地膜生产车间颗粒料自动上料机器的制作方法
1.本实用新型涉及地膜车间颗粒料上料技术领域,特别涉及一种能够针对多种农用地膜颗粒实现高效上料送料的改进型的机械设备,尤其是地膜生产车间颗粒料自动上料机器。
背景技术:
2.农用地膜主要是靠吹膜机将塑料粒子加热融化再吹成薄膜,传统的农用地膜有各种不同的品种和规格:根据使用的塑,塑料原料不同,分为聚氯乙烯塑料薄膜、聚乙烯塑料薄膜;根据塑料薄膜的制造方法不同,分为压廷薄膜、吹塑薄膜;根据塑料薄膜所具有的某些特殊性能,分别有育秧薄膜、无滴薄膜、有色薄膜、超薄覆盖薄膜、宽幅薄膜、包装薄膜等。
3.不论哪种类型的农用地膜其原料组成均分为多类,一般除却主原料聚氯乙烯、聚乙烯等还会存在一定种类的配料辅料,尽管配料辅料的含量相对较少但是其对于地膜最终形成的质量有着重要的作用,因此在地膜生产工序中不论是主料还是辅料均需要严格的控制其上料的上料量与相对比例。
4.目前,传统的地膜生产车间内在地膜上料时一般采用直接以管路配合输送泵实现颗粒输送的方式来将物料输送至吹膜机内部,一般采用如专利申请号为cn201820787249.5 的专利文献中公开的颗粒输送泵结构的泵体安装在管路上实现输送,其主要结构包括包括颗粒输送泵(2)、罗茨风机(6)和支撑架(10),其特征在于,所述罗茨风机(6)顶端设有第一连接管道(9),所述第一连接管道(9)设有压力表(7),所述第一连接管道(9)顶端设有进气法兰(8),所述罗茨风机(6)另一端通过第二连接管道(13)连接颗粒输送泵(2),所述第二连接管道(13)设有止回阀(5),所述颗粒输送泵(2)顶部设有进料斗(1),所述颗粒输送泵(2)和罗茨风机(6)之间设有输气管路(12),且所述输气管路(12)设有气化阀(11),所述颗粒输送泵(2)一侧设有输灰管道(3),且所述输灰管道(3)一端设有出口法兰(4),所述颗粒输送泵(2)和罗茨风机(6)底部设有支撑架(10)。
5.上述现有技术中公开的这种泵+风机的输送方式,在进行地膜颗粒料输送至并不能有效地保证物料输送的效果,同时,对于物料的输送量单纯的通过管路流量阀门进行控制并不能有效地保证精准度,针对主料输送还基本上可以满足需求,但是针对辅料进行输送时就很难达到要求。
6.为此,我公司针对于现有的原料输送结构增设了一种改进型的颗粒料上料机器,用以更好地解决现有技术中存在的问题。
技术实现要素:
7.本实用新型为解决上述技术问题之一,所采用的技术方案是:地膜生产车间颗粒料自动上料机器,包括配合安装在外部的原料上料管末端下方的料仓放置调位机构,在所述料仓放置调位机构上沿其圆周安装有若干个储料料仓,各所述储料料仓在所述料仓放置调位机构的作用下实现依次与所述原料上料管末端下方相配合并接收来自原料上料管的
颗粒原料,在各所述储料料仓的下部固定安装有一固定架,在各所述固定架的下部均固定安装有一卧式给料器,所述卧式给料器的进料端连接对应的所述储料料仓的底部出料口,各所述卧式给料器的出料口分别与所述料仓放置调位机构下方固定设置的计量分料机构相配合,所述计量分料机构的末端与车间内的吹膜机的进料端相连接。
8.在上述任一方案中优选的是,所述料仓放置调位机构包括一水平设置的料仓旋转平台,在所述料仓旋转平台上沿其圆周均匀间隔安装有若干个所述储料料仓,在所述料仓旋转平台的外围固定有一限位环型座,所述料仓旋转平台的四周活动插接在所述限位环型座的环形槽内并实现同轴旋转,在所述料仓旋转平台的中心下方设有一相对地面固定设置的带有电机座的扭矩调位电机,所述扭矩调位电机的电机轴的顶部用于与所述料仓旋转平台的底部固连病用于驱动所述料仓旋转平台按照设定的速度旋转。
9.在上述任一方案中优选的是,在各所述储料料仓的顶部分别安装有一接料斗。
