一种自动锁卡扣机构的制作方法
1.本实用新型涉及自动化设备领域,尤其是一种自动锁卡扣机构。
背景技术:
2.在电子元件加工为了方便后续加工工序,要求电子元件加工后要按加工前的位置进行摆放,因此将一组若干个电子元件按顺序放置于ab板内。由于加工过程中需要对ab板进行搬运,为了防止ab板在搬运过程中a板与b板脱离,导致电子元件散落,因此在ab板上固定有卡扣螺丝。由于ab板和卡扣属于可循环重复使用,且卡扣由塑料制成,经过多次安装拆卸后,受力的卡扣上端容易产生变形。目前生产线上自动锁卡扣时采用夹取卡扣上端来定位,导致卡扣与ab板的锁孔不对应,无法顺利锁进去,产生故障,大大降低生产效率。如果采用人工锁卡扣,重复的动作会加大人员的工作强度。
技术实现要素:
3.本实用新型的目的在于提供一种自动锁卡扣机构,不仅定位准确,而且锁卡扣效率高。
4.为实现上述目的,本实用新型采用以下技术方案:
5.本实用新型公开了一种自动锁卡扣机构,其包括用于定位卡扣方向的来料组件、用于将卡扣从来料组件中取至待锁位置的夹取组件以及将卡扣锁紧的锁扣组件。
6.所述来料组件末端设置有送料夹具,送料夹具上设置有送料夹爪。
7.所述夹取组件包括取料夹具,以及驱动取料夹具上下移动的上下伺服模组和驱动取料夹具左右移动的横向伺服模组;所述取料夹具上设置有取料夹爪。
8.所述取料夹爪上设置有用于夹持卡扣下端的第一凹槽、用于避让送料夹爪的第二凹槽以及供锁扣组件穿过的第三凹槽。
9.进一步地,所述来料组件包括用于定位卡扣方向的振动盘,所述振动盘的末端出口处设置有可横向伸缩的送料气缸,所述送料夹具采用手指气缸,其侧面设置于送料气缸上,手指气缸朝左侧沿上下方向开合;所述送料夹爪沿侧面延伸出用于夹取卡扣的突出部。
10.进一步地,所述来料组件的末端出口处设置有来料检测感应器。
11.进一步地,所述夹取组件还包括机架,所述横向伺服模组设置于机架上,所述横向伺服模组上设置有第一移动板;所述上下伺服模组设置于第一移动板上;所述上下伺服模组上设置有第二移动板;所述取料夹具和锁扣组件均固定于第二移动板上,且锁扣组件位于取料夹具上方。
12.进一步地,所述取料夹具采用手指气缸,其侧面固定于第二移动板上,手指气缸朝下沿左右方向开合。
13.进一步地,所述锁扣组件包括固定座、锁扣气缸,所述固定座可上下移动地设置于第二移动板上;所述锁扣气缸的轴端与固定座连接;所述固定座上设置有旋转气缸,旋转气缸底部设置有用于锁卡扣的螺丝刀,所述螺丝刀穿过所述第三凹槽与卡扣头部的上端配
合。
14.进一步地,所述固定座与第二移动板上设置有滑动组件,滑动组件包括相互配合的滑块与滑轨;滑轨固定于第二移动板上,滑块固定于固定座上。
15.进一步地,所述锁扣组件还包括用于限制锁扣气缸行程的缓冲限位器;所述缓冲限位器固定于第二移动板上,且位于所述固定座的上下两端。
16.本实用新型的有益之处为:
17.1、本实用新型通过夹持卡扣下端来与ab板上的锁孔进行配合,避免了卡扣上端变形产生的位置不准所带来的问题。其中,取料夹爪上设置第二凹槽、第三凹槽用于避让来料组件和锁扣组件。通过取料夹爪的设计,将取料、定位、锁卡扣的步骤化繁为简,减少移动步骤,不仅提高加工效率,而且减少产生误差因素,提高锁卡扣质量。
18.2、本实用新型的送料夹爪延伸出突出部,可与取料夹爪更好的配合,减少干涉。锁扣组件设置于取料夹具的上方,螺丝刀与取料夹具的横向、纵向位置固定,使得在锁卡扣时无需定位螺丝刀的位置,方便快捷,精准度高。
附图说明
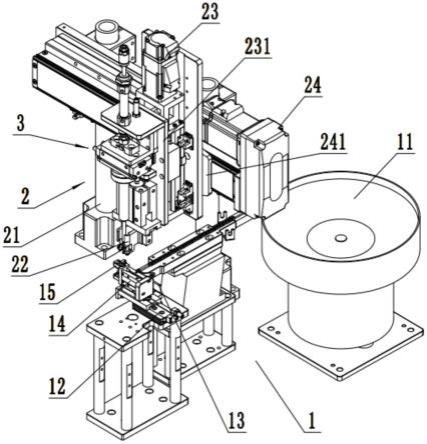
19.图1是本实用新型的结构示意图。
20.图2是本实用新型的部分结构示意图。
21.图3是图2中a处的局部放大图。
22.主要组件符号说明:
23.1、来料组件,11、振动盘,12、送料气缸,13、来料检测感应器,14、送料夹具,15、送料夹爪,16、突出部;
