一种标签纸无胶自动收卷装置的制作方法
1.本实用新型涉及一种标签纸收卷装置,尤其涉及一种标签纸无胶自动收卷装置。
背景技术:
2.标签纸在完成切割后,在投入市场使用前需要进行收卷存放。现有的标签纸收卷设备,在标签纸收卷时,标签纸接头与纸管表面通过涂胶的方式固定,避免收卷过程中,标签纸接头跑偏,影响标签纸的正常收卷。涂胶收卷设备结构复杂,且涂布所用的胶对环境不友好。
技术实现要素:
3.本实用新型为克服现有技术弊端,提供一种标签纸无胶自动收卷装置,收卷过程中,标签纸接头通过切断装置和引纸装置将标签纸接头压在纸管上,避免涂胶固定接头,更加环保,节约能源。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种标签纸无胶自动收卷装置,所述装置包括上纸装置、收卷装置、切断装置和固定支架,所述固定支架底座两侧均设置有支撑板,所述上纸装置和切断装置均设置在两个所述支撑板之间,所述收卷装置设置在所述固定支架的侧板上,所述切断装置设置在所述上纸装置上方,所述收卷装置包括旋转圆盘、气胀轴和中心轴,所述旋转圆盘通过旋转轴设置在所述侧板上,所述中心轴固定在所述旋转圆盘的中心位置,所述气胀轴设置有若干个,周向间隔均匀的设置在所述旋转圆盘上,纸管套在所述气胀轴上;所述上纸装置包括放纸盒、张力辊、弧形辊和引纸装置,标签纸依次经过所述放纸盒、张力辊、弧形辊和引纸装置,缠绕到所述气胀轴上的纸管上,换卷切断时,所述引纸装置上移、所述切断装置下移将所述气胀轴压紧固定。
6.上述标签纸无胶自动收卷装置,所述装置还包括气胀轴换位装置,包括换位气缸、换位摆杆、定位气缸、夹紧气缸和夹紧件,所述换位气缸和夹紧气缸均固定在所述支撑板上,所述换位气缸一端与所述换位摆杆中部铰接,所述定位气缸固定在所述换位摆杆的一端,其活塞杆伸出顶紧所述气胀轴的自由端,所述换位摆杆另一端设置有固定孔,与所述中心轴一端连接,所述夹紧件包括下夹紧板和上夹紧板,所述下夹紧板固定在所述支撑板上,所述夹紧气缸一端与所述上夹紧板连接。
7.上述标签纸无胶自动收卷装置,所述切断装置包括电缸、上压辊、切刀和胶辊,所述电缸固定在所述支撑板上,其活塞杆一端与第一摆臂一端连接,所述第一摆臂另一端与设置在所述支撑板上的第一横轴的一端固定连接,所述支撑板内侧的所述第一横轴的两端分别设置有第一连接板,所述胶辊设置在所述第一连接板的一端,两个所述第一连接板内侧设置有第二连接板、第三连接板和第四连接板,所述第二连接板一端通过第二横轴与所述第一连接板上端连接,两个所述第二连接板之间还设置有第一横梁,所述第二连接板另一端、所述第三连接板一端和第四连接板一端通过连接轴连接,两个所述第三连接板之间
设置第三横轴,所述切刀固定在所述第三连接板一端,切刀气缸一端固定在所述第一横梁上,另一端与所述第三横轴连接,两个所述第四连接板之间设置第四横轴,所述上压辊设置在所述第四连接板一端,压辊气缸一端固定在所述第一横梁上,另一端与所述第四横轴连接,所述第四连接板设置在所述第三连接板内侧,所述上压辊上端外侧还设置有吹气管,所述切刀位于所述上压辊和胶辊之间。
