回焊炉载具回流设备的制作方法
1.本实用新型涉及自动化技术领域,涉及一种回焊炉载具回流设备。
背景技术:
2.pcba是印刷电路板的简称,是重要的电子部件,是电子元件的支撑体,是电子元器件线路连接的提供者。由于它是采用电子印刷技术制作的,故被称为“印刷”电路板。回流焊焊接是所有pcba制程中的必有环节,对于自炉后流出的工装分离之后的处理,一般采用人力或者机械动力将分离之后的工装回流至回流焊炉的工位上,此种操作运作时间长、效率低下,人力成本和设备成本高。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种有效减少人员搬运,加工流程简易化,节约人力和设备成本,实现载板的自动回流供料的回焊炉载具回流设备。
4.为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
5.一种回焊炉载具回流设备,包括回焊炉以及载板取放机构,所述载板取放机构包括取料组件和放料组件,所述取料组件与所述放料组件结构相同,所述放料组件和取料组件分别设置在所述回焊炉的进料端和出料端;
6.还包括回流轨道,所述回流轨道与所述回焊炉平行设置,所述回流轨道一端与所述放料组件的进料端连接,另一端与所述取料组件的出料端连接,取料组件将流经回焊炉的完成产品加工的载板放置在回流轨道上输送至放料组件上,放料组件将回流载板放置在待加工产品上并将待加工产品输送至回焊炉内加工。
7.进一步地,所述回流轨道包括轨道架,所述轨道架上设置有载板输送线,所述载板输送线两端分别与放料组件和取料组件连接,所述轨道架与所述载板输送线之间均匀设置有多个散热风扇,通过散热风扇对载板输送线上的回流载板进行吹风冷却。
8.进一步地,所述载板输送线包括结构相同的第一输送线体和第二输送线体,所述第一输送线体通过安装支架与第二输送线体连接,所述第一输送线体设置在所述第二输送线体上方,且所述第一输送线体和第二输送线体平行设置。
9.进一步地,所述载板输送线包括两输送架,两输送架平行设置在所述轨道架上,所述输送架上设置有皮带输送线,所述输送架上均匀设置有多个输送辊轮,所述输送辊轮与所述回流载板的侧壁抵接。
10.进一步地,所述放料组件包括机架以及搬运抓手,所述机架上设置有取件部件和装载有产品的接料部件,所述搬运抓手设置在所述取件部件和接料部件上方,通过所述搬运抓手将所述取件部件上的回流载板搬运至接料部件上的产品上。
11.进一步地,所述取件部件包括取料板,所述取料板两侧分别设置有第一取料架和第二取料架,所述第一取料架和第二取料架上设置有皮带传输线,所述第一取料架和第二取料架上均设置有取料辊轮,所述取料辊轮与所述皮带传输线相对设置,所述取料板两侧
设置有挡料气缸,所述挡料气缸活塞杆杆端设置有挡料板。
12.进一步地,所述第二取料架通过固定座与所述取料板连接,所述取料板上设置有第一导轨,所述第一导轨与所述固定座相对设置,所述第一导轨上设置有第一滑块,所述第一滑块与所述第一取料架连接,所述第一滑块与所述第一导轨通过螺钉连接。
13.进一步地,所述接料部件包括第二导轨以及相互连接的多个接料单元,所述第二导轨设置在所述机架上,多个接料单元滑设在所述第二导轨上,所述机架上设置有驱动器,所述驱动器与所述接料单元驱动连接,通过所述驱动器带动所述接料单元沿着所述第二导轨往复运动。
14.进一步地,所述接料单元包括接料板,所述接料板两侧分别设置有接料架,所述接料架上设置有皮带运输线,所述接料架上均设置有接料辊轮,所述接料辊轮与所述皮带运输线相对设置,所述接料板上设置有限位气缸,所述限位气缸上设置有限位板。
15.进一步地,所述搬运抓手包括多轴机械手,所述多轴机械手的驱动端上设置有夹爪气缸,所述夹爪气缸的两夹臂上设置有夹板,所述夹板上设置有与所述载板相匹配的夹槽,通过夹爪气缸带动两夹板对取件部件上的载板进行夹持。
16.本实用新型的有益效果:
17.本实用新型的取料组件将流经回焊炉的完成产品加工的载板放置在回流轨道上输送至放料组件上,放料组件将回流载板放置在待加工产品上并将待加工产品输送至回焊炉内加工,将多个工位形成闭环加工,有效减少人员搬运,加工流程简易化,节约人力和设备成本,可回流轨道可以对载板进行快速输送,放料组件和取料组件可靠的取放载板,实现载板的自动回流供料,工作效率高。
