一种口红快速入芯装置的制作方法
1.本实用新型涉及膏体化妆品制造领域,具体涉及一种口红快速入芯装置。
背景技术:
2.在口红和唇膏等膏体化妆品的生产制造中,需要将成型后的口红膏体进行脱模和入芯操作,将口红装入到口红包材里,在经过检验后盖好口红盖。现有的口红入芯工序任采用人工手动入芯装置,一方面生产效率低,另外一方面手动入芯普遍存在入芯不到位或者偏移的情况,从而需要再次敲击使口红能够入芯到位,但是在这个过程中,口红等膏体化妆品容易内部断裂,而且还不容易看到,也为后续的口红检测工序增加了很多工作量。
技术实现要素:
3.本实用新型解决的技术问题是提供一种全自动、高效的口红快速入芯装置。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种口红快速入芯装置,包括水平控制装置、升降控制装置、翻转装置和夹持装置,所述夹持装置用于夹持口红包材,所述翻转装置驱动所述夹持装置转动进行翻转,所述水平控制装置驱动所述翻转装置和所述夹持装置水平运动,所述升降控制装置驱动所述水平控制装置垂直运动;所述夹持装置上端还设置有口红深度定位装置,所述口红深度定位装置用于压紧所述口红包材的底部,避免口红入芯时所述口红包材偏移;所述水平控制装置驱动所述夹持装置在口红包材模具和口红成型模具之间移动,所述升降控制装置驱动所述夹持装置在所述口红包材模具和所述口红成型模具位置处上下移动,所述升降控制装置、所述水平控制装置、所述翻转装置和所述夹持装置的配合实现口红包材的抓取、提升、翻转、搬运、下降、口红入芯、复位等工序。
6.进一步的,还包括抓取桥架,所述夹持装置设置在所述抓取桥架的桥架之间,所述翻转装置设置在所述桥架一侧控制所述夹持装置翻转,所述口红深度定位装置设置在所述抓取桥架的顶端;所述水平控制装置驱动所述抓取桥架水平运动。
7.进一步的,所述夹持装置包括夹持气缸和夹持模块,所述夹持模块通过滑块滑动设置在滑轨上,所述夹持气缸驱动所述夹持模块前后滑动从而打开和合并所述夹持模块实现所述口红包材的夹持和释放工序。
8.进一步的,所述夹持模块包括规则布置的若干夹持动模块和若干夹持定模块,所述若干夹持动模块与所述滑块固定并由所述夹持气缸驱动前后滑动,所述夹持定模块固定在夹持架上。
9.进一步的,所述若干夹持动模块和所述若干夹持定模块分别设置有两组。
10.进一步的,每组的夹持模块上设置有若干用于夹持所述口红包材的夹口。
11.进一步的,所述口红深度定位装置包括气缸和压板,所述气缸驱动所述压板上下运动从而压紧所述口红包材的底部。
12.本实用新型的有益效果是:
13.本实用新型通过水平控制装置、垂直升降装置、翻转装置、夹持装置和口红深度定位装置的配合,实现了口红等膏体化妆品的精准、快速入芯工序,装置采用伺服电机驱动可以实现位置的精准控制,而且通过深度定位装置能够保证口红入芯的深度完全一致,实现口红的自动化生产,大大提高了口红的生产效率和产品良率,避免了手工操作带来的不良情况。
附图说明
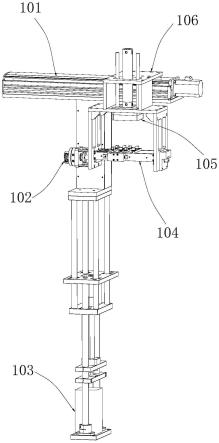
14.图1为本实用新型的结构图;
15.图2为图1中部分结构的放大图;
16.图3为图2中部分结构的放大图;
17.图4为本实用新型的使用示意图。
18.1、口红快速入芯装置,101、水平控制装置,102、翻转装置,103、升降控制装置,104、夹持装置,105、深度定位装置,106、抓取桥架,1041、夹持气缸,1042、夹持模块,1043、加持架,1044、滑块,1045、滑轨,1042a、夹持动模块,1042b、夹持定模块,1042c、夹口;2、右转盘机构,201、口红包材模具,3、左转盘机构,301、口红成型模具。
具体实施方式
