一种自动化贴标机的制作方法
1.本实用新型涉及智能自动化设备领域,特别涉及一种自动化贴标机。
背景技术:
2.贴标机,是将成卷的不干胶纸标签(纸质或金属箔)粘贴在pcb、产品或规定包装上的设备,贴标机是现代包装不可缺少的组成部分,目前我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后的局面转向自动化,高速贴标机占据广大市场的格局。在对贴标要求比较高的产品进行自动化贴标以后,还需要对产品上的贴标情况进行质量检测,剔除贴标不良产品,提高产品贴标后的使用质量。但是现有的自动化贴标机和检测设备一般都是独立存在,例如大批量的小型电路板产品一般都是批量安置在中转储料托盘,在对大批量的高要求产品进行贴标检测时,中转储料托盘不使用于产品的贴标自动化操作,需要分多次分别进行产品转移、贴标、检验及良品转移回中转储料托盘操作,贴标检测的整体效率不高。
技术实现要素:
3.本实用新型提供一种可以自动化完成对中转储料托盘中小型电路板产品进行移出中转储料托盘、贴标、检测剔除不良、移回中转储料托盘的操作,解决了现有的自动化贴标机和检测设备一般都是独立存在,对于大批量安置在中转储料托盘中产品贴标检测效率低的技术问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种自动化贴标机,包括机箱柜、储存转运料盘、贴标转运载具、载具回流线、上下料机构和贴标检测机构,所述机箱柜内设置有安装板架,所述储存转运料盘和贴标转运载具上都设置有多个产品安置穴位,所述载具回流线设置在安装板架上且具有循环转运贴标转运载具的作用,所述安装板架上靠近载具回流线上料的一侧设置有用于定位安置储存转运料盘的料盘安置结构,所述上下料机构设置在安装板架上载具回流线靠近料盘安置结构的一端用于在料盘安置结构上的储存转运料盘和载具回流线上的贴标转运载具之间转移产品,所述贴标检测机构设置在安装板架上上下料机构远离料盘安置结的一侧,所述贴标检测机构包括自动提供标签的自动供标签机、定位自动供标签机提供标签位置的第一视觉机构、配合自动供标签机和第一视觉机构转移产品贴标的贴标转移机构、配合贴标转移机构分别检测产品上标签粘贴位置和标签状态的第二视觉机构和第三视觉机构,所述安装板架上贴标检测机构对应位置设置有次品收集机构。对产品贴标签操作简单速度快,效率高,流水线完成贴标及质量检测,质量稳定。
5.进一步的是:所述载具回流线包括回流线双层支架和分别对称设置在回流线双层支架两端的载具转移机构,所述回流线双层支架包括设置在安装板架上的回流线固定支架和两个上下对应固定在回流线固定支架上的第一载具转移支架,所述第一载具转移支架上设置有供贴标转运载具水平滑动的第一滑动结构,所述载具转移机构包括载具驱动基板、竖直驱动机构、水平驱动机构和第二载具转移支架,所述竖直驱动机构设置在安装板架上,
所述载具驱动基板水平设置在竖直驱动机构上并由竖直驱动机构驱动其上下移动,所述第二载具转移支架设置在载具驱动基板上与第一载具转移支架水平对应位置,所述第二载具转移支架上设置有供贴标转运载具水平滑动且与第一滑动结构对应的第二滑动结构,所述水平驱动机构设置在载具驱动基板并可驱动第二载具转移支架上的贴标转运载具转移到第一载具转移支架上。贴标转运载具转运产品稳定速度快。
6.进一步的是:所述贴标转运载具的侧方设置有开口向外的喇叭形定位槽,所述第二载具转移支架上设置有多个第一定位机构,所述第一定位机构包括定位固定支架、定位水平驱动和定位头,所述定位固定支架固定在第一载具转移支架上,所述定位水平驱动固定在定位固定支架上,所述定位头设置在定位水平驱动上并由定位水平驱动驱动相对第一载具转移支架上贴标转运载具对应移动,所述定位头与喇叭形定位槽对应一端与喇叭形定位槽匹配,所述第一载具转移支架上与贴标检测机构对应位置设置有多个第二定位机构,所述第二定位机构和第一定位机构的结构相同。贴标转运载具限位定位精准,有效避免长时间工作过程中由于位置便宜导致的产品拾取失误或者错位导致的贴标签错位,保证贴标签质量稳定。