附图说明
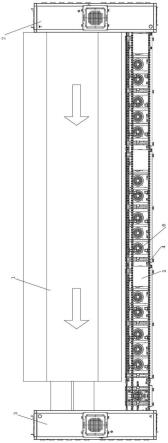
18.图1是本实用新型的一种回焊炉载具回流设备示意图。
19.图2是本实用新型的正视图。
20.图3是本实用新型的回流轨道示意图。
21.图4是本实用新型的载板取放机构示意图。
22.图5是本实用新型的接料单元示意图。
23.图6是本实用新型的取件部件示意图。
24.图7是本实用新型的搬运抓手示意图。
25.图中标号说明:1、回焊炉;2、放料组件;21、机架;22、接料单元;221、接料板;222、接料架;223、皮带运输线;224、接料辊轮;225、限位气缸;226、限位板;23、第二导轨;24、驱动器;25、取件部件;251、取料板;252、第一取料架;253、第一导轨;254、第一滑块;255、第二取料架;256、皮带传输线;257、取料辊轮;258、挡料气缸;259、挡料板;26、搬运抓手;261、多轴机械手;262、夹爪气缸;263、夹板;3、取料组件;4、回流轨道;41、轨道架;42、第一输送线体;43、第二输送线体;44、安装支架;45、输送架;46、皮带输送线;47、输送辊轮;5、载板;6、散热风扇;
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员
可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
27.参照图1-7所示,一种回焊炉载具回流设备,包括回焊炉1以及载板5取放机构,所述载板5取放机构包括取料组件3和放料组件2,所述取料组件3与所述放料组件2结构相同,所述放料组件2和取料组件3分别设置在所述回焊炉1的进料端和出料端;
28.还包括回流轨道4,所述回流轨道4与所述回焊炉1平行设置,所述回流轨道4一端与所述放料组件2的进料端连接,另一端与所述取料组件3的出料端连接,取料组件3将流经回焊炉1的完成产品加工的载板5放置在回流轨道4上输送至放料组件2上,放料组件2将回流载板5放置在待加工产品上并将待加工产品输送至回焊炉1内加工。
29.本实用新型的取料组件3将流经回焊炉1的完成产品加工的载板5放置在回流轨道4上输送至放料组件2上,放料组件2将回流载板5放置在待加工产品上并将待加工产品输送至回焊炉1内加工,将多个工位形成闭环加工,有效减少人员搬运,加工流程简易化,节约人力和设备成本,可回流轨道4可以对载板5进行快速输送,放料组件2和取料组件3可靠的取放载板5,实现载板5的自动回流供料,工作效率高。
30.所述回流轨道4包括轨道架41,所述轨道架41上设置有载板5输送线,所述载板5输送线两端分别与放料组件2和取料组件3连接,所述轨道架41与所述载板5输送线之间均匀设置有多个散热风扇6,通过散热风扇6对载板5输送线上的回流载板5进行吹风冷却。
31.具体的,通过散热风扇6对载板5输送线上的回流载板5进行吹风冷却,辅助载板5冷却散热,提升了散热效率,减少了电能的损耗,降低了生产成本,实现机械化生产。
32.所述载板5输送线包括结构相同的第一输送线体42和第二输送线体43,所述第一输送线体42通过安装支架44与第二输送线体43连接,所述第一输送线体42设置在所述第二输送线体43上方,且所述第一输送线体42和第二输送线体43平行设置,第一输送线体42和第二输送线体43可将不同测试类型,不同厂商的治具结合在一起,降低生产成本,适用范围广。
33.所述载板5输送线包括两输送架45,两输送架45平行设置在所述轨道架41上,所述输送架45上设置有皮带输送线46,所述输送架45上均匀设置有多个输送辊轮47,所述输送辊轮47与所述回流载板5的侧壁抵接。
34.参阅图5-7所示,所述放料组件2包括机架21以及搬运抓手26,所述机架21上设置有取件部件25和装载有产品的接料部件,所述搬运抓手26设置在所述取件部件25和接料部件上方,通过所述搬运抓手26将所述取件部件25上的回流载板5搬运至接料部件上的产品上。
35.所述取件部件25包括取料板251,所述取料板251两侧分别设置有第一取料架252和第二取料架255,所述第一取料架252和第二取料架255上设置有皮带传输线256,所述第一取料架252和第二取料架255上均设置有取料辊轮257,所述取料辊轮257与所述皮带传输线256相对设置,所述取料板251两侧设置有挡料气缸258,所述挡料气缸258活塞杆杆端设置有挡料板259。