8.上述标签纸无胶自动收卷装置,所述引纸装置包括引纸气缸、顶辊、引纸块、槽辊和顶辊气缸,所述引纸气缸固定在所述支撑板一侧,所述引纸气缸的活塞杆一端连接第二摆臂一端,所述第二摆臂的另一端固定在第五横轴一端,所述第五横轴的两端分别设置在两个所述支撑板上,所述第五横轴两端分别连接有两个第五连接板,所述顶辊、引纸块和槽辊两端均设置在固定板上,所述固定板与所述第五连接板连接,所述引纸块轴向间隔均匀的设置有若干个,其一端设置在所述槽辊的凹槽中,另一端与所述顶辊接触,所述固定板上还设置有调节横轴,两个所述第五连接板之间还设置有第二横梁,所述第二横梁上固定有连接块,所述顶辊气缸一端与所述连接块铰接,另一端的活塞杆与所述调节横轴连接,所述顶辊气缸的活塞杆伸出带动所述顶辊和槽辊压紧所述气胀轴。
9.上述标签纸无胶自动收卷装置,所述切断装置还包括位置微调结构,所述位置调节结构包括第六连接板、第六横轴、第一调节丝杆和第二调节丝杆,所述第一调节丝杆一端固定在所述第一横轴上,另一端通过鱼眼轴承与固定块一端上的短轴连接,所述固定块固定在所述第一横梁上,所述第六连接板设置在所述第二连接板内侧、第三连接板外侧,所述第六连接板与所述连接轴连接,所述第六连接板一端设置有滑块,所述滑块与所述第三连接板连接,所述第六横轴设置在两个所述第六连接板顶端,所述第二调节丝杆一端固定在所述第六横轴上,另一端通过鱼眼轴承与所述固定块另一端上的短轴连接。
10.上述标签纸无胶自动收卷装置,所述下夹紧板和上夹紧板上均设置有夹紧轮。
11.上述标签纸无胶自动收卷装置,所述槽辊外侧下方设置有挡纸板。
12.上述标签纸无胶自动收卷装置,所述固定支架上设置有压紧气缸和压紧辊,所述压紧辊位于所述收卷装置的上方,所述压紧气缸带动所述压紧辊上下移动。
13.上述标签纸无胶自动收卷装置,所述上纸装置包括张力调节装置,包括第三摆臂、张力调节气缸、第七横轴、调节母齿轮和调节子齿轮,所述张力辊两端分别连接第三摆臂一端,所述第三摆臂的中间位置连接张力调节气缸的活塞杆端,所述支撑板上固定有横板,所述张力调节气缸另一端设置在所述横板上,所述第七横轴设置在所述支撑板上,所述第三摆臂另一端与所述第七横轴连接,所述调节母齿轮固定在所述支撑板外侧的第七横轴端部,所述调节子齿轮固定在所述支撑板上、与所述调节母齿轮啮合。
14.上述标签纸无胶自动收卷装置,所述气胀轴间隔均匀的设置有四个。
15.本实用新型的有益效果是:本实用新型标签纸接头缠绕至纸管上后,利用换位气缸带动气胀轴位移至切断位置,同时,另一个穿有纸管的气胀轴移位至收卷工位,切断封头工位气胀轴继续旋转收卷至设定厚度后,切断装置中的上压辊下压以及上纸装置中的顶辊和槽辊上压,共同将收卷位置处气胀轴上的纸管压紧,同时,上压辊一侧的吹气管向下吹气,切刀下行,将标签纸向下切断,标签纸接头在吹气的作用下,避免向上翘起,且上压辊、顶辊和槽辊共同压紧缠绕在纸管上的标签纸,避免标签纸卷绕时移位,实现标签纸接头无胶卷绕过程,省去涂胶过程,更加节能环保;切刀具有一定的宽度,切刀下行切断标签纸时,
能够对标签纸接头产生一定的压力,避免标签纸接头上翘;槽辊一侧的挡纸板进一步保证标签纸接头顺利卷绕至纸管上。
附图说明
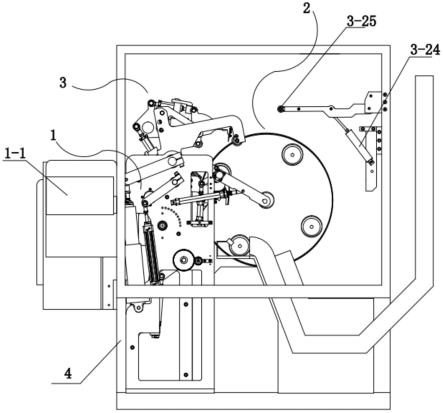
16.图1为本实用新型整体装置结构示意图;
17.图2为整体装置立体结构示意图;
18.图3为切断装置结构示意图;
19.图4为图3中a部分放大结构示意图;
20.图5为上纸装置整体结构示意图;
21.图6为引纸装置结构示意图;
22.图7为纸卷换位切断过程示意图。
