一种半自动排片装置的制作方法
1.本实用新型涉及新能源汽车及其它工业电子领域,尤其涉及一种半自动排片装置。
背景技术:
2.新能源汽车行业发展迅速,前景广阔,竞争势头日益严峻,提高生产效率及成本控制至关重要。ptc汽车空调加热器由于其性能稳定、升温速度快以及受外界电源影响较小等,成为电动汽车领域不可缺少的一个零件。加热器芯体装配芯片及电极片数量多,人工操作效率低、成本高、且质量无保障,现有的人工排片还易出现漏片及手弄脏胶面的情况。
3.因此有必要设计一种新的半自动排片装置,以克服上述问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术之缺陷,提供了一种半自动排片装置,本实用新型至少解决了现有技术中的部分问题。
5.本实用新型是这样实现的:
6.本实用新型提供一种半自动排片装置,包括底座、水平设置的翻转板、用于驱动翻转板翻转180
°
的驱动件,所述底座上竖直设置有安装面板,所述安装面板上设有翻转板支撑架,所述翻转板和所述驱动件均设于所述翻转板支撑架上,所述翻转板与所述翻转板支撑架转动连接,所述翻转板上设有载板,所述载板上设有放置芯体部件的卡槽,卡槽内设有用于真空吸附芯体部件的若干通孔,所述半自动排片装置还包括升降板和下方工装定位板,所述安装面板上设有第一滑道,所述第一滑道沿竖直方向延伸,所述升降板与所述第一滑道滑动连接,所述升降板位于所述翻转板的下方,所述安装面板上还设有驱动升降板在竖直方向运动的第一气缸,所述升降板上设有第二滑道,所述第二滑道的延伸方向垂直于所述安装面板,所述下方工装定位板与所述第二滑道滑动连接,所述下方工装定位板上设有芯片组定位板,所述芯片组定位板上开设有放置芯片组的若干凹槽,所述半自动排片装置还包括驱动所述下方工装定位板向所述安装面板方向移动直至位于翻转板正下方的第二气缸。
7.进一步地,所述翻转板上开设有抽真空的腔体,载板正对腔体放置。
8.进一步地,所述翻转板上设有用于固定载板的第一小磁铁,载板朝向翻转板一侧设有与第一小磁铁配合相吸的第二小磁铁。
9.进一步地,所述安装面板背离翻转板的一侧设有两块安装面板加强侧板,两所述安装面板加强侧板间隔设置,两所述安装面板加强侧板背离所述安装面板的一侧通过安装面板加强后板相连,所述安装面板加强侧板和所述安装面板加强后板均安设于所述底座上。
10.进一步地,所述翻转板支撑架有两个,所述翻转板位于两所述翻转板支撑架之间,其中一个翻转板支撑架上设有用于使翻转板翻转180
°
后停止翻转的限位板,另一翻转板支
撑架上设有用于使翻转板往回翻转180
°
后停止翻转的限位板,所述翻转板上设有与限位板配合使得翻转板能顺利翻转的两个缺口,两所述缺口呈对角分布。
11.进一步地,所述升降板上还设有第一限位块,所述第一限位块上设有与芯片组定位板配合的第一触动开关。
12.进一步地,升降板通过连接件与第一气缸的滑块相连,所述连接件包括竖直板和水平板,所述水平板设于第一气缸的滑块的顶部,所述水平板通过竖直板与升降板相连。
13.进一步地,所述安装面板上设有当升降板上升到位时可被水平板触发的第一微动开关,所述安装面板上还设有当升降板下降到位时可被水平板触发的第二微动开关,所述第一微动开关和所述第二微动开关均靠近所述第一气缸设置,所述第一微动开关和所述第二微动开关均安设于所述安装面板上,所述第二微动开关位于所述第一微动开关正下方。
14.进一步地,所述安装面板上设有两条第一滑道,两所述第一滑道间设有一个第二限位块,所述第二限位块上设有与芯片组定位板配合的第二触动开关。