19.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.一种口红快速入芯装置,如图1所示,包括水平控制装置101、翻转装置102、升降控制装置103和夹持装置104。其中,夹持装置104用于夹持口红包材(口红底座或口红主壳体,用于装入口红膏体),翻转装置102驱动夹持装置104转动实现180
°
翻转,水平控制装置101驱动翻转装置102和夹持装置104同步水平移动,在口红包材模具和口红成型模具之间移动,升降控制装置103驱动水平控制装置101垂直运动实现夹持装置的提升和下降操作。
23.进一步的,夹持装置104上方还设置有口红深度定位装置105,口红深度定位装置用于压紧口红包材的底部,在口红入芯(口红装配到口红包材中)时,避免口红包材偏移和上下移动,造成装配不良,甚至导致口红膏体的损坏。
24.如图1所示,口红快速入芯装置中还包括抓取桥架106,夹持装置104设置在抓取桥架106的左右桥架之间,翻转装置102设置在左侧桥架一侧控制夹持装置104的翻转,口红深
度定位装置105设置在抓取桥架106的顶端。水平控制装置1驱动抓取桥架106水平运动从而同步驱动翻转装置102、夹持装置104和口红深度定位装置105水平运动。
25.本实用新型的口红快速入芯装置的工作流程如下:
26.如图1和图4所示,将本实用新型的口红快速入芯装置1装配到全自动口红机台上,口红快速入芯装置1的左右两侧分别为左转盘机构3和右转盘机构2,其中左转盘机构3上转载有用于口红膏体成型的若干口红成型模具301,右转盘机构3上转载有用于放置口红包材的若干口红包材模具201,口红包材的口部朝上装入到口红包材模具201中。口红快速入芯装置1的初始位置如图4所示,夹持装置104位于口红包材模具的上方,当装有口红包材的口红包材模具201转动至夹持装置104下方时,升降装置103驱动夹持装置104下降到指定位置,然后夹持装置夹持住口红包材,升降装置103再次驱动其上升到指定位置后,翻转装置102驱动夹持装置104翻转180
°
,使口红包材的口部朝下,然后口红深度定位装置105下压压紧口红包材的底部,其次水平控制装置101驱动夹持装置104左移到口红成型模具301的正上方,升降装置103下降将口红成型模具内的口红膏体插入到口红包材内完成入芯工序。入芯工序完成后,口红深度定位装置105复位,入芯后的口红包材再次经过升降装置103上升,翻转装置102将其翻转180
°
后,水平控制装置101复位移动至口红包材模具201的正上方,由升降装置103下降,将入芯后的口红包材装入到空的口红包材模具301内,夹持装置104释放口红包材,升降装置103将其上升复位。
27.如图2所示,为本实用新型夹持装置104的结构图,夹持装置104包括夹持气缸1041和夹持模块1042,夹持模块1042通过滑块1044滑动设置在滑轨1045上,夹持气缸1041驱动夹持模块1042前后滑动从而打开和合并夹持模块实现口红包材的夹持和释放工序。
28.进一步的,在本实用新型中,如图3所示,夹持模块1042包括规则布置的若干夹持动模块1042a和若干夹持定模块1042b,若干夹持动模块1042a与滑块1044固定并由夹持气缸驱动1041前后滑动,夹持定模块1042b固定在夹持架1043上,翻转装置102驱动夹持架1043整体转动,从而实现夹持装置104的翻转过程,夹持架1043通过转动轴和转动轴承转动设置在抓取桥架106的左右桥架之间。
29.在本实用新型中,如图3、4所示,若干夹持动模块和若干夹持定模块分别设置有两组,每组的夹持模块上设置有若干用于夹持口红包材的夹口。从而实现一次多个口红入芯操作,提高了工作效率。
30.在本使用新型中,水平控制装置采用电机驱动,翻转装置也采用电机驱动,升降装置可采用电机或气缸驱动,电机有限采用伺服电机。深度定位装置由气缸驱动,包括气缸和压板,气缸驱动压板上下运动从而压紧口红包材底部。
31.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1