一电机,第一电机的输出轴上固接有第一丝杠,第一丝杠与滑条201螺纹连接,滑条201上固接有第二电机,第二电机的输出轴与驱动辊202固接,连接板701上固接有第三电机,第三电机的输出轴上固接有第二丝杠,第二丝杠与更换座702螺纹连接,连接板701通过螺栓可拆卸连接在一个能够自由移动的机械手上,更换座702上固接有一个弧面板。
29.在进行收卷工作过程时,驱动辊202上的凸块插在从动辊301上的槽口内,驱动辊202与从动辊301之间处于同心位置,且夹持头302在从动辊301上滑动至与卷筒一端接触,进而使得夹持头302与驱动辊202配合对卷筒两端进行夹持,在进行收卷过程中,操作驱动辊202不断转动,进而通过凸起和槽口的配合,使得从动辊301在底架101上跟随驱动辊202同步发生转动,进而使得卷筒在驱动辊202与夹持头302的夹持下不断转动,进而使得被前方设备运输来的无纺布能够逐渐缠绕收卷在驱动辊202上的卷筒上,进而完成收卷工作;
30.当一个卷筒的收卷厚度达到最大厚度时,先将卷筒与前方设备之间的无纺布切断,使驱动辊202转动至驱动辊202上的凸块处于竖直姿态处,随后操作夹持头302在从动辊301上持续滑动,直至夹持头302滑动至完全进入从动辊301范围内,随后向上滑动滑条201,
进而将驱动辊202和驱动辊202上完成收卷的卷筒提起,直至驱动辊202与更换座702上的弧面板处于同心位置,随后操作更换座702滑动,直至更换座702移动至位于驱动辊202上的卷筒下方,随后操作夹持弧板704滑动,进而使得夹持弧板704与更换座702配合对卷筒进行夹持,随后操作更换座702反向滑动,进而将完成收卷的卷筒从驱动辊202上取下,随后操作机械手移动,进而将收集后的卷筒统一摆放至某一位置,同时在机械手的移动范围内摆放多个待使用的全新卷筒,通过夹持弧板704的再次滑动配合机械手的移动,对一个全新的待进行收卷的卷筒进行夹持,并使连接板701复位,随后再次操作更换座702滑动,进而使得全新未进行收卷的卷筒套在驱动辊202上,随后再使滑条201复位,进行后续收卷工作,进而达到便于自动对收卷后的无纺布卷筒进行更换的目的。
31.参看图6-7,示出了按照本发明中便于在需要更换卷筒时,对无纺布进行切断的实施例的示意图,进一步地,
32.本系统中还包括滑动连接在底架101上的切刀501,底架101上固接有切割座ⅰ102,切割座ⅰ102上连接有切割座ⅱ103,底架101上设有能够推动切刀501滑动的第一电动推杆,切割座ⅰ102和切割座ⅱ103上均设有一个切槽,切刀501能够插入切槽内。
33.当需要进行卷筒更换时,先操作切刀501向下滑动,进而使得切刀501对卷筒与前方运输设备之间的无纺布进行下压,并配合切割座ⅰ102和切割座ⅱ103上的切槽,进而对卷筒与前方运输设备之间的无纺布进行切断处理,从而便于后续更换工作的进行。
34.参看图6,示出了按照本发明中便于驱动夹持头302滑动的示意图,进一步地。
35.本装置中还包括滑动连接在切刀501上的压辊502,压辊502与切刀501之间固接有弹簧ⅰ503,夹持头302与底架101之间固接有多个弹簧ⅱ303,弹簧ⅰ503上设有能够吸附压辊502的电磁块,弹簧ⅰ503的弹力小于多个弹簧ⅱ303提供的弹力,从动辊301与底架101之间转动连接处设有胶塞,胶塞能增大从动辊301的转动摩擦力,使从动辊301在不受到驱动辊202的带动时不易发生转动。
36.多个弹簧ⅱ303能够使夹持头302在不受其他外力时,紧靠压在卷筒上,从而提供夹持力;