7.进一步的是:所述上下料机构包括三轴驱动机构和上下料吸头,所述上下料吸头包括第一吸头固定板、多个第一吸头驱动机构、多个第一真空吸附头,所述三轴驱动机构固定在安装板架上,所述第一吸头固定板设置在三轴驱动机构上并由三轴驱动机构驱动其在料盘安置结构和载具回流线上方左右、前后和上下移动,多个所述第一吸头驱动机构竖直并列设置在第一吸头固定板上,多个所述第一真空吸附头一一对应设置在多个第一吸头驱动机构的下端并由多个第一吸头驱动机构分别驱动上下移动,多个所述第一真空吸附头都连接有真空发生器。一次转移多个产品,有效提高工作效率。
8.进一步的是:所述贴标转移机构包括粘贴机构固定支架、第一驱动机构、第二驱动机构、第三驱动机构、第四驱动机构、第五驱动机构、贴标头和检测吸头,所述粘贴机构固定支架设置在安装板架上,所述第一驱动机构设置在粘贴机构固定支架上并横跨在载具回流线上方,所述自动供标签机的供标签一端位于第一驱动机构的下方,所述第一视觉机构位于第一驱动机构的上方与自动供标签机的供标签一端对应,所述第二视觉机构位于第一驱动机构的下方自动供标签机和载具回流线之间,所述第三视觉机构位于第一驱动机构的下方载具回流线远离第二视觉机构的一侧,所述第二驱动机构设置在第一驱动机构上并由第一驱动机构驱动其在自动供标签机和载具回流线上方水平纵向移动,所述第四驱动机构设置在第二驱动机构上并由第二驱动机构驱动其在自动供标签机和载具回流线上方水平横向移动,所述贴标头设置在第四驱动机构上并由第四驱动机构驱动其上下移动,所述第三驱动机构设置在第一驱动机构上并由第一驱动机构驱动其在第三视觉机构和载具回流线上方水平纵向移动,所述第五驱动机构设置在第三驱动机构上并由第三驱动机构驱动其在第三视觉机构和载具回流线上方水平横向移动,所述检测吸头设置在第五驱动机构上并由第五驱动机构驱动其上下移动。两种检测可以同时进行,检测效率高。
9.进一步的是:所述贴标头包括第一贴标移动板、多个第一贴标驱动机构、多个第二贴标移动板、多个第二贴标驱动机构和多个第二真空吸附头,所述第一贴标移动板竖直设置在第四驱动机构上并由第四驱动机构驱动其上下移动,多个所述第一贴标驱动机构竖直并列设置在第一贴标移动板上,多个所述第二贴标移动板一一对应设置在多个所述第一贴
标驱动机构上并由多个所述第一贴标驱动机构分别驱动竖直方向移动,多个所述第二贴标驱动机构一一对应设置在多个所述第二贴标移动板上且下端位于第二贴标移动板的下方,多个所述第二真空吸附头一一对应设置在多个所述第二贴标驱动机构上并由多个所述第二贴标驱动机构分别驱动水平方向转动,多个所述第二真空吸附头都连接有真空发生器。一次转移多个产品,有效提高工作效率。
10.进一步的是:所述检测吸头包括第二吸头固定板、多个第二吸头驱动机构、多个第三真空吸附头,所述第二吸头固定板设置在第五驱动机构上并由第五驱动机构驱动其上下移动,多个所述第二吸头驱动机构竖直并列设置在第二吸头固定板上,多个所述第三真空吸附头一一对应设置在多个第二吸头驱动机构下端并由多个第二吸头驱动机构分别驱动上下移动,多个所述第三真空吸附头都连接有真空发生器。一次转移多个产品,有效提高工作效率。
11.进一步的是:所述次品收集机构包括贴标位置不良安置盒和标签破损不良安置盒,所述贴标位置不良安置盒设置在安装板架上第二视觉机构的侧方,所述贴标位置不良安置盒位于贴标头的移动范围内,所述标签破损不良安置盒设置在安装板架上第三视觉机构的侧方,所述标签破损不良安置盒位于检测吸头的移动范围内。贴标位置不良的产品和标签破损不良的产品分别放置,有效提高后续标签不良处理速度。
