一种全自动喇叭测试机的制作方法
1.本实用新型涉及一种测试设备,特指一种对喇叭进行音频测试的全自动喇叭测试机。
背景技术:
2.喇叭,也叫扬声器,是一种把电信号转变为声信号的换能器件,扬声器的性能优劣对音质的影响很大,扬声器在音响设备中是一个最薄弱的器件,而对于音响效果而言,它又是一个最重要的部件,因此,扬声器在出厂前需要进行多个项目的测试,音频测试为其中的重要测试项目之一,目前喇叭的测试设备功能性较差,自动化程度低,需要配合人工方式对完成检测的喇叭进行收集摆盘,延长了生产周期,增加了人工成本,且设备体积庞大,不便于生产使用,实用性较差。
技术实现要素:
3.为了解决上述问题,本实用新型旨在提供一种测试设备,特指一种对喇叭进行音频测试的全自动喇叭测试机。
4.为实现上述目的,本实用新型采用的技术方案是:一种全自动喇叭测试机,包括机架,所述机架设置有用于装载和输送喇叭零件的转盘,所述转盘的外侧依次设置有安装于所述机架上的储料机构、测试机构、打点机构及取料机构,所述取料机构包括放料架、取料台及取料组件,所述放料架设置于所述转盘的一侧,所述放料架设置有若干个用于存放完成检测的喇叭零件的摆料盘,所述取料台设置于所述转盘和所述放料架之间,所述取料台与所述放料架之间设置有用于放置从所述转盘中取出的喇叭零件的卸料台,所述取料台上设置有在所述转盘和所述卸料台之间往复旋转的旋转臂,以通过所述旋转臂将所述转盘上外侧检测的喇叭零件取放至所述卸料台上,所述取料组件可滑动地设置于所述放料架和所述卸料台的上方,以通过所述取料组件将所述卸料台上的喇叭零件夹取并摆放在所述摆料盘中。
5.优选的,所述转盘设置有若干个工位,若干个所述工位上均设置有至少一个用于放置喇叭零件的容纳腔。
6.优选的,所述储料机构包括储料架,所述储料架上叠设有若干个用于存放待检测喇叭零件的储料盘,所述储料架的上方设置有用于取放所述储料盘以进行换盘操作的第一料盘夹爪,所述储料架与所述转盘之间设置有校正台,所述校正台上设置有若干个用于将喇叭零件进行旋转校正的旋转头,若干个所述旋转头上均设置有用于放置喇叭零件的容置腔。
7.优选的,所述机架设置有用于从所述储料盘中取出喇叭零件的送料组件,所述送料组件包括安装于所述机架上的第一纵向滑轨和可滑动地设置于所述第一纵向滑轨上的第一横向滑轨,所述第一横向滑轨的一侧设置有送料夹爪。
8.优选的,所述测试机构包括支架,所述支架设置有位于所述转盘下方的音频检测
装置和位于所述转盘上方的压紧装置,所述音频检测装置包括伸缩气缸和可伸缩地设置于所述伸缩气缸上的若干个检测组件,所述压紧装置包括升降气缸和可滑动地设置于所述升降气缸上的压紧块。
9.优选的,所述检测组件的数量与所述工位上的容纳腔数量相一致。
10.优选的,所述打点机构包括滑动导轨和至少一组设置于所述滑动导轨上的打标组件,所述打标组件包括驱动气缸和可升降地设置于所述驱动气缸上的标枪。
11.优选的,所述取料组件包括第二横向滑轨、导向轨、第二纵向滑轨及取料夹爪,所述第二横向滑轨和所述导向轨分别安装于所述放料架的两侧,所述第二纵向滑轨的其中一端可滑动地安装于所述第二横向滑轨上,另一端可滑动地安装于所述导向轨上,所述取料夹爪可滑动地设置于所述第二纵向滑轨的一侧。
12.优选的,所述卸料台上设置有若干个与所述容纳腔数量相一致的料腔,所述旋转臂上设置有若干个与所述料腔数量相一致的脱料夹爪。
13.优选的,所述放料架的上方设置有用于取放所述摆料盘以进行换盘操作的第二料盘夹爪。
14.本实用新型的有益效果体现为:本实用新型旨在提供一种全自动喇叭测试机,在转盘的一侧设置全自动取料机构,由旋转臂上的脱料夹爪将转盘中完成检测的喇叭零件取出并旋转放置于卸料台上,再通过取料夹爪将卸料台上的喇叭零件依次摆放在摆料盘中实现自动取料,有效缩短生产周期,降低生产成本,且取料夹爪采用侧面导轨支撑,有效减小设备体积,便于生产使用,实用性强。
附图说明
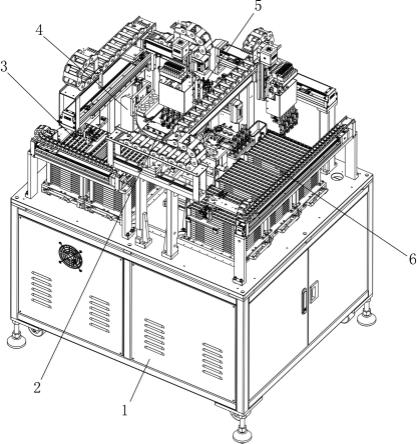