36.通过挡料气缸258带动挡料板259对载板5两侧进行限位,有效保证载板5取料时的稳定性,保证上料精度。
37.本实用新型较为优选的方案为所述取料板251底面设置有升降气缸,所述升降气缸活塞杆杆端与所述取料板251驱动连接,通过所述升降气缸带动取料板251上下运动,使
得取件部件25可以对多层结构的第一输送线体42和第二输送线体43接收回流载板5,提高工作效率。
38.所述第二取料架255通过固定座与所述取料板251连接,所述取料板251上设置有第一导轨253,所述第一导轨253与所述固定座相对设置,所述第一导轨253上设置有第一滑块254,所述第一滑块254与所述第一取料架252连接,所述第一滑块254与所述第一导轨253通过螺钉连接。
39.通过第一滑块254与所述第一导轨253通过螺钉连接,使得第一取料架252与第二取料架255之间的距离可调,在载板5运输的过程中,针对不同形状大小的载板5,能够调节第一取料架252与第二取料架255之间的间距,从而确保对载板5的支撑输送。上述的宽度调节方式简单,易于实现,同时使得取件部件25能够分别运输多种不同种类的载板5,大大降低了生产成本,也便于对载板5进行日常管理。
40.所述接料部件包括第二导轨23以及相互连接的多个接料单元22,所述第二导轨23设置在所述机架21上,多个接料单元22滑设在所述第二导轨23上,所述机架21上设置有驱动器24,所述驱动器24与所述接料单元22驱动连接,通过所述驱动器24带动所述接料单元22沿着所述第二导轨23往复运动。
41.通过所述驱动器24带动所述接料单元22沿着所述第二导轨23往复运动,多个接料单元22可以增加回焊炉1的加工效率,提高整体的生产效率。
42.所述接料单元22包括接料板221,所述接料板221两侧分别设置有接料架222,所述接料架222上设置有皮带运输线223,所述接料架222上均设置有接料辊轮224,所述接料辊轮224与所述皮带运输线223相对设置,所述接料板221上设置有限位气缸225,所述限位气缸225上设置有限位板226。
43.具体的,限位气缸225带动限位板226将产品阻挡在接料单元22上,可以有效保证产品的位置一致性,提高后续装载载板5时的精度,自动程度高。
44.所述搬运抓手26包括多轴机械手261,所述多轴机械手261的驱动端上设置有夹爪气缸262,所述夹爪气缸262的两夹臂上设置有夹板263,所述夹板263上设置有与所述载板5相匹配的夹槽,通过夹爪气缸262带动两夹板263对取件部件25上的载板5进行夹持。
45.多轴机械手261带动夹爪气缸262在空间移动,通过夹爪气缸262带动两夹板263对取件部件25上的载板5进行夹持,可以实现载板5的传送以及搬运,从而能够有效的提高器件的加工效率,进而提高器件的生产效率。
46.使用过程
47.通过接料架222上的皮带运输线223接收外部流水线上料的产品,限位气缸225带动限位板226将产品阻挡在接料单元22上,驱动器24带动接料单元22沿着所述第二导轨23移动至取件部件25一侧,多轴机械手261带动夹爪气缸262移动,通过夹爪气缸262带动两夹板263对取件部件25上的载板5进行夹持后,多轴机械手261带动载板5放置在产品上,驱动器24带动接料单元22回复原位,接料架222上的皮带运输线223将盖设载板5的产品输送至回焊炉1内进行加工后,取料组件3接收经由回焊炉1的产品,取料组件3上的搬运抓手26将载板5从产品上取下放置在取料组件3上的取件部件25上,取料组件3上的皮带传输线256将载板5输送至回流轨道4上,通过输送架45上的皮带输送线46对回流载板5进行传输,输送辊轮47对回流载板5进行导向,通过散热风扇6对载板5输送线上的回流载板5进行吹风冷却后
再将回流载板5传输至放料组件2的取件部件25上,通过挡料气缸258带动挡料板259对载板5两侧进行限位后,重复上述动作,完成载板5的回流加工。
48.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1