15.本实用新型具有以下有益效果:
16.1、本实用新型提供的半自动排片装置解决了人工排片生产效率低、人工成本高、人工漏装配的问题。
17.2、排片机兼容印胶载板,可顺接上工序,载板循环使用,完美替代人工操作低效、成本高、品质差的弊端。
18.3、此前人工排片,出现过漏片及手弄脏胶面的情况,而此装置必须摆满载板方可动作,不会出现漏件等情况,并且避免人工手部弄脏胶面。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
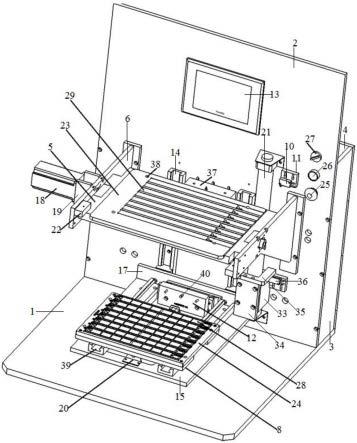
20.图1为本实用新型实施例提供的半自动排片装置排片前右视立体图;
21.图2为本实用新型实施例提供的半自动排片装置排片前左视立体图;
22.图3为本实用新型实施例提供的半自动排片装置排片中右视立体图;
23.图4为本实用新型实施例提供的半自动排片装置排片中正面剖视图;
24.图5为本实用新型实施例提供的半自动排片装置排片完成右立体视图;
25.图6为本实用新型实施例提供的排片完成取下载板和排好的芯片组定位板后的半自动排片装置示意图。
26.图中标记:底座1;安装面板2;安装面板加强侧板3;安装面板加强后板4;翻转板5;翻转板支撑架6;连接件7;下方工装定位板8;限位块辅助支撑架9;第一微动开关10;微动开关安装块11;第一限位块12;信息显示屏13;第一滑道14;升降板15;升降板支撑16;升降板安装板17;步进电机18;电机安装板19;第二气缸20;第一气缸21;限位板22;载板23;芯片组定位板24;急停按钮25;启动按钮开关26;翻转板旋转开关27;芯片组28;电极片29;第一小磁铁30;腔体31;通孔32;第一气缸的滑块33;竖直板34;水平板35;第二微动开关36;第二限位块37;第二小磁铁38;第二滑道39;第一触动开关40。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征;在本实用新型的描述中,除非另有说明,“若干”的含义是两个或两个以上。
30.如图1-图6,本实用新型实施例提供一种半自动排片装置,包括底座1、水平设置的翻转板5(上方工装定位板)、用于驱动翻转板5翻转180
°
的驱动件,在本实施例中,驱动件采用步进电机18,所述底座1上竖直设置有安装面板2,所述安装面板2上设有翻转板支撑架6,所述翻转板5和所述驱动件均设于所述翻转板支撑架6上,翻转板5与步进电机18的输出轴相连,步进电机18通过电机安装板19安设于翻转板支撑架6上,所述翻转板5与所述翻转板支撑架6转动连接。
31.所述翻转板5上设有载板23,所述载板23上设有放置芯体部件的卡槽,卡槽内设有用于真空吸附芯体部件的若干通孔32,芯体部件为ptc发热芯片(ptc即正温度系数热敏电阻)、电极片29或陶瓷片,载板可用于吸附ptc发热芯片、电极片29或陶瓷片,图中仅以电极片29为例。电极片的载板23上开设有与电极片大小配合的卡槽,卡槽内设有用于真空吸附电极片的若干通孔32,卡槽包括针对电极片29头部设计的电极头定位槽,电极片如果错放(放反),电极片29头部就放不到电极头定位槽内,卡槽内吸气不密封,会导致漏气,无法进行下一动作,避免了人工错放现象。ptc发热芯片、电极片29或陶瓷片所使用的载板不同,但都可以放在翻转板5上,半自动排片装置可用于排ptc发热芯片、电极片29、陶瓷片三种芯体部件。芯片组28为若干芯体部件堆叠组合的半成品,半自动排片装置一次向芯片组28上排放一种芯体部件,ptc发热芯片、电极片29、陶瓷片按照一个ptc发热单元的组成结构依次堆叠,最后构成一个完整的ptc发热单元,若干ptc发热单元加上散热器构成ptc发热芯体。
