一种极薄精密带生产用的带钳口套筒的制作方法
1.本实用新型涉及极薄精密带生产领域,更具体的说是一种极薄精密带生产用的带钳口套筒。
背景技术:
2.极薄精密带材一般厚度在0.1mm以下,属于高附加值产品,可制作彩管用钢、可充电电池的正负极板基带、通讯器材等精密冲压件等,随着国内通讯信息产业与食品、家电等行业的飞速发展,市场对各种金属精密带材的需求量大幅上升,极薄精密带属于冷轧带钢,在冶金行业带钢连续生产处理线中,都会用到卷取机,用于把处理完的带钢卷成一卷,根据带钢材料属性,对于超过一定厚度的带钢一般采用卷取机卷筒带钳口方式进行带钢助卷,由于工艺需要,有时候卷取机所要卷取的精密带的内径并不是固定不变的,需要卷筒的内径发生改变,并且对于一些宽度较窄的精密带,精密带在收卷过程中容易出现微偏移的现象,故需要一种能够将不同内径的精密带卷两端推压整齐的带钳口套筒。
技术实现要素:
3.本实用新型提供一种极薄精密带生产用的带钳口套筒,本装置能够将不同内径的精密带卷两端推压整齐。
4.一种极薄精密带生产用的带钳口套筒,包括弧形板,弧形板设置有多个,多个弧形板能够拼接成套筒,每个弧形板的内圈对应贴合一个增径板,每个增径板之间通过橡胶带连接,其中一个弧形板上设置有钳口,每个弧形板的前后两端均设置有推板。
5.一种极薄精密带生产用的带钳口套筒,还包括接触块和插孔,每个弧形板上均设置有两个接触块,每两个弧形板之间通过两个接触块连接,连接的两个接触块位置相互交错,每个弧形板和增径板上均设置有插孔。
6.所述每个接触块的接触面均设置有橡胶垫。
7.本实用新型的有益效果为:
8.当卷筒的内径变大时,每个增径板的内径跟随变大,多个橡胶带被拉伸,当卷筒的内径缩小时,由于橡胶带弹性作用能够自动收缩,进而实现了多个增径板的涨缩功能,而多个弧形板拼接成的套筒也随之涨缩,进而能够实现改变精密带的内径的功能;
9.由于在生产精密带时对设备精度要求较高,对于一些宽度较窄的精密带,为了防止精密带在收卷过程中出现微偏移的现象,多个推板能够对收卷完成的精密带卷两端推压整齐,进而防止工作人员在对精密带卷进行搬运或打包装时,精密带卷溃散,甚至划伤手臂。
附图说明
10.下面结合附图和具体实施方法对本实用新型做进一步详细的说明。
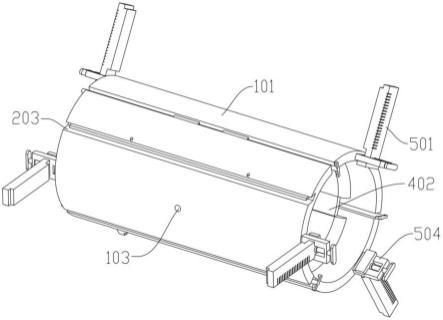
11.图1和图2为一种极薄精密带生产用的带钳口套筒的整体结构示意图;
12.图3为推板的结构示意图;
13.图4为弧形板的结构示意图;
14.图5为增径板的结构示意图;
15.图6为接触块的结构示意图;
16.图7为压紧螺栓的结构示意图。
具体实施方式
17.参看图1-7,示出了按照本实用新型中能够将不同内径的精密带卷两端推压整齐的实施例的示意图,进一步地,
18.本套筒包括弧形板101,弧形板101设置有多个,多个弧形板101能够拼接成套筒,每个弧形板101的内圈对应贴合一个增径板401,钳口203设置于其中一个弧形板101上,每个弧形板101的前后两端均设置有推板501。
19.在使用本装置时,工作人员将多个弧形板101拼接成套筒,并将套筒套在卷取机的卷筒上,多个增径板401与卷取机的卷筒接触,由于工艺需要,有时候卷取机所要卷取的精密带的内径并不是固定不变的,需要卷筒的内径发生改变,而增径板401的内径则需要跟随发生改变,故设计每个增径板401之间通过橡胶带402连接,由于橡胶带402具有良好的拉伸性,当卷筒的内径变大时,每个增径板401的内径跟随变大,多个橡胶带402被拉伸,当卷筒的内径缩小时,由于橡胶带402弹性作用能够自动收缩,进而实现了多个增径板401的涨缩功能,而多个弧形板101拼接成的套筒也随之涨缩,进而能够实现改变精密带的内径的功能。
20.在调整完多个弧形板101的内径后,工作人员将精密带的夹面插进钳口203 内固定,然后控制卷取机转动,即可带动多个弧形板101转动,进而能够对精密带进行收卷,当精密带收卷完成后工作人员分别控制多个推板501向多个弧形板101中部移动,由于在生产精密带时对设备精度要求较高,对于一些宽度较窄的精密带,为了防止精密带在收卷过程中出现微偏移的现象,多个推板501 能够对收卷完成的精密带卷两端推压整齐,进而防止工作人员在对精密带卷进行搬运或打包装时,精密带卷溃散,甚至划伤手臂。