附图说明
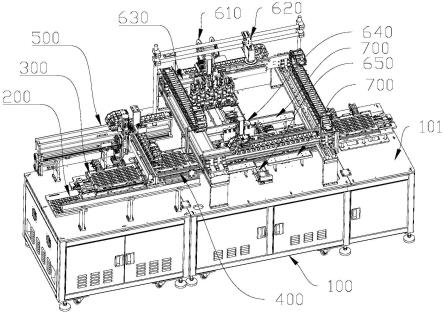
12.图1为本实用新型去掉机箱柜上罩体后的主视示意图;
13.图2为载具回流线的主视示意图;
14.图3为载具转移机构的主视示意图;
15.图4为上下料机构的主视示意图;
16.图5为贴标检测机构部分的上视图;
17.图6为贴标头的主视示意图。
18.图中标记为:机箱柜100、安装板架101、储存转运料盘200、贴标转运载具300、喇叭形定位槽301、载具回流线400、回流线固定支架411、第一载具转移支架412、载具驱动基板421、竖直驱动机构422、水平驱动机构423、第二载具转移支架424、第一定位机构430、定位水平驱动432、定位头433、第二定位机构440、上下料机构500、三轴驱动机构510、第一吸头固定板521、第一吸头驱动机构522、第一真空吸附头523、自动供标签机610、第一视觉机构620、贴标转移机构630、粘贴机构固定支架631、第一驱动机构632、第二驱动机构633、第三驱动机构634、第四驱动机构635、第五驱动机构636、贴标头637、检测吸头638、第二视觉机构640、第三视觉机构650、第一贴标移动板661、第一贴标驱动机构662、第二贴标移动板663、第二贴标驱动机构664、第二真空吸附头665、贴标位置不良安置盒710、标签破损不良安置盒720。
具体实施方式
19.下面结合附图和具体实施方式对本实用新型进一步说明。
20.如图1所示的一种自动化贴标机,包括机箱柜100、储存转运料盘200、贴标转运载具300、载具回流线400、上下料机构500和贴标检测机构,所述机箱柜100内设置有安装板架
101,所述储存转运料盘200和贴标转运载具300上都设置有多个产品安置穴位,所述载具回流线400设置在安装板架101上且具有循环转运贴标转运载具300的作用,所述安装板架101上靠近载具回流线400上料的一侧设置有用于定位安置储存转运料盘200的料盘安置结构,所述上下料机构500设置在安装板架101上载具回流线400靠近料盘安置结构的一端用于在料盘安置结构上的储存转运料盘200和载具回流线400上的贴标转运载具300之间转移产品,所述贴标检测机构设置在安装板架101上上下料机构500远离料盘安置结的一侧,所述贴标检测机构包括自动提供标签的自动供标签机610、定位自动供标签机610提供标签位置的第一视觉机构620、配合自动供标签机610和第一视觉机构620转移产品贴标的贴标转移机构630、配合贴标转移机构630分别检测产品上标签粘贴位置和标签状态的第二视觉机构640和第三视觉机构650,所述安装板架101上贴标检测机构对应位置设置有次品收集机构。
21.在此具体实施例中,储存转运料盘200为产品的转运储存托盘,储存转运料盘200上均匀列布有大量产品安置穴位;贴标转运载具300为专用于配合设备对产品进行贴标的转运载具,贴标转运载具300上均匀列布有大量产品安置穴位;第一视觉机构620、第二视觉机构640和第三视觉机构650都为市场上购买的工业相机、工业镜头和光源组成的组合件;自动供标签机610为市场上购买的标签自动剥离设备;