32.所述半自动排片装置还包括升降板15和下方工装定位板8,所述安装面板2上设有第一滑道14,所述第一滑道14沿竖直方向延伸,所述升降板15(通过滑块)与所述第一滑道14滑动连接,所述升降板15位于所述翻转板5的下方,所述安装面板2上还设有驱动升降板15在竖直方向运动(以接近或远离翻转板5)的第一气缸21,第一气缸21可采用rms32-300lbg气缸,升降板15靠近第一滑道14的一端设有升降板安装板17,升降板安装板17上设有与所述第一滑道14配合的滑块。升降板15的底部与升降板安装板17之间设有升降板支撑16,升降板支撑16是作为加强筋的三角板。
33.所述升降板15上设有第二滑道39,所述第二滑道39的延伸方向垂直于所述安装面
板2,所述下方工装定位板8通过滑块与所述第二滑道39滑动连接,所述下方工装定位板8上设有芯片组定位板24,芯片组定位板24四个边角设有有定位孔,芯片组定位板24与定位板8通过定位销相连。所述芯片组定位板24上开设有放置芯片组28的若干凹槽,凹槽与芯片组28一一对应,在本实施例中,设有八个芯片组28,各所述芯片组28沿第二滑道39的延伸方向依次间隔分布,八个芯片组28排片完成后可得到八个ptc发热单元。所述半自动排片装置还包括驱动所述下方工装定位板8向所述安装面板2方向移动直至位于翻转板5正下方的第二气缸20,第二气缸20可采用rms16x150s气缸,所述下方工装定位板8与所述第二气缸20的滑块相连。设置第二滑道39,使得芯片组定位板24一开始不用位于翻转板5正下方,方便工作人员安装芯片组定位板24到下方工装定位板8上,减少工人弯腰情况,降低劳动强度。
34.所述翻转板5上开设有抽真空的腔体31,抽真空装置的抽真空管连通腔体31,载板23正对腔体31放置,若干芯体部件沿垂直于安装面板2的方向依次放置于载板23上,芯体部件正对抽真空的通孔32放置,在本实施例中,载板23可放置八个芯体部件,八个芯体部件全部放置到位了,设备才会启动,避免了人工排片时漏片的问题。设备检测到载板上芯体部件全部吸附正常方可启动成功,即设备监测真空无明显泄漏则正常启动,该部分采用现有技术,在此不再赘述。
35.所述翻转板5上设有用于固定载板23的第一小磁铁30,载板23朝向翻转板5一侧设有与第一小磁铁30配合相吸的第二小磁铁38,载板23可采用玻纤板;第一小磁铁30有四个,分别设在翻转板5的四个端角;第二小磁铁38有四个,分别设在载板23的四个端角。
36.所述安装面板2背离翻转板5的一侧设有两块安装面板加强侧板3,两所述安装面板加强侧板3间隔设置,两所述安装面板加强侧板3背离所述安装面板2的一侧通过安装面板加强后板4相连,所述安装面板加强侧板3和所述安装面板加强后板4均安设于所述底座1上。
37.所述翻转板支撑架6有两个,所述翻转板5位于两所述翻转板支撑架6之间,其中一个翻转板支撑架6上设有用于使翻转板5翻转180
°
后停止翻转的限位板22,另一翻转板支撑架6上设有用于使翻转板5往回翻转180
°
后停止翻转的限位板22,所述翻转板5上设有与限位板22配合使得翻转板5能顺利翻转的两个缺口,两所述缺口呈对角分布。图中的翻转板5初始为水平状态,翻转180
°
后由于限位板22的限位作用,仍然为水平状态。
