可跨接式自动进料装置的制作方法
1.本实用新型涉及烟草加工领域,具体涉及一种可跨接式自动进料装置。
背景技术:
2.在烟草生产中,烟草需要经过不同的工序进行加工处理,但是由于各个工序之间属于非同一系统,容易造成其连接之间出现不协调的情况,比如在滤棒盒运输机与滤棒盒翻盘机分别为两家厂商的设备,滤棒盒输送机进行单一方向的运送物料,而滤棒盒翻盘机需要对物料的逐一处理,其系统无法进行协调,运转之间没有一个可靠的进料连接装置,容易造成滤棒盒运输机与滤棒盒翻盘机之间出现堵料、倒料、溢出的现象。
技术实现要素:
3.本实用新型提供一种可跨接式自动进料装置,结构简单紧凑,实现对不同工序输送线之间的连接过度,保障自动进料,避免物料在连接之间的堵料、倒料、溢出的情况。
4.为实现上述目的,本可跨接式自动进料装置,包括位于第一输送线与第二输送线之间的连接组件、位于第二输送线上的导料组件;
5.所述连接组件包括上下调节高度的支撑平台、以及安装在支撑平台上用于调节倾斜角度的支撑框架;
6.支撑框架上沿物料移动方向转动设有多个并排布置的支撑滚轮;
7.所述导料组件包括第二气缸、一对设置在第二输送线两侧的第一气缸;
8.每个第一气缸的伸缩端固定连接夹紧板;一对夹紧板相互靠近、远离相应对通过的物料进行夹紧、松放;
9.第二气缸位于连接组件与第一气缸之间、伸缩端带动挡料盘上下移动。
10.进一步的,所述第二气缸安装在移动平台上,挡料盘到一对夹紧板之间的直线距离能够容纳至少一个物料。
11.进一步的,还包括安装在第一输送线出料端的第二感应装置、安装在第一气缸处的第一感应装置;
12.第一感应装置、第二感应装置均用于检测是否有物料通过,并将信号传递至控制器中;
13.控制器控制第一气缸、第二气缸以及第二输送线的动作。
14.进一步的,所述支撑平台下端设有伸缩杆;
15.所述支撑框架下端通过支撑座转动安装在支撑平台一侧,支撑平台的另一侧上螺纹安装有调节杆;
16.调节杆的轴向竖直布置,并且上端与支撑框架接触。
17.进一步的,所述支撑框架上设有多个槽孔组件;
18.每个槽孔组件包括第一槽孔和同轴布置的第二槽孔,第一槽孔为贯穿式的半圆结构,第二槽孔位于支撑框架内,且半径大于第一槽孔的半径;
19.每个支撑滚轮两端的轴承分别转动坐装在相应的第二槽孔内。
20.进一步的,所述夹紧板为l型结构;
21.夹紧板的一端对物料移动方向的一侧进行遮挡、另一端对物料的侧面进行夹紧。
22.与现有技术相比,本可跨接式自动进料装置由于在第一输送线与第二输送线之间设有连接组件,连接组件中的并支撑平台可进行上下高度调节、支撑框架可进行倾斜角度的调节,因此实现不同工序输送线之间的连接过度,避免第一输送线与第二输送线之间落差较大造成转运不平顺;
23.由于位于第二输送线上的导料组件,通过一对夹紧板相互靠近、远离相应对通过的物料进行夹紧、松放,第二气缸伸缩端带动挡料盘上下移动,实现对物料的缓存与滞留,并且设有第一感应装置和第二感应装置,因此保障自动进料,避免物料在连接之间的堵料、倒料、溢出的情况。
附图说明
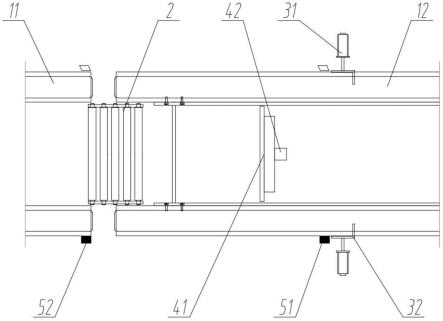
24.图1是本实用新型的整体俯视图;
25.图2是本实用新型的连接组件安装主视图;
26.图3是本实用新型的支撑框架示意图;
27.图中:11、第一输送线,12、第二输送线;
28.2、连接组件,21、支撑滚轮,211、第一槽孔,212、第二槽孔,22、支撑框架,23、支撑座,24、支撑平台,25、伸缩杆,26、调节杆;
29.31、第一气缸,32、夹紧板,41、第二气缸,42、挡料盘,51、第一感应装置,52、第二感应装置。
具体实施方式
30.下面结合附图对本实用新型作进一步说明。
31.如图1、图2所示,本可跨接式自动进料装置,包括位于第一输送线11与第二输送线12之间的连接组件2、位于第二输送线12上的导料组件;
32.所述连接组件2包括上下调节高度的支撑平台24、以及安装在支撑平台24上用于调节倾斜角度的支撑框架22;
33.支撑框架22上沿物料移动方向转动设有多个并排布置的支撑滚轮21;
34.所述导料组件包括一对设置在第二输送线12两侧的第一气缸31;
35.每个第一气缸31的伸缩端固定连接夹紧板32;一对夹紧板32相互靠近、远离相应对通过的物料进行夹紧、松放;
36.所述导料组件还包括第二气缸41和与第二气缸41伸缩端带动挡料盘42上下移动;
37.第二气缸41位于挡料盘42位于连接组件2与第一气缸31之间;
38.优选的,第二气缸41可安装在移动平台上,通过移动平台调整第二气缸41、挡料盘42的位置,即根据物料大小以及实际使用情况,使得挡料盘42对物料遮挡后,挡料盘42到一对夹紧板32之间的直线距离能够容纳至少一个物料;
39.进一步的,本装置还包括安装在第一输送线11出料端的第二感应装置52、安装在第一气缸31处的第一感应装置51;