22.在具体实施中,人工将装满产品的储存转运料盘200放置到料盘安置结构上,上下料机构500对位将储存转运料盘200中的产品转运到载具回流线400起始位置上的贴标转运载具300中,载具回流线400将贴标转运载具300转移到贴标检测机构对应位置,自动供标签机610提供标签,第一视觉机构620检测标签位置,配合贴标转移机构630将贴标转运载具300内产品拾取移动到标签对应位置让产品底部粘上标签,配合贴标转移机构630将贴好标签的产品从第二视觉机构640和第三视觉机构650上经过,第二视觉机构640和第三视觉机构650分别对产品底部贴好的标签的粘贴位置和完整情况进行检测,如果都符合要求就将产品放回贴标转运载具300内,如果不符合要求则将产品放置到次品收集机构内,载具回流线400将装有贴好标签且符合标准产品的贴标转运载具300运转回初始位置,上下料机构500将贴好标签的产品转移回储存转运料盘200上。
23.在此具体实施例中,储存转运料盘200上的安置穴位数量和贴标转运载具300上的安置穴位数量相同,转移产品时,初始时,先将第一个装有未贴标产品的储存转运料盘200安置到料盘安置结构上,上下料机构500将第一个储存转运料盘200中的产品全部转移到载具回流线400起始位置上的贴标转运载具300中,取下空的储存转运料盘200;先将第二个装有未贴标产品的储存转运料盘200安置到料盘安置结构上,载具回流线400将装有产品的贴标转运载具300转移到下一流程时,将一个空的贴标转运载具300转移到起始位置,上下料机构500将第二个储存转运料盘200中的产品全部转移到载具回流线400起始位置上的贴标转运载具300中;如此操作,直到载具回流线400上所有贴标转运载具300都装有产品,不取下空的储存转运料盘200,上下料机构500将载具回流线400转移回起始位置的贴完标签并完成检测的贴标转运载具300中的产品全部转移回料盘安置结构上空的储存转运料盘200中,取下装有贴好标签产品的储存转运料盘200,将没有贴标产品的储存转运料盘200安置到料盘安置结构上,上下料机构500将储存转运料盘200的产品全部转移到初始位置上产品被转移走的贴标转运载具300中,起始位置装有产品的贴标转运载具300被载具回流线400转移到下一流程并将装有产品贴标好的贴标转运载具300转移到初始位置,上下料机构500
将载具回流线400转移回起始位置的贴完标签并完成检测的贴标转运载具300中的产品全部转移回料盘安置结构上空的储存转运料盘200中;如此循环,完成初始操作后,人工只需将没有装有没有贴标的储存转运料盘200放置到料盘安置结构上,取下装有贴完标签并完成检测的产品的储存转运料盘200上即可。结束时,将后续的贴标转运载具300中贴完标签并完成检测的产品一一放置到料盘安置结构上开始用过的空的储存转运料盘200中取下即可。在具体实施中,储存转运料盘200上的安置穴位数量、贴标转运载具300上的安置穴位数量以及上下料机构500每次转移的产品数量也可以根据实际情况来定。对产品贴标签操作简单速度快,效率高,流水线完成贴标及质量检测,质量稳定。
24.在上述的基础上,如图1和图2所示,所述载具回流线400包括回流线双层支架和分别对称设置在回流线双层支架两端的载具转移机构,所述回流线双层支架包括设置在安装板架101上的回流线固定支架411和两个上下对应固定在回流线固定支架411上的第一载具转移支架412,所述第一载具转移支架412上设置有供贴标转运载具300水平滑动的第一滑动结构,所述载具转移机构包括载具驱动基板421、竖直驱动机构422、水平驱动机构423和第二载具转移支架424,所述竖直驱动机构422设置在安装板架101上,所述载具驱动基板421水平设置在竖直驱动机构422上并由竖直驱动机构422驱动其上下移动,所述第二载具转移支架424设置在载具驱动基板421上与第一载具转移支架水平对应位置,所述第二载具转移支架424上设置有供贴标转运载具300水平滑动且与第一滑动结构对应的第二滑动结构,所述水平驱动机构423设置在载具驱动基板421并可驱动第二载具转移支架上的贴标转运载具300转移到第一载具转移支架上。