24.2、夹取组件,21、机架,22、取料夹具,23、上下伺服模组,231、第二移动板,24、横向伺服模组,241、第一移动板,25、取料夹爪,26、第一凹槽,27、第二凹槽,28、第三凹槽;
25.3、锁扣组件,31、固定座,32、锁扣气缸,33、旋转气缸,34、螺丝刀,35、滑动组件,36、缓冲限位器;
26.4、卡扣。
具体实施方式
27.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步详细的描述。
28.如图1至图3所示,本实用新型公开了一种自动锁卡扣机构,其包括用于定位卡扣4方向的来料组件1、用于将卡扣从来料组件1中取至待锁位置的夹取组件2以及将卡扣锁紧的锁扣组件3。
29.其中,来料组件1包括用于定位卡扣方向的振动盘11,振动盘11的末端出口处设置有可横向伸缩的送料气缸12和来料检测感应器13。送料气缸12上设置有送料夹具14。送料夹具14采用手指气缸,其侧面设置于送料气缸12上,手指气缸朝左侧沿上下方向开合。送料夹具14上设置有送料夹爪15,送料夹爪15沿侧面延伸出用于夹取卡扣4的突出部16。
30.夹取组件2包括机架21、取料夹具22,以及驱动取料夹具22上下移动的上下伺服模组23和驱动取料夹具22左右移动的横向伺服模组24。横向伺服模组24设置于机架21上,横
向伺服模组24上设置有第一移动板241。上下伺服模组23设置于第一移动板241上。上下伺服模组23上设置有第二移动板231。取料夹具22和锁扣组件3均固定于第二移动板231上,且锁扣组件3位于取料夹具22上方。取料夹具22和锁扣组件3在上下伺服模组23和横向伺服模组24的驱动下,可同时进行上下移动和横向移动。
31.锁扣组件3包括固定座31、锁扣气缸32。固定座31可上下移动地设置于第二移动板231上。固定座31上设置有旋转气缸33,旋转气缸33底部设置有用于锁卡扣的螺丝刀34。锁扣气缸32的轴端与固定座31连接,用于驱动固定座31相对第二移动板231上下移动,从而带动螺丝刀34上下移动,与卡扣4上端的锁槽配合。
32.其中固定座31与第二移动板231上设置有滑动组件35,滑动组件35包括相互配合的滑块与滑轨。滑轨固定于第二移动板231上,滑块固定于固定座31上。锁扣组件3还包括用于限制锁扣气缸32行程的缓冲限位器36。缓冲限位器36固定于第二移动板231上,且位于固定座31的上下两端。
33.其中,取料夹具22采用手指气缸,其侧面固定于第二移动板231上,手指气缸朝下沿左右方向开合。取料夹具22上设置有取料夹爪25。取料夹爪25上设置有用于夹持卡扣4下端的第一凹槽26、用于避让送料夹爪15突出部16的第二凹槽27以及供螺丝刀34穿过的第三凹槽28。
34.使用时,若干卡扣4通过振动盘11初步定为后,从振动盘11的末端出口处流出,来料检测感应器13检测卡扣4到位后,送料气缸12将送料夹具14移到夹取卡扣4的设定位置,送料夹具14通过送料夹爪15的突出部16夹紧卡扣4的上下两端面后,在送料气缸12的带动下,移动到取料夹具22的正下方。
35.取料夹具22张开取料夹爪25在上下伺服模组23的驱动下,下移到取料夹爪25的第一凹槽26与卡扣4下端相对应的位置,并闭合取料夹爪25夹紧卡扣4。送料夹具14张开送料夹爪15后,可穿过取料夹爪25的第二凹槽27回到夹取卡扣位置。
36.取料夹具22取到卡扣4后,在横向伺服模组24驱动下将卡扣4移到ab板锁孔的正上方。螺丝刀34在锁扣气缸32的驱动下,向下移动使螺丝刀34底部与卡扣4槽相配合,放开取料夹具22后,螺丝刀34在旋转电机的驱动下产生转动旋紧卡扣4,完成自动锁卡扣4,并回到待机位置。
37.综上,本实用新型采用夹持卡扣下端来与ab板上的锁孔进行配合,避免了卡扣上端变形产生的位置不准所带来的问题。以及通过取料夹爪的设计,将取料、定位、锁卡扣的步骤化繁为简,减少移动步骤,不仅提高加工效率,而且减少产生误差因素,提高锁卡扣质量。
38.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1