一种秸秆全自动包贮设备的制作方法
1.本实用新型涉及农业机械设备技术领域,具体涉及一种秸秆全自动包贮设备。
背景技术:
2.随着我国农业现代化的迅速发展,农业活动产生的废弃物日渐增多,像制糖业产生的糖渣和甜菜渣、酿酒业的酒糟和啤酒糟,以及其他食品行业产生的豆腐渣、酱渣和粉渣等,这些废弃物除影响环境外,还影响农业的生产安全和持续健康发展。我国农业大省秸秆资源丰富,由于秸秆机械化加工水平低、利用成本高,造成农业资源严重浪费,秸秆饲料化利用率低。目前我国大部分地区天然草场已经退化,优质牧草的退化情况更严重,畜牧养殖和封栏育草的矛盾日益突出。为解决我国每年饲料的缺口,充分利用棉秆与糖渣等农业生产废弃物,经过黄贮发酵处理,变为牛羊喜欢采食的优质饲料,采用裹包贮存便于运输。
技术实现要素:
3.本实用新型的目的在于针对上述现有技术中的缺陷和不足,提供一种结构简单、设计合理、使用方便的秸秆饲草全自动包贮设备,将秸秆与糖渣、蛋白粉及其他配料按照合适配方比例添加,经过搅拌、裹包、微贮的生产手段,采用饲料生产全程自动化控制技术,加工成牛羊喜食的优质饲料。
4.为了实现上述目的,本实用新型采用的技术方案是:
5.一种秸秆全自动包贮设备,包括秸秆仓、皮渣仓、一级输送机、混合料搅拌仓、二级输送机a、二级输送机b、缓冲仓a、缓冲仓b、三级输送机a、三级输送机b、打捆裹包机a、打捆裹包机b,秸秆仓和皮渣仓的出料端均位于一级输送机入料端上方,一级输送机出料端位于混合料搅拌仓上方,二级输送机a入料端与混合料搅拌仓前端左下角出料口连接,二级输送机a出料端位于缓冲仓a上方,二级输送机b入料端与混合料搅拌仓前端右下角出料口连接,二级输送机b出料端位于缓冲仓b上方,缓冲仓a出料端连接三级输送机a的入料端,缓冲仓b出料端连接三级输送机b的入料端,三级输送机a的出料端位于打捆裹包机a入料端上方,三级输送机b的出料端位于打捆裹包机b入料端上方。
6.进一步地,所述秸秆仓内底部设置有至少一个螺旋送料机,所述混合料搅拌仓内底部设置有多个螺旋搅拌器。
7.优选地,所述秸秆仓内设置的螺旋送料机为2个。
8.优选地,所述混合料搅拌仓内设置的螺旋搅拌器为3个。
9.进一步地,所述皮渣仓内底部设置有第一链板输送机,缓冲仓a内底部设置有第二链板输送机,缓冲仓b内底部设置有第三链板输送机。
10.进一步地,所述的秸秆全自动包贮设备还包括独立设置的控制器,螺旋送料机、第一链板输送机、螺旋搅拌器、第二链板输送机、第三链板输送机、一级输送机、二级输送机a、二级输送机b、三级输送机a、三级输送机b均对应设置有驱动电机,各驱动电机均通过变频器接入控制器。
11.进一步地,所述的秸秆仓、皮渣仓、混合料搅拌仓、缓冲仓a、缓冲仓b的下仓体与支腿之间均设有称重传感器,所述称重传感器接入控制器。
12.与现有技术相比,本实用新型的有益技术效果是:本实用新型的秸秆全自动包贮设备适用于玉米秸、麦草、稻草、棉杆的裹包贮存,适用范围广,秸秆与糖渣、蛋白粉及其他配料经混合后采用两条并行的裹包生产线进行快速高效的裹包处理,秸秆饲料化处理喂食牛羊后,可极大提高采食速度、增加采食量。
附图说明
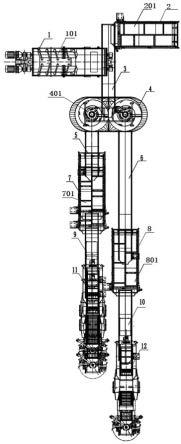
13.图1是本实用新型的结构示意图;
14.图2为本实用新型的控制系统架构图;
15.附图标记:1-秸秆仓,101-螺旋送料机,2-皮渣仓,201-第一链板输送机,3-一级输送机,4-混合料搅拌仓,401-螺旋搅拌器,5-二级输送机a,6-二级输送机b,7-缓冲仓a,701-第二链板输送机,8-缓冲仓b,801-第三链板输送机,9-三级输送机a,10-三级输送机b,11-打捆裹包机a,12-打捆裹包机b,13-控制器,14-称重传感器,15-驱动电机,16-变频器。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅用于解释本实用新型,并不用于限定本实用新型。
