一种转盘式旋盖机的双轨送袋装置的制作方法
1.本实用新型涉及包装设备领域,尤其涉及一种转盘式旋盖机的双轨送袋装置。
背景技术:
2.旋盖机在食品包装领域被广泛使用于袋装或者瓶装产品的生产上,目前市面上的旋盖机大多数为转盘式的旋盖机,这种转盘式的旋盖机通过转盘上的对接口承接包装袋体,并随着转盘转动依次转运到灌装工位和旋盖工位上完成灌装和旋盖的工序,而在进行旋盖之前,还必须将袋体输送到转盘式旋盖机的指定口位,现有的方案一般是通过输送机构将袋体输送到旋盖机上。
3.在实际生产中,可以发现转盘式旋盖机的工作效率比较低下,其主要问题在于,旋盖机的转盘上的每一个对接口仅能承一个包装袋体,不仅运输效率低,还会使得灌装和旋盖装置也仅能依次对一个包装袋体完成灌装和旋盖的工序,大大降低了生产效率。
4.目前针对这个问题,一部分厂家会将两台上袋架呈喇叭状地设置于所述旋盖机的周边,但如此设置不仅占用的较大的空间,还会使得工人在给上袋架上料的时候,需要往返在两台上袋架之间跑动;另外,增加一台上袋架的方式还会导致工位增加,进而旋盖机转盘周边至少要有7个工位,包括:两个上料架工位、两个灌装工位、两个旋盖工位和一个下袋工位,为此对应的用于驱动所述旋盖机的分割器便只能选用8工位分割机,导致占地面积增加,且工作效率降低。
5.为了解决这个问题,本实用新型设计了一款能将两个包装袋体送至同一个转盘承接口中的上袋架,使得旋盖机转盘的运输效率提升的同时还使得其他工位上的装置能并排设置,提升了灌装和旋盖的工作效率。
技术实现要素:
6.为了解决上述技术问题,本实用新型实施例提供了一种转盘式旋盖机的双轨送袋装置,包括:旋盖机和上袋架。
7.所述旋盖机具有转盘,所述转盘周面上设有若干挂袋齿,所述挂袋齿之间的间隙形成用于承接包装袋体的承接口。
8.所述上袋架包括支架和送袋装置,所述支架上设有第一输送轨道和第二输送轨道,所述第一输送轨道和第二输送轨道均包括用于挂设包装袋体的直送部和用于引导包装袋体进入所述承接口外侧的导向部,所述导向部具有弧面,所述送袋装置可将挂设于直送部上的包装袋体推送至导向部,所述第一输送轨道的导向部还设有用于将包装袋体引导至转盘承接口内侧的延伸入位片。
9.其中,所述导向部弧度的半径范围为0.75m~1.25m,角度的范围为10
°
~27
°
。
10.其中,所述送袋装置包括:滑轨和滑动推杆,所述滑轨设于所述第一输送轨道和第二输送轨道的上方,所述滑动推杆通过滑块滑动设置于所述滑轨上,进而推动所述包装袋体向前递进。
11.其中,所述承接口深度为9cm~18cm。
12.实施本实用新型实施例,具有如下有益效果:
13.1.本上袋架具有两条输送轨道,使得旋盖机的转盘的承接口能一次承接两个包装袋体,提升了转盘的运输效率。
14.2.本上袋架的两条输送轨道为平行设置,更方便工人给上袋架上料,同时还能节约上袋架的占地面积。
15.3.本上袋架通过两条输送轨道将两个袋体承送至一个承接口上,且两条输送条仅需占用一个工位,进而将旋盖机周边的工位被控制在6个,使得使用者可选用6工位分割器来驱动转盘,如此设置不仅能进一步减小旋盖机的占地面积,还能增加旋盖机的工作效率。
16.4.本上袋架能使得旋盖机转盘上的承接口能并排夹持两个包装袋体,进而后续转盘上方设置的其他装置(比如灌装装置和上盖装置)能双排设置,大大增强了空间利用率和生产效率。
附图说明
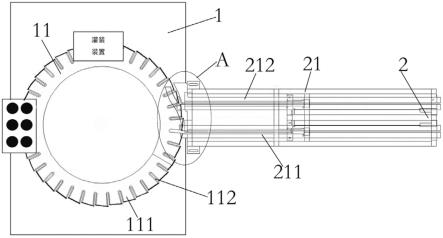
17.图1是本实用新型的俯视图;
18.图2是本实用新型上袋架的立体图;
19.图3是本实用新型第一输送轨道和第二输送轨道的示意图;
20.图4是本实用新型图1中a区域中导向部与所述转盘配合对接时的示意图;