15.图1为本实用新型整体结构示意图。
16.图2为本实用新型储料机构的结构示意图。
17.图3为本实用新型测试机构的结构示意图。
18.图4为本实用新型打点机构的结构示意图。
19.图5为本实用新型取料机构的结构示意图。
20.图6为本实用新型转盘的结构示意图。
21.图7为本实用新型取料台和卸料台的结构示意图。
22.附图标注说明:
23.1-机架;2-转盘;3-储料机构;4-测试机构;5-打点机构;6-取料机构;7-放料架;8-取料台;9-取料组件;10-摆料盘;11-卸料台;12-工位;13-容纳腔;14-储料架;15-储料盘;16-第一料盘夹爪;17-校正台;18-旋转头;19-容置腔;20-送料组件;21-第一纵向滑轨;22-第一横向滑轨;23-送料夹爪;24-支架;25-音频检测装置;26-压紧装置;27-伸缩气缸;28-检测组件;29-升降气缸;30-压紧块;31-滑动导轨;32-打标组件;33-驱动气缸;34-标枪;35-第二横向滑轨;36-导向轨;37-第二纵向滑轨;38-取料夹爪;39-料腔;40-脱料夹爪;41-第二料盘夹爪;42-旋转臂。
具体实施方式
24.在以下的描述中凡是涉及上、下、左、右、前和后的方向性或称方位性的概念都是
针对正在被描述的附图所示的位置状态而言的,因而不能将其理解为对本实用新型提供的技术方案的特别限定。
25.下面结合附图详细说明本实用新型的具体实施方式:
26.如图1-7所示,一种全自动喇叭测试机,包括机架1,所述机架1设置有用于装载和输送喇叭零件的转盘2,所述转盘2的外侧依次设置有安装于所述机架1上的储料机构3、测试机构4、打点机构5及取料机构6,所述取料机构6包括放料架7、取料台8及取料组件9,所述放料架7设置于所述转盘2的一侧,所述放料架7设置有若干个用于存放完成检测的喇叭零件的摆料盘10,所述取料台8设置于所述转盘2和所述放料架7之间,所述取料台8与所述放料架7之间设置有用于放置从所述转盘2中取出的喇叭零件的卸料台11,所述取料台8上设置有在所述转盘2和所述卸料台11之间往复旋转的旋转臂42,以通过所述旋转臂42将所述转盘2上外侧检测的喇叭零件取放至所述卸料台11上,所述取料组件9可滑动地设置于所述放料架7和所述卸料台11的上方,以通过所述取料组件9将所述卸料台11上的喇叭零件夹取并摆放在所述摆料盘10中。
27.优选的,所述转盘2设置有若干个工位12,若干个工位12最优但不限定地设置为四个,该四个工位12呈十字分布在转盘2上,所述工位12上均设置有至少一个用于放置喇叭零件的容纳腔13,所述容纳腔13数量最优但不限定地设置为四个。
28.优选的,所述储料机构3包括储料架14,所述储料架14上叠设有若干个用于存放待检测喇叭零件的储料盘15,所述储料架14的上方设置有用于取放所述储料盘15以进行换盘操作的第一料盘夹爪16,所述储料架14与所述转盘2之间设置有校正台17,所述校正台17上设置有若干个用于将喇叭零件进行旋转校正的旋转头18,若干个所述旋转头18上均设置有用于放置喇叭零件的容置腔19。
29.优选的,所述机架1设置有用于从所述储料盘15中取出喇叭零件的送料组件20,所述送料组件20包括安装于所述机架1上的第一纵向滑轨21和可滑动地设置于所述第一纵向滑轨21上的第一横向滑轨22,所述第一横向滑轨22的一侧设置有送料夹爪23。
30.优选的,所述测试机构4包括支架24,所述支架24设置有位于所述转盘2下方的音频检测装置25和位于所述转盘2上方的压紧装置26,所述音频检测装置25包括伸缩气缸27和可伸缩地设置于所述伸缩气缸27上的若干个检测组件28,所述压紧装置26包括升降气缸29和可滑动地设置于所述升降气缸29上的压紧块30。
31.优选的,所述检测组件28的数量与所述工位12上的容纳腔13数量相一致。