37.在进行切断工作时,操作切刀501向下滑动,由于弹簧ⅰ503的弹力小于多个弹簧ⅱ303提供的弹力,进而能够使得弹簧ⅰ503在切刀501上发生滑动,从而在切断工作时不会驱动夹持头302滑动,保证夹持头302能够对卷筒提供夹持力,便于切断操作的进行,当切断工作结束后向上滑动切刀501至复位,随后启动弹簧ⅰ503上的电磁块,进而对压辊502进行吸附,随后再次下滑切刀501,进而使得压辊502跟随切刀501同步移动,进而使得压辊502压动夹持头302,使夹持头302克服多个弹簧ⅱ303给的弹力在从动辊301上发生滑动,进而使得夹持头302逐渐滑动至完全进入从动辊301范围内,即完全与驱动辊202脱离,从而便于后续操作滑条201向上滑动进行卷筒的更换操作。
38.参看图4-6,示出了按照本发明中便于向未收卷的卷筒上滴加胶粘剂的示意图,进一步地,
39.本装置中所述夹持弧板704上设有两个滴加槽703,在夹持弧板704上对应两个滴加槽703位置正上方连接多个可滴加胶粘剂的喷头。
40.两个滴加槽703的设置使得在使用更换座702和夹持弧板704对一个全新的待进行收卷的卷筒进行夹持后,启动多个喷头进而通过两个滴加槽703将胶粘剂滴加在卷筒上,进
而在后续将全新的卷筒移回原位后,将切断的无纺布粘贴在卷筒上,再使卷筒转动即可自动完成再次收集任务,保证加工连续性。
41.参看图7、图10,示出了按照本发明中便于将切断的无纺布贴合在卷筒上的实施例的示意图,进一步地,
42.本装置中还包括转动连接在底架101上的转杆601,底架101上设有能够驱动转杆601转动的第四电机,转杆601内部为空心结构,转杆601上开设有一个槽口,转杆601外接一个抽气机。
43.在将全新待收卷的卷筒套在驱动辊202上,并操作滑条201复位后,将切刀501再次向上提起,进而使得夹持头302复位,从而再次形成图2所示姿态,随后操作驱动辊202转动,进而将滴加有胶粘剂一侧转动至朝向转杆601所在位置;
44.在使用切刀501对无纺布进行切断后,切断后的无纺布会自然落在切割座ⅰ102与转杆601上,此时启动转杆601上的抽气机,进行形成负压使得无纺布固定在转杆601上,当将套有全新待收卷的卷筒的驱动辊202复位后,操作转杆601转动,进而使得转杆601上的无纺布贴合在驱动辊202上的卷筒上,随后对抽气机断电,进而使得无纺布不再被转杆601固定,并使转杆601压合无纺布贴合在卷筒上持续一段时间,使无纺布与胶粘剂接触,完成粘接。
45.参看7,示出了按照本发明中为转杆601的转动提供空间的实施例的示意图,进一步地,
46.本装置中所述切割座ⅱ103滑动连接在切割座ⅰ102上,切割座ⅰ102上固接有能够推动切割座ⅱ103滑动的第二电动推杆。
47.在转杆601转动前,先操作切割座ⅱ103在切割座ⅰ102内滑动,进而使得切割座ⅱ103收入切割座ⅰ102内,从而便于后续转杆601转动工作的进行。
48.参看图3,示出了按照本发明中便于对收卷过程中产生的褶皱进行展开的实施例的示意图,进一步地,
49.本装置中还包括滑动连接在滑条201上的贴合辊401,贴合辊401与滑条201之间固接有弹簧ⅲ402,贴合辊401的一侧设有弧面部406。
50.在进行收卷过程中,当收集几周后,随着无纺布层数的不断增加,会使得无纺布逐渐与贴合辊401接触,进而使得贴合辊401受到弹簧ⅲ402给的弹力压在无纺布表面,进而在后续收卷过程中,贴合辊401能够始终与无纺布接触,进而便于对收卷过程中产生的褶皱进行展开;