23.图中:1、上纸装置;1-1、放纸盒;1-2、张力辊;1-3、弧形辊;1-4、引纸气缸;1-5、顶辊;1-6、引纸块;1-7、槽辊;1-8、顶辊气缸;1-9、第二摆臂;1-10、第五横轴;1-11、第五连接板;1-12、固定板;1-13、调节横轴;1-14、第二横梁;1-15、连接块;1-16、第三摆臂;1-17、张力调节气缸;1-18、第七横轴;1-19、调节母齿轮;1-20、调节子齿轮;2、收卷装置;2-1、旋转圆盘;2-2、气胀轴;2-3、中心轴;3、切断装置;3-1、电缸;3-2、上压辊;3-3、切刀;3-4、胶辊;3-5、第一摆臂;3-6、第一横轴;3-7、第一连接板;3-8、第二连接板;3-9、第三连接板;3-10、第四连接板;3-11、第二横轴;3-12、第一横梁;3-13、第三横轴;3-14、切刀气缸;3-15、第四横轴;3-16、压辊气缸;3-17、吹气管;3-18、第六连接板;3-19、第六横轴;3-20、第一调节丝杆;3-21、第二调节丝杆;3-22、固定块;3-23、滑块;3-24、压紧气缸;3-25、压紧辊;4、固定支架;5、支撑板;6、侧板;7、纸管;8、标签纸;9-1、换位气缸;9-2、换位摆杆;9-3、定位气缸;9-4、夹紧气缸;9-5、固定孔;9-6、下夹紧板;9-7、上夹紧板;9-8、夹紧轮;10、挡纸板。
具体实施方式
24.下面结合附图对本实用新型作进一步说明。
25.参看图1、图2和图5,本实用新型一种标签纸无胶自动收卷装置,包括上纸装置1、收卷装置2、切断装置3和固定支架4,所述固定支架4底座两侧均固定设置有支撑板5,所述上纸装置1和切断装置3均设置在两个所述支撑板5之间,所述收卷装置2设置在所述固定支架4的侧板6上,所述切断装置3设置在所述上纸装置1上方,所述收卷装置2包括旋转圆盘2-1、气胀轴2-2和中心轴2-3,所述旋转圆盘2-1通过旋转轴设置在所述侧板6上,收卷时,所述气胀轴2-2位于所述上纸装置1出纸侧的上方,所述中心轴2-3固定在所述旋转圆盘2-1的中心位置,所述气胀轴2-2设置有若干个,例如设置有四个,周向间隔均匀的设置在所述旋转圆盘2-1上,纸管7套在所述气胀轴2-2上,在底端处的气胀轴上套上纸管,转转圆盘转动,将套有纸管的气胀轴移动至收卷工位,即位于上纸装置出纸端;所述上纸装置1包括放纸盒1-1、张力辊1-2、弧形辊1-3和引纸装置,标签纸8依次经过所述放纸盒1-1、张力辊1-2、弧形辊1-3和引纸装置,缠绕到收卷工位的所述气胀轴2-2上的纸管7上。所述装置还包括气胀轴换位装置,包括换位气缸9-1、换位摆杆9-2、定位气缸9-3、夹紧气缸9-4和夹紧件,所述换位气缸9-1和夹紧气缸9-4均固定在所述支撑板5上,所述换位气缸9-1一端与所述换位摆杆9-2中部铰接,所述定位气缸9-3固定在所述换位摆杆9-2的一端,其活塞杆伸出顶紧所述气胀
轴2-2的自由端,所述换位摆杆9-2另一端设置有固定孔9-5,与所述中心轴2-3一端连接,所述夹紧件包括下夹紧板9-6和上夹紧板9-7,所述下夹紧板9-6固定在所述支撑板5上,所述夹紧气缸9-4一端与所述上夹紧板9-7连接,所述下夹紧板9-6和上夹紧板9-7上均设置有夹紧轮9-8。收卷时,定位气缸9-3的活塞杆伸出,顶紧气胀轴一端,之后换位气缸9-1的活塞杆伸出,换位摆杆9-2带动气胀轴由2#工位移位至切断封头工位(3#工位),继续收卷缠绕,同时,套有纸管的1#工位的气胀轴移动至收卷工位(2#工位),夹紧气缸9-4的活塞杆伸出,上夹紧板和下夹紧板将2#工位处的气胀轴锁紧定位,3#工位收卷至设定厚度后,切断装置下移、引纸装置上移,将2#工位处的气胀轴压紧,进行标签纸切断。