10.在上述任一方案中优选的是,所述卧式给料器采用卧式螺旋给料器,在各所述卧式螺旋给料器的出料口侧的下方固定有一负压吸尘风机,所述负压吸尘风机的出风口用于与外部管路相连。
11.在上述任一方案中优选的是,在各所述储料料仓的顶部分别安装有一内部带有卸压阀的卸压口。
12.在上述任一方案中优选的是,所述计量分料机构包括一固定设置在所述扭矩调位电机正下方的y型过渡料仓,所述y型过渡料仓的顶部两对称设置的开口分别用于与其上方的卧式螺旋给料器的出料口配合设置并用于接收当前卧式螺旋给料器的出料口排出的颗粒料,在所述y型过渡料仓的内腔中部安装有一摆动轴,所述摆动轴的两端分别活动穿出至所述y型过渡料仓的前后两侧,在所述y型过渡料仓的后侧固定的连接座上安装有一卸料驱动件,在所述y型过渡料仓的内腔中部的摆动轴上固定套接有一摆动承托座,所述摆动承托座的顶部与所述y型过渡料仓的两倾斜分支通道处的内侧壁相抵,在各所述倾斜分支通道下方的所述摆动承托座的顶部均安装有电子计量秤,所述电子计量秤,各所述电子计量秤分别用于称量落在其上方的颗粒料的重量,所述卸料驱动件用于控制摆动轴向左或者向右旋转来达到将对应的电子计量秤上的颗粒料实现卸料的目的,所述y型过渡料仓的末端与车间内的吹膜机的进料端相连接。
13.在上述任一方案中优选的是,所述卸料驱动件包括活动铰接在所述y型过渡料仓后侧的连接座上的摆动电缸,所述摆动电缸的缸体的左端活动铰接在所述连接座的铰轴上,所述摆动电缸的活塞杆的端部通过与其铰接的连杆与所述y型过渡料仓后侧的所述摆动轴的后端固定连接。
14.在上述任一方案中优选的是,在所述y型过渡料仓后侧的的内腔下部安装有一叶轮搅料器,所述叶轮搅料器的后端伸出至所述y型过渡料仓后侧并与固定设置的搅料电机相配合。
15.与现有技术相比,本实用新型的有益效果如下:
16.1、利用本实用新型中的地膜生产车间颗粒料自动上料机器可以配合安装在上料管与吹膜机之间,可以实现对不同种类的原料的少量的出料以及精准的投料、卸料,可以有效地保证地膜生产时所需颗粒料的准确投放,保证地膜生产的质量要求。
17.2、本实用新型中设置的各个储料料仓可以临时储放地膜吹制所需的颗粒料,同时
可以在需要时利用料仓放置调位机构实现准确调位并将颗粒料输送至计量分料机构内部实现准确计量投料。
18.3、计量分料机构采用y型过渡料仓的结构可以实现同时投放并准确计量两种不同的颗粒料,并在卸料驱动件的作用下实现依次摆动卸料,提高进料、投料的效率。
附图说明
19.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部件一般由类似的附图标记标识。附图中,各元件或部件并不一定按照实际的比例绘制。
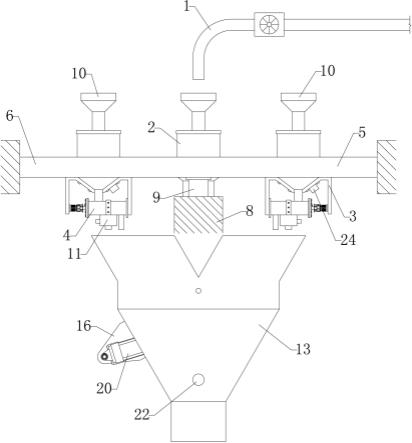
20.图1为本实用新型的第一实施例结构示意图。
21.图2为本实用新型的图1的局部剖视结构示意图。
22.图3为本实用新型的第二实施例结构示意图。
23.图4为本实用新型的图3的局部剖视结构示意图。
24.图5为本实用新型的料仓旋转平台及各储料料仓安装位置的俯视结构示意图。
25.图中,1、原料上料管;2、储料料仓;3、固定架;4、卧式给料器;5、料仓旋转平台;6、限位环型座;7、环形槽;8、电机座;9、扭矩调位电机;10、接料斗;11、负压吸尘风机;12、卸压口;13、y型过渡料仓;14、开口;15、摆动轴;16、连接座;17、摆动承托座;18、倾斜分支通道;19、电子计量秤;20、摆动电缸;21、连杆;22、叶轮搅料器;23、搅料电机;24、振料器。
具体实施方式
26.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。本实用新型具体结构如图1-5中所示。
27.实施例1:
28.地膜生产车间颗粒料自动上料机器,包括配合安装在外部的原料上料管1末端下方的料仓放置调位机构,在所述料仓放置调位机构上沿其圆周安装有若干个储料料仓2,各所述储料料仓2在所述料仓放置调位机构的作用下实现依次与所述原料上料管1末端下方相配合并接收来自原料上料管1的颗粒原料,在各所述储料料仓2的下部固定安装有一固定架3,在各所述固定架3的下部均固定安装有一卧式给料器4,所述卧式给料器4的进料端连接对应的所述储料料仓2的底部出料口,各所述卧式给料器4的出料口分别与所述料仓放置调位机构下方固定设置的计量分料机构相配合,所述计量分料机构的末端与车间内的吹膜机的进料端相连接。
29.地膜生产车间颗粒料自动上料机器在工作时主要是根据当前上料管输送的原料的种类来控制料仓放置调位机构上的扭矩调位电机9旋转适当的角度,从而实现将对应种类的储料料仓2旋转并停止在当前上料管的下方,然后接收颗粒料;当前的颗粒料接收完成后,控制上料管输送不同种类的颗粒料,然后按照上述动作将对应的储料料仓2旋转到位,最终依次将各个储料料仓2内部的颗粒料装至合适的料量,等待向吹膜机内定量投料,投料时通过卧式给料器4配合计量分料机构实现精准投料。
30.在上述任一方案中优选的是,所述料仓放置调位机构包括一水平设置的料仓旋转平台5,在所述料仓旋转平台5上沿其圆周均匀间隔安装有四个所述储料料仓2,在所述料仓旋转平台5的外围固定有一限位环型座6,所述料仓旋转平台5的四周活动插接在所述限位环型座6的环形槽7内并实现同轴旋转,在所述料仓旋转平台5的中心下方设有一相对地面固定设置的带有电机座8的扭矩调位电机9,所述扭矩调位电机9的电机轴的顶部用于与所述料仓旋转平台5的底部固连病用于驱动所述料仓旋转平台5按照设定的速度旋转。
31.料仓放置调位机构主要是起到对储料料仓2进行储放支撑以及旋转调位的作用,当需要将对应的两个储料料仓2移位至对应的卸料位置时,需要控制扭矩调位电机9旋转来带动料仓慢速旋转平台实现旋转,从而带动储料料仓2调位,到位后控制扭矩调位电机9停转、锁位。
32.在上述任一方案中优选的是,在各所述储料料仓2的顶部分别安装有一接料斗10,可以保证接料时的流畅性,防止撒料。
33.在上述任一方案中优选的是,所述卧式给料器4采用卧式螺旋给料器。
34.卧式螺旋给料器可以保证精确的向下出料,从而来保证向计量分料机构的快速控料、出料。
35.在上述任一方案中优选的是,所述计量分料机构包括一固定设置在所述扭矩调位电机9正下方的y型过渡料仓13,所述y型过渡料仓13的顶部两对称设置的开口14分别用于与其上方的卧式螺旋给料器的出料口配合设置并用于接收当前卧式螺旋给料器的出料口排出的颗粒料,在所述y型过渡料仓13的内腔中部安装有一摆动轴15,所述摆动轴15的两端分别活动穿出至所述y型过渡料仓13的前后两侧,在所述y型过渡料仓13的后侧固定的连接座16上安装有一卸料驱动件,在所述y型过渡料仓13的内腔中部的摆动轴15上固定套接有一摆动承托座17,所述摆动承托座17的顶部与所述y型过渡料仓13的两倾斜分支通道18处的内侧壁相抵,在各所述倾斜分支通道18下方的所述摆动承托座17的顶部均安装有电子计量秤19,所述电子计量秤19,各所述电子计量秤19分别用于称量落在其上方的颗粒料的重量,所述卸料驱动件用于控制摆动轴15向左或者向右旋转来达到将对应的电子计量秤19上的颗粒料实现卸料的目的,所述y型过渡料仓13的末端与车间内的吹膜机的进料端相连接。
36.计量分料机构工作时主要是通过其顶部的两个倾斜分支通道18实现接收来自上方的颗粒料,最终达到将对应的两种颗粒料依次落入至对应的电子计量秤19上,电子计量秤19直接与吹膜机上的控制系统信号连接来实现实时显示料量,当料量达到设定值时可以通过认为或者自动控制来将对应的卧式螺旋给料器停止落料,最终达到精确控制落料的目的;同时也可以预先设定卧式螺旋给料器的给料量来通过电子计量秤19接收颗粒料并校验卧式螺旋给料器的给料是否精准,从而达到双重控制精确给料的目的。
