芯棒和贴标签机组的制作方法
1.本实用新型涉及用于扩开以扁平折叠方式输送的标签软管并且用于将从中分离出的标签套引导到容器上的芯棒。
背景技术:
2.用于提供标签套(也被称为套件)的设备用于例如饮料行业中的贴标签机。为此,标签软管以扁平折叠方式从卷筒退卷,输送给芯棒,并且被牵拉到芯棒上,以便使标签软管的横截面形状适配于随后分离成标签套并且将其转移到容器上。标签软管的周长在此通常不会在芯棒的区域内变化。这通常被称为扩开、展开和/或打开标签软管。
3.例如,在de 201 04 972中描述了一种用于展开薄膜软管和切割出薄膜套的设备。借助芯棒(扁平折叠的薄膜软管沿轴向方向被牵拉到芯棒上,并且在此沿径向方向扩开)和布置在芯棒的下方的端部区域中的用于从径向外侧沿周向断开被展开的薄膜软管的切割装置来提供薄膜套。类似的设备由de 100 02 401、ep 1 396 433、wo 2008/088210、 wo 2009/145613和wo 2011/031160已知。
4.在此相应不利的是,所使用的芯棒具有不变的长度。如果要改变标签长度,那么下方的芯棒区段的长度不再与标签长度相一致。然而,如果标签套比下方的芯棒区段长,那么就存在标签套在其施加到容器上之前将部分或完全又塌陷或起皱的风险,这可能会导致运行故障。相反,如果标签套比下方的芯棒区段短,则可能延长流程时间,和/或多个标签套可能移向彼此,这也可能会导致运行故障。
5.为了避免这些问题,在标签尺寸发生改变时必须分别更换整个芯棒,然而,这是耗费的。例如,贴标签机的其他的部件、例如分开装置、保持装置和/或保护板材也必须为此被拆除,以便暴露芯棒。
6.作为临时措施由de 10 2011 082 452 a1已知一种按类属的芯棒。因此,下方的芯棒区段构造为单独的构件,并且可以以不同的长度提供和安装。然而,必须提供相应多的装备件并且在规格改变时无错误地被安装。
7.与此相对,存在进一步简化和减少耗费的需求。
技术实现要素:
8.该任务通过用于扩开以扁平折叠方式输送的标签软管并且用于将从中分离出的标签套转移到容器上的芯棒来解决,所述芯棒包括:扩开体,所述扩开体用于打开沿纵向方向牵拉到所述芯棒上的标签软管的横截面;和沿运输方向布置在所述芯棒后方的转移体,所述转移体用于在从芯棒上推出时引导所述标签套,其特征在于,通过沿运输方向使所述扩开体和所述转移体相对彼此移动能够调节所述芯棒的工作长度。
9.因此,该芯棒用于扩开以扁平折叠方式输送的标签软管,并且将从中分离出的标签套转移到容器上,并且芯棒包括:扩开体,扩开体用于打开沿纵向方向牵拉到芯棒上的标签软管的横截面;和沿运输方向布置在芯棒后方的转移体,转移体用于在从芯棒推出到容
器上时引导标签套。
10.根据本实用新型,通过沿运输方向使扩开体和转移体相对彼此移动和锁定,可以调节芯棒的工作长度和/或总长度。换言之,可以对转移体相对于扩开体的纵向定位进行调整。
11.扩开体被构造成用于不被拉伸地扩开或者说用于在横向方向(径向方向)上打开在运输方向/纵向方向(轴向方向)上被牵拉到扩开体上的标签软管的横截面。
12.转移体基本上用于,在进给时并且在从芯棒推出时从内部引导要从标签软管分断的和/或已从标签软管分断(分离出)的标签套,并且在此防止标签套的塌陷和/或起皱。
13.如果要改变待处理的标签套的长度,那么可以使转移体相对于扩开体移动并且锁定。由此,使得芯棒的工作长度总体上可以特定于规格地进行适配。
14.通常,在扩开体的区域中已经建立了对于分离和转移所需的横截面。标签软管优选在扩开体上或在扩开体与转移体之间被断开,由此提供各个标签套。然后,各个标签套首先位于转移体上并且可以从那里被推出到要贴标签的容器上,例如饮料容器上,尤其是瓶子或罐上。
