一种新型全自动下料装置的制作方法
1.本实用新型涉及下料技术领域,尤其涉及一种新型全自动下料装置。
背景技术:
2.镀膜技术应用领域广泛,在光学玻璃和建筑玻璃领域应用最为深入,随着人们对玻璃行业品质要求的不断提升,使得镀膜设备技术要求越来越高,产能需求量较大,该设备为镀膜设备前工序和后工序。目前市场上常用的上料、下料方式为人工上料方式,由于人工成本较高。
3.因此,如何提供一种新型全自动下料装置,以方便全自动下料成为亟待解决的技术问题。
技术实现要素:
4.本实用新型要解决的技术问题在于如何提供一种新型全自动下料装置,以方便全自动下料。
5.为此,根据第一方面,本实用新型实施例公开了一种新型全自动下料装置,包括:呈框架结构设置的机柜,所述机柜内设有具有载盘的接料组件,所述机柜内设有移料组件和送料组件,所述移料组件用于将所述载盘内的物料移动至所述送料组件,所述移料组件包括依次连接的第一移动模组、第二移动模组以及第三移动模组,所述第三移动模组上设有用于对所述载盘内的物料进行移料的移料件,所述第三移动模组用于带动所述移料件在z轴方向上移动,所述第二移动模组用于带动所述第三移动模组在y轴方向上移动,所述第一移动模组用于带动所述第二移动模组在x轴方向上移动。
6.本实用新型进一步设置为,所述移料件包括移料架、移料气缸以及移料吸盘,所述移料气缸设置于所述移料架上,所述移料气缸用于驱动所述移料吸盘进行移动,所述移料吸盘用于通过真空吸取物料。
7.本实用新型进一步设置为,所述移料气缸与所述移料架滑动连接,所述移料架上固定安装有伸缩气缸,所述伸缩气缸上连接有伸缩块,所述伸缩块上设有伸缩铰链,所述伸缩铰链用于带动所述移料气缸进行滑动。
8.本实用新型进一步设置为,所述移料架上设有用于对所述伸缩块的移动进行缓冲的缓冲器。
9.本实用新型进一步设置为,所述机柜内设顶升组件和夹紧组件,所述顶升组件用于对所述载盘进行顶升,所述夹紧组件用于将所述顶升组件顶升的所述载盘进行夹紧。
10.本实用新型进一步设置为,所述顶升组件包括顶升底座,所述顶升底座上安装有顶升气缸,所述顶升气缸的一端连接有与所述顶升底座滑动连接的顶升板,所述顶升板用于所述接料组件上的载盘进行顶升,所述夹紧组件包括夹紧底座,所述夹紧底座上设有滑动连接的夹紧架,所述夹紧架用于夹紧所述顶升组件顶升后的所述载盘,所述夹紧底座上安装有用于驱动所述夹紧架进行滑动的夹紧电机。
11.本实用新型进一步设置为,所述机柜内设有位于所述接料组件的一侧的收料组件,所述收料组件用于接收所述接料组件输送的所述载盘。
12.本实用新型进一步设置为,所述收料组件包括第一收料架,所述第一收料架上设有滑动连接的第二收料架,所述第一收料架的一端安装有第一收料电机,所述第二收料架绕卷有收料皮带,所述第二收料架的一端设有用于驱动所述收料皮带移动的第二收料电机。
13.本实用新型进一步设置为,所述送料组件包括送料架、送料电机以及送料皮带,所述送料电机设置于所述送料架上,所述送料皮带绕卷于所述送料架,所述送料皮带上设有用于接收物料的收料盘。
14.本实用新型进一步设置为,所述机柜内设有补料组件,所述补料组件用于接收所述移料组件移取的物料,并方便将物料补充至所述送料组件。
15.本实用新型具有以下有益效果:通过移料组件将载盘内的物料移动至送料组件,移料件起移料作用,并通过第一移动模组、第二移动模组以及第三移动模组的移动,可带动移料件在xyz轴方向上移动,进而提供了一种新型全自动下料装置,方便进行全自动下料。
附图说明
16.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
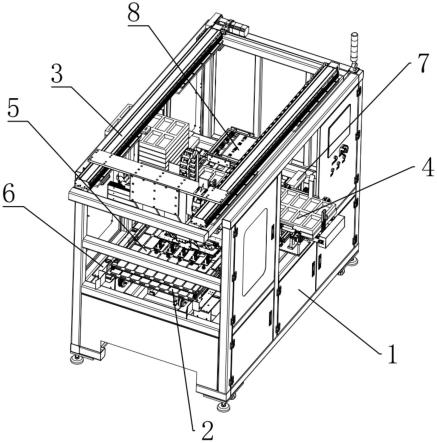
17.图1是本实施例公开的一种新型全自动下料装置的立体结构示意图;
18.图2是本实施例公开的一种新型全自动下料装置的局部结构示意图;