25.在此具体实施例中,第一载具转移支架412包括与回流线固定支架411固定在第一水平滑动板和对应设置在第一水平滑动板两侧的两个第一载具限位架,第二载具转移支架424包括两块平行固定在载具驱动基板421上的两块滑板和对应设置在两块滑板外侧的两个第一载具限位架,所述两个第一载具限位架对应一侧设置有对应的第一限位槽,贴标转运载具300的两侧设置有与第一限位槽匹配的行走轮,在具体实施中第一载具转移支架412和第二载具转移支架424也可以是其它与贴标转运载具300配合限位贴标转运载具300水平滑动的其它滑动限位机构;
26.竖直驱动机构422包括行程可控的气缸和竖直限位机构组成,行程可控的气缸固定在安装板架101上,载具驱动基板421固定在行程可控的气缸的上端并由行程可控的气缸驱动竖直方向移动,竖直限位机构分为固定在安装板架101上的滑筒和对应固定在载具驱动基板421上的匹配滑杆,对载具驱动基板421的竖直移动进行限位,确保上下转移贴标转运载具300时的稳定性;竖直驱动机构422也可以是直线电机组件等行程可控的直线驱动机构;
27.水平驱动机构423包括电机、传动轮组、同步带、滑轨、滑块和驱动杆,传动轮组固定在载具驱动基板421的两端,固定在载具驱动基板421上并通过同步带驱动传动轮组转动,滑轨固定在载具驱动基板421上与同步带同向,同步带可带动滑块沿滑轨水平方向移动,驱动杆与贴标转运载具300的靠外一端对应,通过电机可以间接驱动驱动杆将贴标转运载具300推向第一载具转移支架412,在具体实施中水平驱动机构423也可以是直线电机组件等行程可控的直线驱动机构;
28.在具体实施中,工作时,回流线双层支架起始一端的载具转移机构上的贴标转运
载具300内装满未贴标产品后,回流线双层支架两端的载具转移机构都将第二载具转移支架424通过竖直驱动机构422驱动到与回流线双层支架上层的第一载具转移支架412对齐,起始端载具转移机构上的水平驱动机构423驱动贴标转运载具300转移到回流线双层支架上层的第一载具转移支架412上,此时就将回流线双层支架上层的第一载具转移支架412上位于末端的装有贴好标签产品的贴标转运载具300推送到了末端的载具转移机构,然后,回流线双层支架两端的载具转移机构都将第二载具转移支架424通过竖直驱动机构422驱动到与回流线双层支架下层的第一载具转移支架412对齐,末端第二载具转移支架424上的水平驱动机构423驱动贴标转运载具300转移到回流线双层支架下层的第一载具转移支架412上,此时就将回流线双层支架下层的第一载具转移支架412上位于起始端的装有贴好标签产品的贴标转运载具300推送到了起始端的载具转移机构上,如此循环即可完成贴标转运载具300的循环流动。贴标转运载具300转运产品稳定速度快。
29.在上述的基础上,如图2和图3所示,所述贴标转运载具300的侧方设置有开口向外的喇叭形定位槽301,所述第二载具转移支架424上设置有多个第一定位机构430,所述第一定位机构430包括定位固定支架、定位水平驱动432和定位头433,所述定位固定支架固定在第一载具转移支架412上,所述定位水平驱动432固定在定位固定支架上,所述定位头433设置在定位水平驱动432上并由定位水平驱动432驱动相对第一载具转移支架412上贴标转运载具300对应移动,所述定位头433与喇叭形定位槽301对应一端与喇叭形定位槽301匹配,所述第一载具转移支架412上与贴标检测机构对应位置设置有多个第二定位机构440,所述第二定位机构440和第一定位机构430的结构相同。