32.优选的,所述打点机构5包括滑动导轨31和至少一组设置于所述滑动导轨31上的打标组件32,所述打标组件32包括驱动气缸33和可升降地设置于所述驱动气缸33上的标枪34。
33.优选的,所述取料组件9包括第二横向滑轨35、导向轨36、第二纵向滑轨37及取料夹爪38,所述第二横向滑轨35和所述导向轨36分别安装于所述放料架7的两侧,所述第二纵向滑轨37的其中一端可滑动地安装于所述第二横向滑轨35上,另一端可滑动地安装于所述导向轨36上,所述取料夹爪38可滑动地设置于所述第二纵向滑轨37的一侧。
34.优选的,所述卸料台11上设置有若干个与所述容纳腔13数量相一致的料腔39,所述旋转臂42上设置有若干个与所述料腔39数量相一致的脱料夹爪40。
35.优选的,所述放料架7的上方设置有用于取放所述摆料盘10以进行换盘操作的第
二料盘夹爪41。
36.本实用新型一种全自动喇叭测试机,包括以下具体的工作步骤:
37.首先,第一料盘夹爪16将放满有待检测的喇叭零件的储料盘15夹起并放置在储料架14用于供给喇叭零件的位置处,随后,送料夹爪23在第一纵向滑轨21和第一横向滑轨22的相互作用下滑移至该储料盘15上方,送料夹爪23下降将该储料盘15中四个待测喇叭零件夹紧,随之,送料夹爪23上升并随着第一纵向滑轨21滑动至校正台17的上方,送料夹爪23再次下降并将四个待测喇叭零件放入至校正台17的四个旋转头18中的容置腔19内,待测喇叭零件在旋转头18的作用下旋转校正至正确位置后,由送料夹爪23再次抓起并放入至其前方的转盘2上,待测喇叭零件在送料夹爪23的运输下依次放入转盘2工位12中的四个容纳腔13中,至此完成送料步骤。
38.然后,完成送料步骤后的转盘2逆时针旋转90
°
,使具有待测喇叭零件的工位12旋转至测试机构4处,此时,音频检测装置25和压紧装置26启动,具体地,伸缩气缸27升起,将安装在其传动块上的四个检测组件28升起并顶在待测喇叭零件的下方实现连接,同时,升降气缸29带动压紧块30下降,使位于转盘2上方的压紧块30将四个待测喇叭零件固定在工位12的容纳腔13中,以实现喇叭零件的音频测试,当测试结束后,伸缩气缸27带动四个检测组件28下降复位,同时升降气缸29带动压紧块30上升复位,至此完成检测步骤。
39.接着,在喇叭零件检测完成后,转盘2再次逆时针旋转90
°
,将具有完成检测喇叭零件的工位12旋转至打点机构5处,此时,打标组件32在滑动导轨31上滑移至喇叭零件的上方,随后,驱动气缸33启动,将标枪34下降至喇叭零件上并进行打点,以便后续生产中辨识焊线点,至此完成打标步骤。
40.再则,当喇叭零件打标后,转盘2再次逆时针旋转90
°
,将完成上述步骤后的喇叭零件旋转至取料机构6处,此时,取料台8上的旋转臂42通过旋转气缸的带动下旋转至转盘2上,并通过旋转臂42上的脱料夹爪40将四个喇叭零件从转盘2工位12上的容纳腔13中取出,随之,旋转气缸带动旋转臂42进行180
°
旋转,使夹持有喇叭零件的旋转臂42旋转至卸料台11的上方,脱料夹爪40将四个喇叭零件放置在卸料台11上的料腔39内,随后,第二纵向滑轨37在第二横向滑轨35和导向轨36上滑动,并带动位于第二纵向滑轨37一侧的取料夹爪38移动至卸料台11的上方,取料夹爪38将卸料台11料腔39内的喇叭零件夹起,在第二纵向滑轨37的带动话滑移至放料架7处用于摆放喇叭零件的摆料盘10上,取料夹爪38下降,将喇叭零件依次摆放在摆料盘10中,至此完成取料步骤,其次,当摆盘摆满后,第二料盘夹爪41即将满载的料盘取走。
41.最后,当完成取料步骤后,转盘2逆时针旋转90
°
,将被取出喇叭零件的空工位12再次旋转至送料机构处,重复前述步骤实现自动化循环上下料的检测工艺。以上所述,仅是本实用新型的较佳实施例,并非对本实用新型的技术范围作任何限制,本行业的技术人员,在本技术方案的启迪下,可以做出一些变形与修改,凡是依据本实用新型的技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1