38.所述升降板15上还设有第一限位块12,第一限位块12通过限位块辅助支撑架9安设于所述升降板15上,所述第一限位块12上设有与芯片组定位板24配合的第一触动开关40。当所有芯体部件吸附到位后,载板23上未出现漏气情况,控制器启动步进电机18,步进电机18带动翻转板5翻转180度,同时控制器启动第二气缸20,第二气缸20驱动下方工装定位板8沿第二滑道39滑动直至位于翻转板5正下方,此时芯片组定位板24会触动第一限位块12上的第一触动开关40,控制器接收到第一触动开关40的信号后,会控制第二气缸20停止工作,下方工装定位板8不再往前滑,同时控制器控制第一气缸21开始工作,第一气缸21驱动升降板15上升进而带动下方工装定位板8和芯片组定位板24往上升。
39.升降板15通过连接件7与第一气缸21的滑块33相连,所述连接件7包括竖直板34和水平板35,所述水平板35设于第一气缸21的滑块33的顶部,所述水平板35通过竖直板34与升降板15相连。
40.所述安装面板2上设有当升降板15上升到位时可被水平板35触发的第一微动开关
10,升降板15上升到位时即芯片组定位板24上升到翻转板5的相对面约1mm处,此时连接件7刚好滑动到第一微动开关10处,连接件7的水平板35触发第一微动开关10的开关弹片,第一微动开关10给控制器一个信号,控制器控制第一气缸21停止工作,芯片组定位板24不再上升,同时控制器控制抽真空装置停止工作,翻转板5上的芯体部件在停止真空吸附后落在芯片组28上进行贴片。所述安装面板2上还设有当升降板15下降到位时可被水平板35触发的第二微动开关36,当芯体部件落在芯片组28上贴片完成后,控制器启动步进电机18和第一气缸21,步进电机18带动翻转板5往回翻转180度,第一气缸21驱动升降板15下降进而带动下方工装定位板8和芯片组定位板24往下降,当连接件7的水平板35下降到触发第二微动开关36的开关弹片时,第二微动开关36给控制器一个信号,控制器控制第一气缸21停止工作,升降板15不再下降。所述第一微动开关10和所述第二微动开关36均靠近所述第一气缸21设置,所述第一微动开关10和所述第二微动开关36均通过微动开关安装块11安设于所述安装面板2上,所述第二微动开关36位于所述第一微动开关10正下方。
41.所述安装面板2上设有两条第一滑道14,两所述第一滑道14间设有一个第二限位块37,所述第二限位块37上设有与芯片组定位板24配合的第二触动开关。第二限位块37为副限位,当第一微动开关10失效时,芯片组定位板24上升到触动第二限位块37上的第二触动开关,第二触动开关给控制器一个信号,控制器控制第一气缸21停止工作,芯片组定位板24不会再往上升。上述控制器件及控制原理均采用现有技术,在此不再赘述,触动开关、微动开关和控制器可依情况自行选择。在本实施例中,触动开关可采用kg-300k,微动开关可采用v-155-1c25,控制器可采用plc。
42.根据实际需求,所述安装面板2上还可设置信息显示屏13、急停按钮25、启动按钮开关26、翻转板旋转开关27,信息显示屏13、急停按钮25、启动按钮开关26、翻转板旋转开关27均与控制器电连接,该部分也采用现有技术在此不再赘述。
43.本实用新型解决了人工排片生产效率低、人工成本高、人工漏装配的问题。
44.本实用新型采用自动翻转装置,上工序衔接ptc芯片印胶、电极片印胶或陶瓷片印胶,并将印好胶的芯片、电极片或陶瓷片由载板(载板上有真空吸附用的通孔)一起取下放入此工序的翻转板(上方工装定位板),采用真空接入翻转板(上方工装定位板)腔体,然后对需要排放的芯片、电极片或陶瓷片进行真空吸附。设备检测到载板上芯片或电极片全部吸附正常方可启动成功(即设备监测真空无明显泄漏则正常启动)。然后电机带动翻转板翻转180度,精准对位下方升降板上已经定位好的芯片组,升降板带动下方芯片组滑动到位并上升到翻转板下方贴近,然后翻转板腔内真空退出,电极片落入对应芯片组槽内,完成组装。