51.弧面部406的设置使得在安装卷筒时,卷筒在与弧面部406接触时,能够自然压动贴合辊401在滑条201上滑动,从而避免卷筒被贴合辊401阻挡影响安装的情况出现。
52.参看图8,示出了按照本发明中提高无纺布与卷筒的粘接效果的实施例的示意图,进一步地,
53.本装置中还包括滑动连接在底架101上的竖板602,竖板602上固接有敲击头603,贴合辊401上固接有圆板405,底架101上固接有第五电机,第五电机的输出轴上固接有第三丝杠,第三丝杠与竖板602螺纹连接。
54.在使用转杆601将切断的无纺布贴合在驱动辊202上一段时间后,操作驱动辊202转动,进而使得卷筒逐渐开始进行收卷任务,当粘连在驱动辊202上的无纺布转动至与贴合
辊401处于相对位置时,可操作竖板602在底架101上往复滑动,进而使得敲击头603通过压动圆板405,使得贴合辊401在底架101上往复滑动,进而使得贴合辊401对该处进行多次挤压,使其完全贴合在卷筒表面,进而进一步提高粘接效果。
55.参看图,示出了按照本发明中进一步便于定期更换卷筒的实施例的意图,进一步地,
56.本装置中还包括固接在贴合辊401上的斜向板404,敲击头603表面设有压力传感器。
57.由于随着收卷层数的不断提升,会使得贴合辊401逐渐在滑条201上克服弹簧ⅲ402的弹力发生滑动,即可通过测定贴合辊401滑动距离,判断收卷厚度;
58.工作人员可根据统一批次卷筒的收卷厚度需求,调节竖板602所在位置,进而调节敲击头603与斜向板404之间的位置关系,进而当贴合辊401移动至斜向板404上的某一预定位置与敲击头603接触时,敲击头603上的压力传感器能够接受信号,进而开始进行卷筒更换工作,即通过调节竖板602所在位置,能够调整收卷厚度规格,进而便于根据生产需求收卷出不同厚度不同层数的卷筒。
59.所述的一种无纺布加工系统用来加工无纺布的方法,该方法包括以下步骤:
60.s1、操作驱动辊202在滑条201上转动,并通过驱动辊202上的凸块与从动辊301上的槽口配合带动从动辊301转动,使驱动辊202上的卷筒在夹持头302和驱动辊202的夹持下,跟随驱动辊202不断转动;
61.s2、当驱动辊202上的一个卷筒收卷达到目标厚度后,操作切刀501向下滑动,使切刀501插入切割座ⅰ102和切割座ⅱ103上的切槽内;
62.s3、使切刀501复位,并启动切刀501上的电磁块,随后再次滑动切刀501,使得压辊502压动夹持头302,使夹持头302克服多个弹簧ⅱ303的弹力在从动辊301上滑动;
63.s4、操作滑条201滑动,将驱动辊202挪动至与更换座702上的弧面板同心位置;
64.s5、操作更换座702滑动直至更换座702移动至与驱动辊202上的卷筒重合位置,随后向下滑动夹持弧板704,使夹持弧板704与更换座702对卷筒进行夹持;
65.s6、再次操作更换座702滑动将卷筒从驱动辊202上拆下,并配合连接连接板701的机械手移动将拆下的卷筒进行摆放;
66.s7、使连接连接板701的机械手移动并配合夹持弧板704滑动,进而将一个待使用的全新卷筒再次套在驱动辊202上,并通过两个滴加槽703向卷筒上滴加胶粘剂;
67.s8、使滑条201复位,并使夹持头302滑回,随后转动驱动辊202,使滴加有胶粘剂一侧朝向转杆601,随后转动转杆601,使转杆601将无纺布贴合在驱动辊202上滴加有胶粘剂位置,进而将无纺布与驱动辊202连接,进行后续收卷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1