26.参看图1、3和图4,所述切断装置3包括电缸3-1、上压辊3-2、切刀3-3和胶辊3-4,所述电缸3-1固定在所述支撑板5上,其活塞杆一端与第一摆臂3-5一端连接,所述第一摆臂3-5另一端与设置在所述支撑板5上的第一横轴3-6的一端固定连接,所述支撑板5内侧的所述第一横轴3-6的两端分别设置有第一连接板3-7,所述胶辊3-4设置在所述第一连接板3-7的一端,两个所述第一连接板3-7内侧均设置有第二连接板3-8、第三连接板3-9和第四连接板3-10,两个所述第二连接板3-8一端通过第二横轴3-11与所述第一连接板3-7上端连接,两个所述第二连接板3-8之间还设置有第一横梁3-12,所述第二连接板3-8另一端、所述第三连接板3-9一端以及第四连接板3-10一端通过连接轴10连接,两个所述第三连接板之间设置第三横轴3-13,所述切刀3-3固定在所述第三连接板3-9一端,切刀气缸3-14一端固定在所述第一横梁3-12上,另一端与所述第三横轴3-13连接,两个所述第四连接板3-10之间设置第四横轴3-15,所述上压辊3-2设置在所述第四连接板3-10一端,压辊气缸3-16一端固定在所述第一横梁3-12上,另一端与所述第四横轴3-15连接,所述第四连接板3-10设置在所述第三连接板3-9内侧,所述上压辊3-2上端外侧还设置有吹气管3-17,所述切刀3-3位于所述上压辊3-2和胶辊3-4之间,所述固定支架4上设置有压紧气缸3-24和压紧辊3-25,所述压紧辊3-25位于所述收卷装置2的上方,所述压紧气缸3-24带动所述压紧辊3-25上下移动。电缸3-1的活塞杆伸缩带动第一横轴3-6转动,从而带动上压辊、切刀和胶辊整体上下移动,实现切断时,胶辊下行压住标签纸,压辊气缸活塞杆伸缩运动,带动上压辊上下移动,压辊气缸的活塞杆伸出时,带动上压辊下行,压紧气胀轴表面的标签纸,切刀气缸3-14的活塞杆伸缩运动带动切刀上下移动,切刀气缸3-14的活塞杆伸出,带动切刀下行,实现标签纸的切断,同时,压紧气缸带动压紧辊下行压紧气胀轴表面的标签纸。
27.所述切断装置3还包括位置微调结构,所述位置调节结构包括第六连接板3-18、第六横轴3-19、第一调节丝杆3-20和第二调节丝杆3-21,所述第一调节丝杆3-20一端固定在所述第一横轴3-6上,另一端通过鱼眼轴承与固定块3-22一端上的短轴连接,所述固定块3-22固定在所述第一横梁3-10上,所述第六连接板3-18设置在所述第二连接板3-8内侧、第三连接板3-9外侧,所述第六连接板3-18与所述连接轴10连接,所述第六连接板3-18一端设置有滑块3-23,所述滑块与所述第三连接板3-9连接,所述第六横轴3-19设置在两个所述第六连接板3-18顶端,所述第二调节丝杆3-21一端固定在所述第六横轴3-19上,另一端通过鱼眼轴承与所述固定块3-22另一端上的短轴连接。手动调整第一调节丝杆的角度,实现切断装置整体位置的微调,调节第二调节丝杆的角度,实现切刀和上压辊位置的微调。
28.参看图6,所述引纸装置包括引纸气缸1-4、顶辊1-5、引纸块1-6、槽辊1-7和顶辊气缸1-8,所述引纸气缸1-4固定在所述支撑板5一侧,所述引纸气缸1-4的活塞杆一端连接第