15.本实用新型具有优选的实施方式。各个特征的技术效果示例性地根据所示的实施方式描述。
16.根据一种实施方式,所述扩开体和所述转移体借助线性引导部尤其在所述芯棒的两个彼此相对的周向区域处连接。
17.根据一种实施方式,所述线性引导部分别包括引导杆和构造在扩开体中和转移体中的用于容纳所述引导杆的引导通道。
18.根据一种实施方式,所述引导杆包括长度标尺,所述长度标尺用于测量所述转移体、尤其是所述转移体的输出侧的端部相对于所述扩开体的纵向定位。
19.根据一种实施方式,所述转移体以相对于引导杆而言不变的长度定位尤其借助拧接部来固定连接在所述引导杆上。
20.根据一种实施方式,所述引导杆包括沿运输方向分布的螺纹孔,所述螺纹孔用于将所述扩开体以相对于引导杆而言不同的纵向定位拧紧在所述引导杆上。
21.根据一种实施方式,在所述引导通道的区域中分别构造有至少一个通孔尤其作为长孔,通过所述通孔能够将所述扩开体与在引导通道中引导的引导杆拧接。
22.根据一种实施方式,所述扩开体包括在所述芯棒的浮动悬挂时起作用的引导辊,并且其中,所述转移体包括在从芯棒上推出所述标签套时起作用的引导辊。
23.根据一种实施方式,所述线性引导部相对于所述引导辊在周向上错开尤其是90
°
地布置。
24.根据一种实施方式,所述扩开体和所述转移体由分层生成的材料构成。
附图说明
25.本实用新型的优选的实施方式在附图中示出。其中:
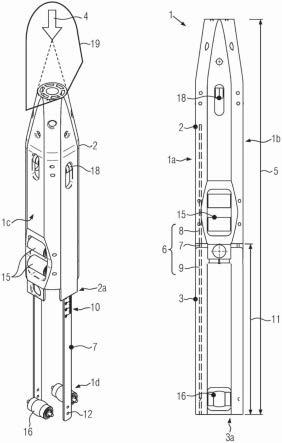
26.图1示出芯棒的斜视图和侧视图;并且
27.图2示出穿过具有线性引导部的芯棒的部分截面图。
具体实施方式
28.如图1和图2在概图中可看到的那样,芯棒1包括输入侧的扩开体2,其用于扩开(打开横截面)以扁平折叠方式输送的并且被牵拉到芯棒1上的标签软管;和输出侧的转移体3,其用于引导从标签软管通过分离而制成的标签套直到将标签套从芯棒1推出到待贴标签的容器上。
29.所描述的芯棒1在扩开以扁平方式输送的标签软管/打开其横截面时(没有增大其周长)、在标签软管分离为标签套时并且在转移和推出标签套时的原则上的工作方式是已知的,从而在此省去对标签软管、标签套和容器的图示。
30.芯棒1的特征在于,扩开体2和转移体3可以沿运输方向4、即沿芯棒1的纵向方向相对彼此移动并且锁定,以便调整芯棒1的起作用的工作长度5。起作用的工作长度5例如是芯棒1的总长度,但也可以以另外方式相对于运输方向4来定义,例如定义为在转移标签套时从分离开始起作用的长度。
31.为了纵向调节,芯棒1包括至少一个在运输方向4上延伸的线性引导部6,该线性引导部具有引导杆7、用于引导杆7的被构造在扩开体2中的上方的引导通道8和用于引导杆7的被构造在转移体3中的下方的引导通道9。
32.图2示例性示出了扩开体2的(在图1中)下方的区段的内视图,其具有引导杆7和所属的上方的引导通道8,引导通道因此也可以沿纵向方向被分段。
33.芯棒1优选包括两个线性引导部6。此外如可看出的那样,然后,这些线性引导部利用其引导杆7和引导通道8、9优选布置在芯棒1的彼此相对的周向区域1a、1b上。
34.优选在至少一个引导杆7上构造有长度标尺10,在该长度标尺10 上可以读取转移体3相对于扩开体2的纵向定位11、例如转移体的输出侧的端部3a与扩开体2的输出侧的端部2a的距离。长度标尺10也可以说明芯棒的经调整的起作用的长度5或要转移到容器上的标签套的长配属的度。
35.标签套的长度以已知的方式在芯棒1的区域中分离时建立,例如通过具有被驱动的传输辊的传输机构和布置在扩开体2的区域中的用于从薄膜软管分断标签套的切割装置的相互作用建立。然而,标签套也可能沿横向穿孔借助被驱动且能卡挡的传输辊被从薄膜软管撕下 (并未分别示出)。
