一种水泥浇注模具生产线自动上料机构的制作方法
1.本实用新型涉及一种水泥浇注模具加工设备领域,具体涉及一种水泥浇注模具生产线自动上料机构。
背景技术:
2.水泥浇注模具是指建筑工程中为水泥浇筑定型的专用模具,该模具常用的材质有木、钢、铝,现在越来越多建筑商采用铝制的模具,具有便于吊装升高、重复使用等优点。目前常见的铝制水泥浇注模具主要包括为模具主体、两条垂直于模具主体的连接边、多个设置在连接边上的连接孔,所述模具的宽度为30cm至90cm之间,长度为3m至5m之间,重量为25kg/m2。相对于普通加工产品来说,水泥浇注模具的相对体积较大,重量较重,在上料时需要两人抬起来放入输送辊上,需要较大的人力物力。而且参照图5所示,水泥浇注模具为了方便存储和运输,采用正反堆叠的方式放置,在上料时,还需要人工将部分反向堆叠的模具转动180
°
后再放入输送辊上,工作效率较低。
技术实现要素:
3.为了克服现有技术的不足,提供一种水泥浇注模具生产线自动上料机构。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种水泥浇注模具生产线自动上料机构,包括机架、设置在机架旁的模具堆放区、设置在模具堆放区上方的初级上料装置、设置在初级上料装置旁的次级上料装置、设置在次级上料装置旁的输送辊组,所述初级上料装置与次级上料装置之间设有翻转机构,所述初级上料装置包括用于提起模具的夹持装置、带动夹持装置上下移动的夹头升降装置、带动夹持装置往次级上料装置或翻转机构方向移动的横移装置,所述夹持装置上设有识别模具为正面或反面的检测装置,当检测装置识别到模具为正面朝上时,则初级上料装置将模具送入次级上料装置,当检测装置识别到模具为背面朝上时,则初级上料装置将模具送入翻转机构,翻转机构将模具翻转后送入次级上料装置,次级上料装置将模具送入输送辊组上,所述次级上料装置的输送方向垂直于输送辊组的输送方向。
6.在本实用新型中,所述输送辊组包括安装在机架上的多条辊轮,多条辊轮之间相互间隔设置。
7.在本实用新型中,所述次级上料装置包括至少两条平行设置的输送带,所述输送带的一端插入辊轮之间的间隙内,输送带的另一端伸出在辊轮的外部形成次级上料区。
8.在本实用新型中,所述输送带位于辊轮所在的一端连接有升降推杆,所述升降推杆推动输送带的端部升降。
9.在本实用新型中,所述翻转机构包括至少两条托架、带动托架转动的旋转驱动装置、用于固定模具的模具固定装置,所述模具固定装置包括位于托架上的挡边、位于托架旁的挂钩、驱动挂钩动作的挂钩驱动装置,所述挂钩和挡边形成模具固定位。
10.本实用新型的有益效果是:在生产过程中,工人只需通过叉车等移送工具将相关
待加工模具送到模具堆放区,通过初级上料装置和次级上料装置等就可以完成模具的自动上料,进入与生产线连通的输送辊组,全程无需人工干预,极大地提高了生产效率;而且本实用新型结构简单、巧妙,无需复杂的机械装置,可以在常规的输送辊上就可以进行加装或改装,从整体上降低了生产厂商的生产成本。
附图说明
11.下面结合附图和实施方式对本实用新型进一步说明:
12.图1为本实用新型的结构示意简图;
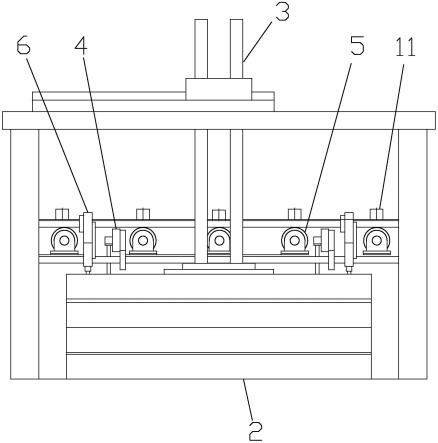
13.图2为图1的左视图;
14.图3为翻转机构的结构示意简图;
15.图4为次级上料装置的结构示意简图;
16.图5为水泥浇注模具堆叠时的结构示意图。
具体实施方式
17.参照图1至图5,本实施例所提供的一种水泥浇注模具生产线自动上料机构,包括机架1、设置在机架1旁的模具堆放区2、设置在模具堆放区2上方的初级上料装置3、设置在初级上料装置3旁的次级上料装置4、设置在次级上料装置4旁的输送辊组5,所述初级上料装置3与次级上料装置4之间设有将模具翻转180
°