实施例
17.请参阅附图1和2所示,本实施例的一种秸秆全自动包贮设备,包括秸秆仓1、皮渣仓2、一级输送机3、混合料搅拌仓4、二级输送机a5、二级输送机b6、缓冲仓a7、缓冲仓b8、三级输送机a9、三级输送机b10、打捆裹包机a11、打捆裹包机b12,秸秆仓1和皮渣仓2的出料端均位于一级输送机3入料端上方,一级输送机3出料端位于混合料搅拌仓4上方,二级输送机a5入料端与混合料搅拌仓4前端左下角出料口连接,二级输送机a5出料端位于缓冲仓a7上方,二级输送机b6入料端与混合料搅拌仓4前端右下角出料口连接,二级输送机b6出料端位于缓冲仓b8上方,缓冲仓a7出料端连接三级输送机a9的入料端,缓冲仓b8出料端连接三级输送机b10的入料端,三级输送机a9的出料端位于打捆裹包机a11入料端上方,三级输送机b10的出料端位于打捆裹包机b12入料端上方。
18.本实施例中,秸秆仓1、皮渣仓2设置于一级输送机3两侧,秸秆仓1用于投入玉米秸、麦草、稻草、棉杆,皮渣仓2用于投入番茄皮、糖渣、蛋白粉及其他配料。
19.具体地,所述秸秆仓1内底部设置有至少一个螺旋送料机101,所述混合料搅拌仓4内底部设置有多个螺旋搅拌器401;所述皮渣仓2内底部设置有第一链板输送机201,缓冲仓a7内底部设置有第二链板输送机701,缓冲仓b8内底部设置有第三链板输送机801。
20.本实施例中,所述秸秆仓1内设置的螺旋送料机101为2个,所述混合料搅拌仓4内设置的螺旋搅拌器401为3个。
21.具体地,所述的秸秆全自动包贮设备还包括独立设置的控制器13,螺旋送料机101、第一链板输送机201、螺旋搅拌器401、第二链板输送机701、第三链板输送机801、一级
输送机3、二级输送机a5、二级输送机b6、三级输送机a9、三级输送机b10均对应设置有驱动电机15,各驱动电机15均通过变频器16接入控制器13;所述的秸秆仓1、皮渣仓2、混合料搅拌仓4、缓冲仓a7、缓冲仓b8的下仓体与支腿之间均设有称重传感器14,所述称重传感器14接入控制器13。
22.本实用新型的工作原理及使用方法:使用时,先上电初始化,秸秆仓1、皮渣仓2的2个称重传感器14采集物料重量信号,秸秆仓1内螺旋送料机101、皮渣仓2内第第一链板输送机201及一级输送机3对应的驱动电机15启动,直到秸秆仓1、皮渣仓2减少的重量达到参数设置要求,秸秆仓1内螺旋送料机101、皮渣仓2内第第一链板输送机201及一级输送机3对应的驱动电机15停止;混合料搅拌仓4的称重传感器14采集物料重量信号、螺旋搅拌器401的驱动电机15启动并开始计时,搅拌时间的设置与饲料配比、秸秆切碎长度、搅拌螺旋旋转速度等有关,搅拌时间达到设置要求后,混合料搅拌仓4的螺旋搅拌器401停止动作,混合好的物料经由二级输送机a5、三级输送机a9及二级输送机b6、三级输送机b10分别输送物料喂入打捆裹包机a11及打捆裹包机b12中,打包设备正常2min生产1个重500kg的圆柱形捆包。如果裹包设备缠绕网或拉伸膜用完需更换时,设备暂停工作,多余的物料就在缓冲仓a7、缓冲仓b8中堆积;如果设备出现故障后,缓冲仓a7、缓冲仓b8堆积的物料达到料仓承载重量上限,停止缓冲仓a7、缓冲仓b8前端所有设备动作。
23.以上所述仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其它修改或者等同替换,只要不脱离本实用新型技术方案的精神范围,均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1