21.参看图6,示出了按照本实用新型中能够实现定位校准功能的实施例的示意图,进一步地,
22.每个弧形板101上均设置有两个接触块102,每两个弧形板101之间通过两个接触块102连接,连接的两个接触块102位置相互交错,每个弧形板101和增径板401上均设置有插孔103。
23.在使用本装置时,在卷取机调节完内径后,先把增径板401套在卷取机上,再将弧形板101扣在增径板401上,工作人员通过向每个弧形板101和增径板 401上的插孔103内插入定位销,插孔103也可用于增径板401与卷取机固定,进而能够将弧形板101和增径板401的位置固定,进而在涨缩时,弧形板101 和增径板401能够沿着定位销进行涨缩,此时每两个弧形板101之间连接的接触块102对齐,进而便于工作人员对弧形板101和增径板401之间进行定位校准,接触块102在弧形板101进行反复涨缩时与弧形板101发生接触,起到减小弧形板101自身磨损的作用。
24.参看图6,示出了按照本实用新型中能够减小接触块102磨损的实施例的示意图,
进一步地,
25.每个接触块102的接触面均设置有橡胶垫。
26.在使用本装置时,接触块102在与弧形板101发生接触后,接触块102上的橡胶垫能够对接触块102自身和弧形板101进行保护,进一步减小磨损。
27.参看图4和图6,示出了按照本实用新型中在不需要涨缩情况下将弧形板 101内径固定的实施例的示意图,进一步地,
28.每两个弧形板101连接处的接触块102均滑动连接有一个插杆301。
29.在使用本装置时,当不需要进行内径改变时,工作人员向每两个弧形板101 中间的两个接触块102上插入插杆301,进而能够将多个弧形板101组成的套筒内径固定。
30.参看图4,示出了按照本实用新型中便于人手操插杆301作的实施例的示意图,进一步地,
31.每个插杆上均固定连接有拉柄302。
32.在使用本装置时,工作人员可通过用手拉动拉柄302,进而能够将插杆301 抽出,便于手动操作。
33.参看图7,示出了按照本实用新型中能够将精密带的夹面夹紧的实施例的示意图,进一步地,
34.压片202滑动连接在钳口203内,其中一个弧形板101上螺纹连接有两个压紧螺栓201,两个压紧螺栓201均与压片202接触。
35.在使用本装置时,工作人员将精密带的夹面放在钳口203内,然后将压片 202压在精密带的夹面上,在将两个压紧螺栓201拧紧,进而能够将精密带的夹面夹紧,便于收卷。
36.参看图3,示出了按照本实用新型中对推板501进行限位的实施例的示意图,进一步地,
37.每个弧形板101上均固定连接有槽板504,每个槽板504内分别滑动连接有推板501。
38.在使用本装置时,工作人员分别控制多个推板501在多个槽板504内滑动,进而能够对精密带卷两端推压整齐,槽板504能够对推板501进行限位,保证其直线移动。
39.参看图3,示出了按照本实用新型中便于推进推板501的实施例的示意图,进一步地,
40.每个槽板504上均螺纹连接有螺纹杆505,螺纹杆转动连接在推板501上。
41.在使用本装置时,工作人员通过转动多个螺纹杆505进而能够时多个推板 501推进。
42.参看图3,示出了按照本实用新型中便于观看精密带厚度的实施例的示意图,进一步地,
43.每个推板501上均设置有刻度尺502。
44.在使用本装置时,工作人员通过观看每个推板501上刻度尺502对应精密带的位置,由于槽板504是设置于弧形板101上的,进而能够直接看出精密带厚度,便于记录每个精密带的厚度。
45.参看图3,示出了按照本实用新型中能够对精密带进行保护的实施例的示意图,进一步地,
46.每个推板501上均设置有橡胶块503,橡胶块503在对精密带两端进行推压同时能够对精密带两端进行保护,防止精密带边缘挤压变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1