一种环圈类零件批量热处理的起吊装置的制作方法
1.本实用新型涉及一种起吊装置,尤其是涉及一种环圈类零件批量热处理的起吊装置。
背景技术:
2.公知的,环圈类零件,如轴承圈等,通常来料同规格数量较多,热处理阶段按同规格批量装炉处理时,因其外径较大、高度较小、壁厚较小的外形特点,淬火后极易发生椭圆、翘曲等变形,若采用台车炉处理,各部受热不均会进一步加大其变形。因此,通常采用井式炉装炉处理,而在井式炉相对狭小的空间内完成装炉、起吊极为困难。若采用拉杆-料盘类的热态起吊工装随零件装载炉内,一同加热、保温、出炉冷却的方法,间接增加了装炉量,升温速率较小、升温及保温时间较长、能耗较大,且保温结束出炉冷却时,由于零件装载在工装上须一同入淬火介质中,间接增加了蓄热量,大幅降低了冷却效果,增加了冷却时长,同时一定程度影响了零件硬度与性能,再者,拉杆-料盘类热态起吊工装因其经常加热、冷却反复使用,变形、损坏较快,需经常性更换,成本较高。
技术实现要素:
3.为了克服背景技术中的不足,本实用新型公开了一种环圈类零件批量热处理的起吊装置。
4.为了实现所述发明目的,本实用新型采用如下技术方案:
5.一种环圈类零件批量热处理的起吊装置,包括吊臂、立柱、支撑装置和吊钩组件,吊臂呈十字架结构,在吊臂横竖交叉的支臂上均布有多个圆孔,位于吊臂四边圆孔内的卡扣上均连接有链条,在吊臂四边的下部均连接有一组吊钩组件,支撑装置固定连接在吊臂的上部,其包括十字支撑、竖向立柱支撑、限位块和吊梁,十字支撑呈水平方向放置,在十字支撑的四角均穿设有竖向立柱支撑,竖向立柱支撑的下端分别与吊臂的四边中部固定连接,在竖向立柱支撑的上端均固定有限位块,吊梁的下端分别固定在十字支撑的四边,上端钩挂在起吊机的挂钩内。
6.所述的环圈类零件批量热处理的起吊装置,吊臂四边上开设有上下两排圆孔,卡扣分别铰接在上排圆孔内,吊钩组件分别连接在下排圆孔内;任一一组吊钩组件均包括吊钩、转接头、固定销和连接环,吊钩均通过转接头上的固定销连接在吊臂四边下排的圆孔内,吊钩下部内面的连接环和十字支撑之间连接有绳索。
7.所述的环圈类零件批量热处理的起吊装置,在吊臂的四边边缘处的下部均固定有立柱。
8.所述的环圈类零件批量热处理的起吊装置,每组吊钩组件的转接头均设有两片,吊钩的上端设置在两片转接头之间,且通过螺钉固定。
9.所述的环圈类零件批量热处理的起吊装置,十字支撑滑动设置在竖向立柱支撑上。
10.所述的环圈类零件批量热处理的起吊装置,在卡扣上均设有提拉绳索。
11.所述的环圈类零件批量热处理的起吊装置,吊钩的下端设有水平向外延伸的横向钩。
12.由于采用了上述技术方案,本实用新型具有如下有益效果:
13.本实用新型所述的环圈类零件批量热处理的起吊装置,通过支撑装置带动绳索拉动吊钩组件,使吊钩的下端内缩,从而落入叠落的环圈类零件的内孔中,挂钩和支撑装置脱离后,吊钩恢复竖直状态,与环圈类零件的内壁接触,通过卡扣3上的提拉绳索将整个起吊装置和环圈类零件起吊至工作位;通过设置立柱2,接触到工件上端面后,挂钩6重新和吊梁54连接,然后向上起吊,通过支撑装置带动绳索拉动吊钩组件,使吊钩的下端内缩,从而工装向上彻底脱离,工件实现放置的目的;本实用新型结构简单、使用方便,可反复使用,优化装炉、出炉的起吊方式,使环圈类零件冷却效果增强、生产效率提高;整个过程几乎不需人力配合,可大幅节约劳动力;同时冷态工装较为耐用,可显著节约工装成本。
附图说明
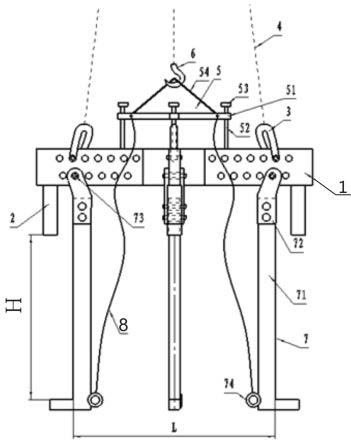
14.图1是本实用新型的结构示意图。
15.图2是本实用新型提拉时的结构示意图。
16.图3是在本实用新型上放置环圈类零件的示意图。