37.当对应的电子计量秤19上的颗粒料重量达标后可以控制卸料驱动件带动摆动轴15对应的旋转,从而达到带动所述电子计量秤19底部的摆动承托座17摆动倾斜的目的,从而实现向y型过渡料仓13的下部卸料,最终达到颗粒料由y型过渡料仓13进入到吹膜机内部的目的。
38.当两个电子计量秤19都有颗粒料时可以控制其依次先后反向倾斜摆动实现快速卸料。
39.在上述任一方案中优选的是,所述卸料驱动件包括活动铰接在所述y型过渡料仓
13后侧的连接座16上的摆动电缸20,所述摆动电缸20的缸体的左端活动铰接在所述连接座16的铰轴上,所述摆动电缸20的活塞杆的端部通过与其铰接的连杆21与所述y型过渡料仓13后侧的所述摆动轴15的后端固定连接。
40.摆动电缸20通过其自身的伸缩可以带动其活塞杆端部的摆动轴15实现一定角度的旋转,从而带动与摆动轴15固连的摆动承托座17实现按照一定的角度倾斜摆动,最终达到倾斜卸料的目的。
41.在上述任一方案中优选的是,在各所述储料料仓2的下部的锥形部分别安装有一振料器24。
42.振料器24可以起到保证储料料仓2内部的物料充分的向下卸料的目的,减少物料堆积的概率。
43.实施例2:
44.地膜生产车间颗粒料自动上料机器,包括配合安装在外部的原料上料管1末端下方的料仓放置调位机构,在所述料仓放置调位机构上沿其圆周安装有若干个储料料仓2,各所述储料料仓2在所述料仓放置调位机构的作用下实现依次与所述原料上料管1末端下方相配合并接收来自原料上料管1的颗粒原料,在各所述储料料仓2的下部固定安装有一固定架3,在各所述固定架3的下部均固定安装有一卧式给料器4,所述卧式给料器4的进料端连接对应的所述储料料仓2的底部出料口,各所述卧式给料器4的出料口分别与所述料仓放置调位机构下方固定设置的计量分料机构相配合,所述计量分料机构的末端与车间内的吹膜机的进料端相连接。
45.在上述任一方案中优选的是,所述料仓放置调位机构包括一水平设置的料仓旋转平台5,在所述料仓旋转平台5上沿其圆周均匀间隔安装有四个所述储料料仓2,在所述料仓旋转平台5的外围固定有一限位环型座6,所述料仓旋转平台5的四周活动插接在所述限位环型座6的环形槽7内并实现同轴旋转,在所述料仓旋转平台5的中心下方设有一相对地面固定设置的带有电机座8的扭矩调位电机9,所述扭矩调位电机9的电机轴的顶部用于与所述料仓旋转平台5的底部固连病用于驱动所述料仓旋转平台5按照设定的速度旋转。
46.料仓放置调位机构主要是起到对储料料仓2进行储放支撑以及旋转调位的作用,当需要将对应的两个储料料仓2移位至对应的卸料位置时,需要控制扭矩调位电机9旋转来带动料仓慢速旋转平台实现旋转,从而带动储料料仓2调位,到位后控制扭矩调位电机9停转、锁位。
47.在上述任一方案中优选的是,在各所述储料料仓2的顶部分别安装有一接料斗10,可以保证接料时的流畅性,防止撒料。
48.在上述任一方案中优选的是,所述卧式给料器4采用卧式螺旋给料器,在各所述卧式螺旋给料器的出料口侧的下方固定有一负压吸尘风机11,所述负压吸尘风机11的出风口用于与外部管路相连。
49.卧式螺旋给料器可以保证精确的向下出料,从而来保证向计量分料机构的快速控料、出料。
50.在下料的过程中为了减少扬尘可以开启负压吸尘风机11将扬尘进行吸附后排入外部。
51.在上述任一方案中优选的是,在各所述储料料仓2的顶部分别安装有一内部带有
卸压阀的卸压口12。
52.卸压口12可以起到安全卸压的作用。