30.在此具体实施例中,定位水平驱动432为气缸组件,在具体实施中定位水平驱动432也可以是直线电机等直线驱动机构;喇叭形定位槽301和定位头433的设计,具有容错纠正功能,当贴标转运载具300在载具回流线400上转移有微小误差时,定位头433在插入喇叭形定位槽301中进行定位时,可以使贴标转运载具300对位滑动,最后喇叭形定位槽301和定位头433完全对位,贴标转运载具300限位定位精准,有效避免长时间工作过程中由于位置便宜导致的产品拾取失误或者错位导致的贴标签错位,保证贴标签质量稳定。
31.在上述的基础上,如图1和图4所示,所述上下料机构500包括三轴驱动机构510和上下料吸头,所述上下料吸头包括第一吸头固定板521、多个第一吸头驱动机构522、多个第一真空吸附头523,所述三轴驱动机构510固定在安装板架101上,所述第一吸头固定板521设置在三轴驱动机构510上并由三轴驱动机构510驱动其在料盘安置结构和载具回流线400上方左右、前后和上下移动,多个所述第一吸头驱动机构522竖直并列设置在第一吸头固定板521上,多个所述第一真空吸附头523一一对应设置在多个第一吸头驱动机构522的下端并由多个第一吸头驱动机构522分别驱动上下移动,多个所述第一真空吸附头523都连接有真空发生器。在此具体实施例中,三轴驱动机构510为在市面上购买的x、y、z三轴驱动机构;多个第一真空吸附头523可以单独分别对产品进行吸附转移,有效避免多个第一真空吸附头523在吸取转移产品时的相互干扰,一次转移多个产品,有效提高工作效率。
32.在上述的基础上,如图1和图5所示,所述贴标转移机构630包括粘贴机构固定支架631、第一驱动机构632、第二驱动机构633、第三驱动机构634、第四驱动机构635、第五驱动机构636、贴标头637和检测吸头638,所述粘贴机构固定支架631设置在安装板架101上,所述第一驱动机构632设置在粘贴机构固定支架631上并横跨在载具回流线400上方,所述自
动供标签机610的供标签一端位于第一驱动机构632的下方,所述第一视觉机构620位于第一驱动机构632的上方与自动供标签机610的供标签一端对应,所述第二视觉机构640位于第一驱动机构632的下方自动供标签机610和载具回流线400之间,所述第三视觉机构650位于第一驱动机构632的下方载具回流线400远离第二视觉机构640的一侧,所述第二驱动机构633设置在第一驱动机构632上并由第一驱动机构632驱动其在自动供标签机610和载具回流线400上方水平纵向移动,所述第四驱动机构635设置在第二驱动机构633上并由第二驱动机构633驱动其在自动供标签机610和载具回流线400上方水平横向移动,所述贴标头637设置在第四驱动机构635上并由第四驱动机构635驱动其上下移动,所述第三驱动机构634设置在第一驱动机构632上并由第一驱动机构632驱动其在第三视觉机构650和载具回流线400上方水平纵向移动,所述第五驱动机构636设置在第三驱动机构634上并由第三驱动机构634驱动其在第三视觉机构650和载具回流线400上方水平横向移动,所述检测吸头638设置在第五驱动机构636上并由第五驱动机构636驱动其上下移动。
33.在此具体实施例中,第一驱动机构632为市面上购买的双动子直线电机模组,第二驱动机构633和第三驱动机构634都为市面上购买的直线电机组件,第四驱动机构635和第五驱动机构636都为市面上购买的行程可控的气缸组件,在具体实施中第一驱动机构632、第二驱动机构633、第三驱动机构634、第四驱动机构635和第五驱动机构636也可以是其它行程可控的直线驱动机构;在具体实施中,当载具回流线400将装有未贴标签的贴标转运载具300转运到对应位置时,第一驱动机构632、第二驱动机构633和第四驱动机构635配合驱动贴标头637拾取产品转移到自动供