36.在引导杆7中纵向分布地布置有螺纹孔12,引导杆7可以利用螺纹孔被拧紧在扩开体2和转移体3上。
37.引导杆7优选具有扁平轮廓,其不仅是节省空间的,而且还简化了长度标尺10和螺纹孔12的制造。
38.转移体3优选在不变的纵向定位中与引导杆7连接、尤其是拧接。
39.与此相对,引导杆7可以有选择地在不同的螺纹孔12处(仅在图 2中示出)与扩开体2拧接,以便调整转移体3的相对于扩开体不同的纵向定位11。
40.为此,例如在扩开体2的内侧上在每个引导通道8处构造有至少一个优选呈沿运输方向4延伸的长孔的形式的通孔13,扩开体2可以有选择地通过通孔与引导杆7的不同的螺纹孔12拧接,参见图2。
41.为了调整起作用的工作长度5,因此其中一个螺纹孔12可以有选择地通过构造在引导通道8的壁中的通孔13借助螺纹螺钉14拧紧在期望的纵向定位11中。
42.原则上也能想到的是,引导杆7尤其与扩开体2的所示的螺接部通过卡止机构替代。例如,在扩开体2的至少一个引导通道8上,弹簧预紧的卡止销(未示出)可能代替螺纹螺钉14地形状锁合地嵌入引导杆7中,例如嵌入到构造在其中的通孔或盲孔中。
43.还可以看出的是,构造在扩开体2上的用于使芯棒1以原则上已知方式浮动悬挂的引导辊15和布置在转移体3的输出侧的引导辊16 优选都布置在芯棒1的周向区域1c、1d中,它们(在芯棒1的横截面中看)布置在用于线性引导部6的周向区域1a、1b之间,尤其是就此方面错开90
°
。
44.线性引导部6和引导辊15、16因此可以以节省空间的方式并且不相互干扰地布置在芯棒1的不同的周向的横截面区域中。
45.为了完整起见,示出了在扩开体2上的在分离时起作用的用于标签软管的锁定辊18,和入口侧的引导凸舌19,最初尚是扁平折叠的标签软管被牵拉到引导凸舌上,并且逐渐过渡为扩开体2的横截面。芯棒1的这些输入侧的组成部分原则上是已知的,并且在芯棒1的所描述的长度调节中不起作用或仅起次要作用。
46.替代地,长度调节能够实现使芯棒1适配于不同长度的标签套,即能够实现对标签套转移到容器上进行依赖于规格的适配。
47.转移体3相对于扩开体2的纵向定位11可以通过相对彼此的移动来调节,并且通过将转移体3拧紧在引导杆7上来可靠地锁定。这不仅可以在制造方面实现,例如在芯棒1投入运行时预设持久的工作长度5,并且可以在用户方面在针对产品进行规格适配期间实现。在任何情况下,可以通过长度调节来最小化芯棒1的所要提前储备的组成部分的数量。换言之,用于处理不同的容器规格和/或标签规格的不同的芯棒1可能不是必需的。
48.尽管如此仍然可能的是,通过能置入的引导体、例如通过间隔环、这种环形段或类似物(未示出)来填补因转移体3的纵向定位11所造成的朝扩开体2的自由空间(纵向中间空间)。由此,必要时可以通过如下方式在芯棒1的相对大的并且尤其是最大的工作长度5的情况下实现对标签套的更可靠的引导,即,附加地抑制标签套的不期望的萎缩和/或起皱。
49.扩开体2和转移体3优选借助3d打印来制造,并且然后由相应分层生成的材料构成。这有利于引导辊15、16和线性引导部6的紧凑的组合,并且尤其有助于引导通道8、9在扩开体2和转移体3中的节省空间的布置。
50.芯棒1优选是用于将标签套分离并且将其分配到容器上的(未示出的)贴标签机组的组成部分。为该目的,贴标签机组包括具有传输辊的传输机构,其用于将薄膜软管牵拉到芯棒上并且将分离出的标签套从芯棒推出到容器上。传输机构还可以被构造成用于通过在薄膜软管中存在的横向穿孔处撕下各个标签套进行分离。替选地,贴标签机组包括布置在扩开体的区域中的切割装置,其用于通过从薄膜软管切割出各个标签套进行分离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1