的翻转机构6。所述输送辊组5包括安装的夹持装置31、带动夹持装置31上下移动的夹头升降装置32、带动夹持装置31往次级上料装置4或翻转机构6方向移动的横移装置33。所述横移装置33包括设置在输送辊组5输送方向前后两端的龙门架、设置在龙门架上导轨和齿条、横跨在两个龙门架之间的移动架,所述移动架可滑动地安装在导轨上,所述移动架上设有长轴和带动长轴转动的电机,所述长轴的两端分别设有齿轮并分别与两个龙门架上的齿条啮合。所述夹头升降装置32包括安装在移动架上的升降杆、带动升降杆上下移动的电机,所述夹持装置31安装在升降杆的底部。电机带动升降杆上下移动以带动模具上升或下降。
18.所述夹持装置31为多个负压吸嘴组成的负压吸引装置。所述夹持装置31上设有识别模具为正面或反面的检测装置,所述检测装置位于夹持装置31的侧边,由于模具为凹槽状,当检测装置检测到模具的侧槽边时,则识别为正面,当检测装置未检测到模具的侧槽边时,则识别为背面。当检测装置识别到模具为正面朝上时,则初级上料装置3将模具送入次级上料装置4,当检测装置识别到模具为背面朝上时,则初级上料装置3将模具送入翻转机构6。翻转机构6将模具翻转后送入次级上料装置4,次级上料装置4将模具送入输送辊组5上,所述次级上料装置4的输送方向垂直于输送辊组5的输送方向。
19.所述次级上料装置4包括至少两条平行设置的输送带41,在实际生产过程中,可以设计多条输送带41,以适应不同长度的模具。所述输送带41包括主动齿轮、从动齿轮、连接在主动齿轮和从动齿轮上的传输带、支撑传输带的支架,所述主动齿轮通过传动机构与输入轴连接,所述输入轴贯穿多条输送带41并与一驱动电机连接。所述输送带41的一端插入辊轮之间的间隙内,形成交叉区域,输送带41的另一端伸出在辊轮的外部形成次级上料区42,所述输送带41位于辊轮所在的一端连接有升降推杆43,所述输送带41的支架的一端铰接在机架1上,另一端连接在升降推杆43上。初级上料装置3或翻转机构6将模具送入次级上
料区42,接着升降推杆43带动输送带41一端抬升并使输送带41的上表面高于辊轮的上表面,接着驱动电机带动输送带41动作,使模具进入交叉区域并停留在辊轮的上方,接着输送带41停止动作,同时升降推杆43下降使输送带41的上表面低于辊轮的上表面,模具落在输送辊组5,从而完成了上料动作。
20.所述翻转机构6包括至少两条托架61,在实际生产过程中,可以设计多条托架61,以适应不同长度的模具。所述翻转机构6还包括带动托架61转动的旋转驱动装置62、用于固定模具的模具固定装置,所述托架61的一端铰接在机架1上,另一端架在地面支撑柱上,所述地面支撑柱的高度可调,以保证即使地面不平的情况下,各个托架61的高度保持一致。旋转驱动装置62包括电机、连接电机的驱动轴,所述驱动轴穿过多条托架61,以保证各个托架61同时动作。所述模具固定装置包括位于托架61上的挡边63、位于托架61旁的挂钩64、驱动挂钩64动作的挂钩驱动装置65,所述挂钩64和挡边63形成模具固定位,初级上料装置3将模具放到模具固定位上,接着挂钩64收缩以锁紧模具,避免翻转过程中模具偏移,当翻转到位时,挂钩64松开,模具在自身重力作用下落入次级上料区42内。
21.所述输送辊组5旁的机架1上设有多个挡轮11,多个挡轮组11成避免模具掉落的限位边。所述机架1上还设有可以沿输送辊组5输送方向移动的移动推料装置,所述移动推料装置包括设置在机架1上的滑动装置、设置在滑动装置上的推杆、带动推杆进入或离开输送辊组5上表面的动作机构,当需要推料时,推杆落入输送辊组5上表面并推动相关模具物料移动,推送完后,推杆回升同时滑动装置回到原位。
22.以上所述仅为本实用新型的优先实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1