19.图3是本实施例公开的一种新型全自动下料装置中接料组件的立体结构示意图;
20.图4是本实施例公开的一种新型全自动下料装置中移料组件的立体结构示意图;
21.图5是本实施例公开的一种新型全自动下料装置中送料组件的立体结构示意图;
22.图6是本实施例公开的一种新型全自动下料装置中顶升组件和夹紧组件的立体结构示意图;
23.图7是本实施例公开的一种新型全自动下料装置中收料组件的立体结构示意图。
24.附图标记:1、机柜;2、接料组件;21、载盘;22、接料架;23、接料电机;24、接料皮带;3、移料组件;31、第一移动模组;311、第一移动底座;312、第一移动架;313、第一移动滑板;314、第一移动电机;32、第二移动模组;321、第二移动底板;322、第二移动架;323、第二移动滑板;324、第二移动电机;33、第三移动模组;331、第三移动架;332、第三移动电机;34、移料件;341、移料架;342、移料气缸;343、移料吸盘;344、伸缩气缸;345、伸缩块;346、伸缩铰链;347、缓冲器;4、送料组件;41、送料架;42、送料电机;43、送料皮带;44、收料盘;5、顶升组件;51、顶升底座;52、顶升气缸;53、顶升板;6、夹紧组件;61、夹紧底座;62、夹紧架;63、夹紧电机;7、收料组件;71、第一收料架;72、第二收料架;73、第一收料电机;74、第二收料电机;8、补料组件。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通,可以是无线连接,也可以是有线连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
27.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
29.本实用新型实施例公开了一种新型全自动下料装置,如图1和图2所示,包括:呈框架结构设置的机柜1,机柜1内设有具有载盘21的接料组件2,机柜1内设有移料组件3和送料组件4,移料组件3用于将载盘21内的物料移动至送料组件4,移料组件3包括依次连接的第一移动模组31、第二移动模组32以及第三移动模组33,第三移动模组33上设有用于对载盘21内的物料进行移料的移料件34,第三移动模组33用于带动移料件34在z轴方向上移动,第二移动模组32用于带动第三移动模组33在y轴方向上移动,第一移动模组31用于带动第二移动模组32在x轴方向上移动。
30.需要说明的是,通过移料组件3将载盘21内的物料移动至送料组件4,移料件34起移料作用,并通过第一移动模组31、第二移动模组32以及第三移动模组33的移动,可带动移料件34在xyz轴方向上移动,进而提供了一种新型全自动下料装置,方便进行全自动下料。
31.如图2和图3所示,接料组件2包括接料架22,接料架22上绕卷有接料皮带24,载盘21放置于接料皮带24上,接料架22的一端安装有用于驱动接料皮带24进行移动的接料电机23。
32.如图2和图4所示,第一移动模组31包括第一移动底座311,第一移动底座311上设有第一移动架312,第一移动架312上设有滑动连接的第一移动滑板313,第一移动底座311上设有第一移动电机314,第一移动滑板313用于带动第二移动模组32在x轴方向上进行移动。
33.如图2和图4所示,第二移动模组32包括与第一移动模组31连接的第二移动底板321,第二移动底板321上设有第二移动架322,第二移动架322上设有滑动连接的第二移动滑板323,第二移动架322的一端设有第二移动电机324,第二移动滑板323用于带动第三移动模组33在y轴方向上进行移动。在具体实施过程中,第二移动底板321与第一移动滑板313固定连接。
34.如图2和图4所示,第三移动模组33包括与第二移动模组32连接的第三移动架331,