二摆臂1-9一端,所述第二摆臂1-9的另一端固定在第五横轴1-10一端,所述第五横轴1-10的两端分别设置在两个所述支撑板5上,所述第五横轴1-10两端分别连接有两个第五连接板1-11,所述顶辊1-5、引纸块1-6和槽辊1-7两端均设置在固定板1-12上,所述固定板1-12与所述第五连接板1-11连接,所述引纸块1-6轴向间隔均匀的设置有若干个,其一端设置在所述槽辊1-7的凹槽中,另一端与所述顶辊1-5接触,所述固定板1-12上还设置有调节横轴1-13,两个所述第五连接板1-11之间还设置有第二横梁1-14,所述第二横梁1-14上固定有连接块1-15,所述顶辊气缸1-8一端与所述连接块1-15铰接,另一端的活塞杆与所述调节横轴1-13连接,所述顶辊气缸1-8的活塞杆伸出带动所述顶辊1-5和槽辊1-7压紧所述气胀轴2-2,所述槽辊1-7外侧下方设置有挡纸板10。由放纸盒1-1放出的标签纸依次穿过张力辊1-2、弧形辊1-3进入顶辊和槽辊之间,由引纸块引出,缠绕至其上方的气胀轴上,进行切断时,引纸气缸1-4的活塞杆收回,带动顶辊和槽辊回收靠近气胀轴,顶辊气缸1-8伸出,带动顶辊和槽辊上行,将气胀轴压紧,进行切断工序和标签纸接头快速缠绕到新的纸管上,完成引纸动作,开始下一卷的收卷工作。
29.参看图5和图6,所述上纸装置1包括张力调节装置,用于调节上纸过程中,标签纸的张力,包括第三摆臂1-16、张力调节气缸1-17、第七横轴1-18、调节母齿轮1-19和调节子齿轮1-20,所述张力辊1-2两端分别连接第三摆臂1-16一端,所述第三摆臂1-16的中间位置连接张力调节气缸1-17的活塞杆端,所述支撑板5上固定有横板,所述张力调节气缸1-17另一端设置在所述横板上,所述第七横轴1-18设置在所述支撑板5上,所述第三摆臂1-16另一端与所述第七横轴1-18连接,所述调节母齿轮1-19固定在所述支撑板5外侧的第七横轴1-18端部,所述调节子齿轮1-20固定在所述支撑板5上、与所述调节母齿轮1-19啮合。
30.工作过程:换卷时,定位气缸9-3的活塞杆伸出,顶紧气胀轴一端,之后换位气缸9-1的活塞杆伸出,使得换位摆杆9-2带动气胀轴由收卷工位(2#工位)移位至切断封头工位(3#工位),同时,穿有纸管的1#工位的气胀轴移动至收卷工位(2#工位),夹紧气缸9-4的活塞杆伸出,上夹紧板和下夹紧板将2#工位处的气胀轴锁紧定位,3#工位的气胀轴继续收卷至设定厚度时,压紧气缸3-24带动压紧辊3-25下移压紧标签纸表面,防止切断的标签纸松散,电缸3-1的活塞杆伸出带动第一横轴3-6转动,从而带动上压辊、切刀和胶辊整体向下移动,胶辊下行压住标签纸,压辊气缸3-16的活塞杆伸出,带动上压辊下行,压紧气胀轴表面的标签纸,引纸气缸1-4的活塞杆收回,带动顶辊和槽辊回收靠近气胀轴,顶辊气缸1-8伸出,带动顶辊和槽辊上行,将气胀轴压紧,切刀气缸3-14的活塞杆伸出,带动切刀下行,实现标签纸的切断以及标签纸接头的快速缠绕;2#工位的标签纸接头在引纸装置作用下,快速卷绕,同时,上压辊上行,顶辊和槽辊下行,进行正常卷纸工序,3#工位贴标封头完成后,定位气缸9-3的活塞杆回收,换位气缸9-1的活塞杆回收,换位摆杆9-2位移至2#工位,定位气缸9-3的活塞杆再次伸出,顶紧气胀轴一端,同时夹紧气缸动作松开气胀轴,换位气缸9-1的活塞杆再次伸出,带动2#工位的气胀轴位移至3#工位继续缠绕,同时,1#工位的气胀轴位移至2#工位,贴标后的标签纸卷位移至4#工位,出卷,以此循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1