53.在上述任一方案中优选的是,所述计量分料机构包括一固定设置在所述扭矩调位电机9正下方的y型过渡料仓13,所述y型过渡料仓13的顶部两对称设置的开口14分别用于与其上方的卧式螺旋给料器的出料口配合设置并用于接收当前卧式螺旋给料器的出料口排出的颗粒料,在所述y型过渡料仓13的内腔中部安装有一摆动轴15,所述摆动轴15的两端分别活动穿出至所述y型过渡料仓13的前后两侧,在所述y型过渡料仓13的后侧固定的连接座16上安装有一卸料驱动件,在所述y型过渡料仓13的内腔中部的摆动轴15上固定套接有一摆动承托座17,所述摆动承托座17的顶部与所述y型过渡料仓13的两倾斜分支通道18处的内侧壁相抵,在各所述倾斜分支通道18下方的所述摆动承托座17的顶部均安装有电子计量秤19,所述电子计量秤19,各所述电子计量秤19分别用于称量落在其上方的颗粒料的重量,所述卸料驱动件用于控制摆动轴15向左或者向右旋转来达到将对应的电子计量秤19上的颗粒料实现卸料的目的,所述y型过渡料仓13的末端与车间内的吹膜机的进料端相连接。
54.计量分料机构工作时主要是通过其顶部的两个倾斜分支通道18实现接收来自上方的颗粒料,最终达到将对应的两种颗粒料依次落入至对应的电子计量秤19上,电子计量秤19直接与吹膜机上的控制系统信号连接来实现实时显示料量,当料量达到设定值时可以通过认为或者自动控制来将对应的卧式螺旋给料器停止落料,最终达到精确控制落料的目的;同时也可以预先设定卧式螺旋给料器的给料量来通过电子计量秤19接收颗粒料并校验卧式螺旋给料器的给料是否精准,从而达到双重控制精确给料的目的。
55.当对应的电子计量秤19上的颗粒料重量达标后可以控制卸料驱动件带动摆动轴15对应的旋转,从而达到带动所述电子计量秤19底部的摆动承托座17摆动倾斜的目的,从而实现向y型过渡料仓13的下部卸料,最终达到颗粒料由y型过渡料仓13进入到吹膜机内部的目的。
56.当两个电子计量秤19都有颗粒料时可以控制其依次先后反向倾斜摆动实现快速卸料。
57.在上述任一方案中优选的是,所述卸料驱动件包括活动铰接在所述y型过渡料仓13后侧的连接座16上的摆动电缸20,所述摆动电缸20的缸体的左端活动铰接在所述连接座16的铰轴上,所述摆动电缸20的活塞杆的端部通过与其铰接的连杆21与所述y型过渡料仓13后侧的所述摆动轴15的后端固定连接。
58.摆动电缸20通过其自身的伸缩可以带动其活塞杆端部的摆动轴15实现一定角度的旋转,从而带动与摆动轴15固连的摆动承托座17实现按照一定的角度倾斜摆动,最终达到倾斜卸料的目的。
59.在上述任一方案中优选的是,在所述y型过渡料仓13后侧的的内腔下部安装有一叶轮搅料器22,所述叶轮搅料器22的后端伸出至所述y型过渡料仓13后侧并与固定设置的搅料电机23相配合。
60.叶轮搅料器22可以有效地保证落下的颗粒料实现充分打散的目的,保证后续进入到吹膜机内部的物料的分散性。
61.在上述任一方案中优选的是,在各所述储料料仓2的下部的锥形部分别安装有一振料器24。
62.振料器24可以起到保证储料料仓2内部的物料充分的向下卸料的目的,减少物料堆积的概率。
63.具体工作原理:
64.地膜生产车间颗粒料自动上料机器在工作时主要是根据当前上料管输送的原料的种类来控制料仓放置调位机构上的扭矩调位电机9旋转适当的角度,从而实现将对应种类的储料料仓2旋转并停止在当前上料管的下方,然后接收颗粒料;当前的颗粒料接收完成后,控制上料管输送不同种类的颗粒料。
65.然后按照上述动作将对应的储料料仓2旋转到位,最终依次将各个储料料仓2内部的颗粒料装至合适的料量。
66.等待向吹膜机内定量投料,投料时通过卧式给料器4配合计量分料机构实现精准投料。
67.以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中;对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
68.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1