40.第一感应装置51、第二感应装置52均用于检测是否有物料通过,并将信号传递至控制器中;
41.控制器控制第一气缸31、第二气缸41以及第二输送线12的动作;
42.具体的为,第一感应装置51、第二感应装置52可采用相同感应方式,比如采用光电检测器,并根据实际采用环境进一步选择漫反射式的光电开关,这种光电开关与反光板相互配合,即光电开关与反光板的连线、和物料运输方向相互垂直,当物料运行至相应感应装置处时将对光电开关进行遮挡,此时光电开关进行感应将信号传送至控制器中;
43.控制器接受相应的光电开关信号,并分别控制第一气缸31、第二气缸41以及第二输送线12的动作,保障物料在传输过程中的依次进行;
44.进一步的,所述支撑平台24下端设有伸缩杆25;
45.所述支撑框架22下端通过支撑座23转动安装在支撑平台24一侧,支撑平台24的另一侧上螺纹安装有调节杆26;
46.调节杆26的轴向竖直布置,并且上端与支撑框架22接触。
47.如图3所示,进一步的,所述支撑框架22上设有多个槽孔组件;
48.每个槽孔组件包括第一槽孔211和同轴布置的第二槽孔212,第一槽孔211为贯穿式的半圆结构,
49.第二槽孔212位于支撑框架22内,且半径大于第一槽孔211的半径;
50.每个支撑滚轮21两端的轴承分别转动坐装在相应的第二槽孔212内;
51.进一步的,所述夹紧板32为l型结构;
52.夹紧板32的一端对物料移动方向的一侧进行遮挡、另一端对物料的侧面进行夹紧。
53.本一种可跨接式自动进料装置使用时,将连接组件2设置在两个工序之间,比如第一输送线11表示上个工序的出料输送,第二输送线12表示下个工序的进料输送;
54.调整连接组件2的高度、倾斜角,使得物料(滤棒盒)能够顺利从第一输送线11过度至第二输送线12上,具体的为,伸缩杆25上下升降带动支撑平台24进行高度调整,再螺纹转动调节杆26,调节杆26的上端对支撑框架22进行支撑,由于支撑框架22下端一侧通过支撑座23转动安装在支撑平台24上,因此可实现多个支撑滚轮21倾斜角度的调整,避免第一输送线11与第二输送线12之间落差较大造成转运不平顺;
55.作为一种实施例,支撑滚轮21为四根,直径约16mm,相邻间隔3mm并排连接;第一输送线11的出料端高于第二输送线12的进料端,调整伸缩杆25,使其中一个支撑滚轮21略低于第一输送线11的出料端,比如略低于2mm左右,转动调节杆26,调节杆26的上端对支撑框架22支撑,使其进行倾斜,保障靠近第二输送线12的支撑滚轮21略高于其进料端;
56.每个支撑滚轮21的端头处通过轴承进行支撑,即滤棒盒可通过移动的惯性平滑过度至第二输送线12上,也可支撑滚轮21自带动力进行传输,比如端头处设有相互连接用于动力传输的传动带;
57.另外为节省整体空间,避免连接组件2在调整时与第一输送线11、第二输送线12之间发生干涉,第一输送线11、第二输送线12可采用对称布置的输送结构,中部存在间隙并通过连杆连接,此时连接组件2可放置在第一输送线11和第二输送线12的中部间隙处;
58.在第二输送线12上设有第二气缸41,此时控制器控制第二气缸41动作,带动挡料
板上下移动对滤棒盒进行遮挡,有效防止滤棒盒倾倒,实现对夹紧板32与挡料盘42之间的滤棒盒进行隔开,方便挡料盘42与夹紧板32之间的滤棒盒依次进料;
59.滤棒盒在第一输送线11出料端至挡料盘42之间进行临时缓存,在挡料盘42与夹紧板32之间进行临时滞留;第一感应装置51、第二感应装置52感应滤棒盒的通过,将感应信号传递至控制器中,控制器可为plc,并进行相应的控制,因此有效避免滤棒盒在连接之间的堵料、倒料、溢出的情况;
60.具体的为,当第二感应装置52检测第一输送线11出料端没有滤棒盒时,则表明第一输送线11出料端至挡料盘42之间没有缓存的滤棒盒,第二输送线12需要进料时,第一感应装置51检测是否有滤棒盒,若检测有滤棒盒时,第一气缸31带动夹紧板32松开、第二气缸41带动挡料盘42停止遮挡,控制器控制第二输送线12对滤棒盒进行输送,第一输送线11正常将滤棒盒输送至缓存区域;若检测没有滤棒盒时,第一输送线11直接将滤棒盒过度至第二输送线12,挡料盘42、夹紧板32不需要进行相应的遮挡、夹紧动作;
61.当第二感应装置52检测第一输送线11出料端有滤棒盒时,则表明第一输送线11出料端至挡料盘42之间有缓存的滤棒盒,第二输送线12需要进料时,第一感应装置51检测是否有滤棒盒,若检测有滤棒盒时,第一气缸31带动夹紧板32松开,使得滞留的滤棒盒在第二输送线12输送下正常进料,第二气缸41带动挡料盘42停止遮挡,使得缓存的滤棒盒进入,并且第一气缸31带动夹紧板32进行夹紧;若检测没有滤棒盒时,第二气缸41带动挡料盘42停止遮挡,使得滤棒盒进入,并且第一气缸31对进入的滤棒盒进行夹紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1