标签机610位置进行贴标,然后将贴好标签的产品转移经过第二视觉机构640上,第二视觉机构640对贴好标的产品进行检测标签粘贴位置是否在预设位置,在预设位置则将贴好标签的产品放回贴标转运载具300中,不在预设位置则将贴好标签的产品放入次品收集机构中;第一驱动机构632、第三驱动机构634和第五驱动机构636配合驱动检测吸头638在贴标转运载具300中拾取贴好标签的产品转移到第三视觉机构650上方,第三视觉机构650检测贴好标签的产品上标签是否完好,完好则将贴好标签的产品放回贴标转运载具300中,破损则将贴好标签的产品放入次品收集机构中。两种检测可以同时进行,检测效率高。
34.在上述的基础上,如图5和图6所示,所述贴标头637包括第一贴标移动板661、多个第一贴标驱动机构662、多个第二贴标移动板663、多个第二贴标驱动机构664和多个第二真空吸附头665,所述第一贴标移动板661竖直设置在第四驱动机构635上并由第四驱动机构635驱动其上下移动,多个所述第一贴标驱动机构662竖直并列设置在第一贴标移动板661上,多个所述第二贴标移动板663一一对应设置在多个所述第一贴标驱动机构662上并由多个所述第一贴标驱动机构662分别驱动竖直方向移动,多个所述第二贴标驱动机构664一一对应设置在多个所述第二贴标移动板663上且下端位于第二贴标移动板663的下方,多个所述第二真空吸附头665一一对应设置在多个所述第二贴标驱动机构664上并由多个所述第二贴标驱动机构664分别驱动水平方向转动,多个所述第二真空吸附头665都连接有真空发生器。
35.在此具体实施例中,第一贴标驱动机构662为市面上购买的行程可控的气缸组件,在具体实施中,第一贴标驱动机构662也可以是其它行程可控的直线动力机构;第二贴标驱动机构664为市面上购买的旋转电机组件,在具体实施中第二贴标驱动机构664也可以是旋
转角度可控的气缸组件等其它旋转角度可控的旋转驱动机构,第二贴标驱动机构664的设置可以将产品对应标签进行微调,使得产品贴标签时贴标位置精准,贴标签精准度高;多个第一真空吸附头523可以单独分别对产品进行吸附转移,有效避免多个第二真空吸附头665在吸取转移产品时的相互干扰,一次转移多个产品,有效提高工作效率。
36.在上述的基础上,如图5所示,所述检测吸头638包括第二吸头固定板、多个第二吸头驱动机构、多个第三真空吸附头,所述第二吸头固定板设置在第五驱动机构636上并由第五驱动机构636驱动其上下移动,多个所述第二吸头驱动机构竖直并列设置在第二吸头固定板上,多个所述第三真空吸附头一一对应设置在多个第二吸头驱动机构下端并由多个第二吸头驱动机构分别驱动上下移动,多个所述第三真空吸附头都连接有真空发生器。在此具体实施例中,第二吸头驱动机构为市面上购买的行程可控的气缸组件,在具体实施中,第二吸头驱动机构也可以是其它行程可控的直线动力机构;多个第一真空吸附头523可以单独分别对产品进行吸附转移,有效避免多个第三真空吸附头在吸取转移产品时的相互干扰,一次转移多个产品,有效提高工作效率。
37.在上述的基础上,如图5所示,所述次品收集机构包括贴标位置不良安置盒710和标签破损不良安置盒720,所述贴标位置不良安置盒710设置在安装板架101上第二视觉机构640的侧方,所述贴标位置不良安置盒710位于贴标头637的移动范围内,所述标签破损不良安置盒720设置在安装板架101上第三视觉机构650的侧方,所述标签破损不良安置盒720位于检测吸头638的移动范围内。贴标位置不良的产品和标签破损不良的产品分别放置,有效提高后续标签不良处理速度。
38.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1