第三移动架331与取料架固定连接,第三移动架331的一端设有用于驱动取料架在z轴方向上进行移动的第三移动电机332。在具体实施过程中,第二移动架322与第二移动滑板323滑动连接。
35.如图2和图4所示,移料件34包括移料架341、移料气缸342以及移料吸盘343,移料气缸342设置于移料架341上,移料气缸342用于驱动移料吸盘343进行移动,移料吸盘343用于通过真空吸取物料。需要说明的是,通过移料气缸342控制移料吸盘343进行移动,对物料进行真空吸取。
36.如图2和图4所示,移料气缸342与移料架341滑动连接,移料架341上固定安装有伸缩气缸344,伸缩气缸344上连接有伸缩块345,伸缩块345上设有伸缩铰链346,伸缩铰链346用于带动移料气缸342进行滑动。需要说明的是,通过伸缩气缸344带动伸缩块345进行移动,使伸缩铰链346进行伸缩运动,带动移料气缸342进行滑动,从而改变移料吸盘343之间的距离,方便对不同距离的物料进行移料。
37.如图2和图4所示,移料架341上设有用于对伸缩块345的移动进行缓冲的缓冲器347。
38.如图2和图6所示,机柜1内设顶升组件5和夹紧组件6,顶升组件5用于对载盘21进行顶升,夹紧组件6用于将顶升组件5顶升的载盘21进行夹紧。
39.如图2和图6所示,顶升组件5包括顶升底座51,顶升底座51上安装有顶升气缸52,顶升气缸52的一端连接有与顶升底座51滑动连接的顶升板53,顶升板53用于接料组件2上的载盘21进行顶升,夹紧组件6包括夹紧底座61,夹紧底座61上设有滑动连接的夹紧架62,夹紧架62用于夹紧顶升组件5顶升后的载盘21,夹紧底座61上安装有用于驱动夹紧架62进行滑动的夹紧电机63。在具体实施过程中,夹紧组件6设为两个,两个夹紧组件6分布于接料组件2的相对两侧。
40.需要说明的是,通过顶升气缸52带动顶升板53进行移动,对接料组件2上的载盘21进行顶升,夹紧电机63驱动夹紧架62在夹紧底座61上滑动,进而夹紧载盘21。
41.如图2和图7所示,机柜1内设有位于接料组件2的一侧的收料组件7,收料组件7用于接收接料组件2输送的载盘21。
42.如图2和图7所示,收料组件7包括第一收料架71,第一收料架71上设有滑动连接的第二收料架72,第一收料架71的一端安装有第一收料电机73,第二收料架72绕卷有收料皮带,第二收料架72的一端设有用于驱动收料皮带移动的第二收料电机74。
43.需要说明的是,通过第二收料电机74驱动收料皮带进行移动,对空的载盘21进行收料,并通过第一收料电机73带动第二收料架72在第一收料架71上升降,进而方便回收空的载盘21。
44.如图2和图5所示,送料组件4包括送料架41、送料电机42以及送料皮带43,送料电机42设置于送料架41上,送料皮带43绕卷于送料架41,送料皮带43上设有用于接收物料的收料盘44。
45.如图2和图5所示,机柜1内设有补料组件8,补料组件8用于接收移料组件3移取的物料,并方便将物料补充至送料组件4。需要说明的是,载盘21内放置有4*6排列分布的物料,收料盘44可放置10片物料,移料件34将载盘21内的物料放置在收料盘44内,并将剩余的6片物料放置在补料组件8上。当移料件34对第二个载盘21移料,第二个载盘21的物料可放
满三个收料盘44,第四个收料盘44内放置6片物料,再通过补料组件8对该收料盘44补充4片物料,从而实现补料。
46.工作原理:通过移料组件3将载盘21内的物料移动至送料组件4,移料件34起移料作用,并通过第一移动模组31、第二移动模组32以及第三移动模组33的移动,可带动移料件34在xyz轴方向上移动,进而提供了一种新型全自动下料装置,方便进行全自动下料。
47.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1