17.图4是本实用新型与环圈类零件的起吊示意图。
18.图中:1、吊臂;2、立柱;3、卡扣;4、链条;5、支撑装置;51、十字支撑;52、竖向立柱支撑;53、限位块;54、吊梁;6、挂钩;7、吊钩组件;71、吊钩;72、转接头;73、固定销;74、连接环;8、绳索。
具体实施方式
19.通过下面的实施例可以详细的解释本实用新型,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
20.结合附图1-3所述的环圈类零件批量热处理的起吊装置,包括吊臂1、立柱2、支撑装置5和吊钩组件7,吊臂1呈十字架结构,在吊臂1横竖交叉的支臂上均布有多个圆孔,位于吊臂1四边圆孔内的卡扣3上均连接有链条4,在吊臂1四边的下部均连接有一组吊钩组件7,支撑装置5固定连接在吊臂1的上部,其包括十字支撑51、竖向立柱支撑52、限位块53和吊梁54,十字支撑51呈水平方向放置,在十字支撑51的四角均穿设有竖向立柱支撑52,竖向立柱支撑52的下端分别与吊臂1的四边中部固定连接,在竖向立柱支撑52的上端均固定有限位块53,吊梁54的下端呈发射状,分别固定在十字支撑51的四边,上端钩挂在起吊机的挂钩6内。
21.所述的环圈类零件批量热处理的起吊装置,吊臂1四边上开设有上下两排圆孔,卡扣3分别铰接在上排圆孔内,吊钩组件7分别连接在下排圆孔内;任一一组吊钩组件7均包括吊钩71、转接头72、固定销73和连接环74,吊钩71均通过转接头72上的固定销73连接在吊臂1四边下排的圆孔内,吊钩71的下部内面的连接环74和十字支撑51之间连接有绳索8。
22.所述的环圈类零件批量热处理的起吊装置,在吊臂1的四边边缘处的下部均固定有立柱2。
23.所述的环圈类零件批量热处理的起吊装置,每组吊钩组件7的转接头72均设有两片,吊钩71的上端设置在两片转接头72之间,且通过螺钉固定。
24.所述的环圈类零件批量热处理的起吊装置,十字支撑51滑动设置在竖向立柱支撑52上。
25.所述的环圈类零件批量热处理的起吊装置,在卡扣3上均设有提拉绳索。
26.所述的环圈类零件批量热处理的起吊装置,吊钩71的下端设有水平向外延伸的横向钩。
27.实施本实用新型所述的环圈类零件批量热处理的起吊装置,在同规格环圈类零件批量热处理时,选取一定数量竖直对齐叠放,且总高度不大于图1中所示的高度h,图1中吊钩71竖直状态时,两吊钩71之间的距离l与环圈类零件的内孔尺寸相等;此时,起吊机的挂钩6勾住吊梁54,带动十字支撑51在竖向立柱支撑52上向上滑动,从而带动绳索8绷紧,拉动吊钩71向内缩紧,如图2所示,将吊钩71落入环圈类零件的内孔中并下落,如图3所示,当立柱2的下端与最上层环圈类零件的上端面接触后,挂钩6与吊梁54脱钩,从而吊钩71逐步恢复至竖直状态,随即吊钩71与环圈零件内壁接触,使吊钩71下端延伸的横向钩钩在最下层环圈类零件的底部;起吊机的挂钩6与卡扣3上的提拉绳索钩挂,带动整个起吊装置和环圈类零件上升,如图4所示,完成环圈零件装炉或淬火出炉的起吊;当需要将起吊装置拆卸时,立柱2与最上层环圈类零件的上端面接触后,挂钩6勾住吊梁54上提,如附图3所示,吊钩71向内缩紧,环圈类零件可顺利与吊钩71脱离,环圈零件单独在炉内加热;需要冷却时,将起吊装置放入炉中对环圈零件进行起吊,起吊装置与环圈零件一起进入入液体冷却。
28.本实用新型未详述部分为现有技术。
29.为了公开本实用新型的发明目的而在本文中选用的实施例,当前认为是适宜的,但是,应了解的是,本实用新型旨在包括一切属于本构思和实用新型范围内的实施例的所有变化和改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1