45.本实用新型结构简单,制作费用低,每套装置仅需8000元。并且操作使用简单易上手,适合普通工人。全装置需底座台架支撑,操作动作及异常检测由电子控制自动操作。人工操作只需要取放载板和芯片组定位板,若发现不合格由操作人员即刻返修。装置条件要求一般,只需0.4mpa~0.6mpa压缩气体(气缸)、-50~-80kpa真空(抽真空装置)和交流220v-5a普通电源。排片效率提高,1次完成8组,原人工排片约:8组/40s,用此排片装置只需:8组/15s。效率提高125%。
46.减轻工人疲劳,避免漏排。人工排片长时间操作极易眼睛及身体疲劳,可能会出现漏排或错排;而采用本装置后,放件后只需启动开关,工控屏显示正常即可。如果错放漏放
设备不能动作,重新修正即可,无其它风险,避免出现错放、漏放现象。本专利装置对环境无特殊要求,-5℃~40℃,湿度15~75%下即可运行,使用不会产生环境污染,无快速旋转等危险装置,接入220v交流电源供电,气体接入0.4mpa~0.6mpa的压缩气体和-50~-80kpa真空,滑动气缸压力最大为40kgf,操作安全性高。
47.该排片装置使用原理简易说明(芯体部件是电极片2为例):
48.如图1-图2,将印好胶的电极片29同电极片载板23一起放置于翻转板5上,由四个小磁铁吸附,将排好的芯片组28连同芯片组定位板24放置于下方工装定位板8上。
49.图3-图4,启动开关,翻转板5翻转180度,将印好胶的电极片载板平行朝下,同时下方芯片组定位板24滑行至后限位处,开始上升。芯片组28平行上升至翻转板5对面处约1mm,限位块触发开关,翻转板5上电极片29掉落(停止抽真空吸附电极片),对应落入下方排好芯片组28的槽内。
50.图5,完成电极片29排片,翻转板5与下方工装定位板8复位。
51.图6,取下排好的芯片组定位板24和电极片载板23,待放入新的印好胶的电极片载板和芯片组定位板,重复上述动作。
52.具体地,装置首先接入220v电源,进气管接入0.4mpa~0.6mpa压缩空气,打开电源总开关;然后将印好胶的电极片含载板放入翻转板5中,芯片组28同芯片组定位板24放入下方工装定位板8中(图1-图2),启动开关按钮。
53.启动后,步进电机18带动翻转板5从而带动电极片载板23转动,翻转板5设有限位,转至180度停下(图3-图4);同时下方芯片组滑动并上升到与电极片对应位置,限位并触发微动开关,此时关闭真空吸气,对好位置的电极片会掉落于芯片组槽内。
54.等电极片全部落于芯片组槽内后,下方工装板下降并归位,上方翻转板也回180度复位(图5)。
55.下方工装定位板限位及升降高度限位均可调整,以保证产品有误差时精确对位。
56.目前该装置用于新能源汽车ptc风加热器芯片排片工序,装置可以更换产品定位板和载板,以便适用同类型各种规范片状类的产品,也可用于其它工业电子电极或芯片等类似产品。
57.本实用新型主要为结构发明,电控部分仅做简要描述。
58.本装置大小刚好放置生产线工作台上,方便布置流水线作业。
59.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
60.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1