21.图5是图2中b区域输送装置的示意图;
22.图6是适用于本实用新型的包装袋体的示意图。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
24.需要在此先说明的是,本实用新型涉及到的包装袋体如图6所示,所述包装袋体3为具有吸嘴的果冻袋或饮料袋,所述包装袋体3的主要特征为,其吸嘴与下方袋体的连接位置为袋体颈部31,进而包装袋体3可通过袋体颈部31挂设于所述第一输送轨道和第二输送轨道上。
25.如图1所示,一种转盘式旋盖机的双轨送袋装置,包括:旋盖机1和上袋架2;
26.所述旋盖机1具有转盘11,所述转盘周面上设有若干挂袋齿111,所述挂袋齿111之间留有间隙,所属间隙形成用于承接包装袋体的承接口112。
27.需要说明的是,所述承接口112的深度范围为9cm~18cm,具体的,所述承接口112的深度应能满足能并排挂设两个包装袋体3,同时还需避免包装袋体3在后续灌装时,因为灌装发生形变,而导致包装袋体3相互挤压,致使处于承接口112外侧的包装袋体3脱离承接口112并掉落,本实施例的承接口112深度为12cm,既能保证两个包装袋体3的并排挂设,又能避免后续灌装后,包装袋体3形变向外挤压导致外侧的包装袋体3脱落。
28.如图2所示,所述上袋架2包括支架21和送袋装置22,所述支架21上设有第一输送轨道211和第二输送轨道212。
29.此处请参照图3,所述第一输送轨道211和第二输送轨道212均包括:直送部23和用
于将袋体送入旋盖机转盘承接口的导向部24,所述导向部24具有弧面,所述导向部24的弧面半径的范围为0.75m~1.25m,其角度的范围为10
°
~27
°
,作为本实施例的更优设置,本实施例的导向部弧面为一个半径0.8米,角度15
°
的圆弧,进而满足所述转盘11转动经过所述弧面时,能将所述包装袋体3卡入所述承接口112的外侧位置。
30.需要说明的是,本实施例的第一输送轨道211和第二输送轨道212均由第一引导片2111和第二引导片2112组成,所述的第一引导片2111和第二引导片2112相互邻近并留有间隙,进而所述包装袋体3的颈部31挂设于所述间隙之中。
31.所述第一输送轨道211的导向部还设有延伸入位片25,所述延伸入位片25用于将包装袋体3引导至转盘承接口112的内侧。
32.如图4所示,当所述转盘11转动时,所述挂袋齿111较长的端面率先接触到包装袋体3的颈部31,当随着转盘11继续转动,所述包装袋体3沿着导向部24移动,进而被卡紧进入到承接口112上。
33.所述第一输送轨道211的包装袋体3被对接到所述转盘承接口112上之后,随着转盘11继续转动,包装袋体的颈部31又接触到延伸入位片25,所述延伸入位片25继续对承接口112上的包装袋体3进行限位,进而引导包装袋体3沿着延伸入位片25的弧面往承接口的内侧移动,直至包装袋体3到达承接口112的内侧。
34.所述第一输送轨道211上的包装袋体3完成挂设之后,所述转盘11继续转动,该承接口112转动至第二输送轨道212位置,该承接口112继续承接所述第二输送轨道212所输送的包装袋体3,具体原理与所述第一输送轨道211的相同,差别点在于所述第二输送轨道212下方不具有延伸入位片25,进而第二输送轨道212的包装袋体3仅被送至承接口112的外侧位置。
35.如图5所示,所述送袋装置22可将挂设于直送部上的包装袋体3推送至导向部24,所述送袋装置22包括:滑轨221和滑动推杆222,所述滑轨221设于输送轨道的侧边,所述滑动推杆222通过滑块滑动设置于所述滑轨221上。
36.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1