横向防伪线复合/印刷系统及卷装印刷物的制作方法
1.本技术属于防伪技术领域,具体涉及一种横向施放防伪线的复合/印刷系统及卷装印刷物。
背景技术:
2.本技术之发明人所发明的中国专利“手撕纹理防伪方法及其产品和材料(专利授权公告号cn109215493b)”,将随机结构纹理做成扁平纹理串,将扁平纹理串的特征信息采集下来、作为纹理信息档案存储在接入互联网的防伪查验系统数据库中,以供公众查验真伪。它克服了针挑纤维(纹理)的弊端,达到了手检纹理的目的,可方便公众徒手甄别真假纹理,避免了针挑纹理防伪的应用麻烦。因为扁平纹理串是按照传统放线方法纵向(即与走纸方向同向)施放的,所以收卷后扁平纹理串等防伪线所在的局部区域卷面具有累积凸起,难以收卷成大卷,尤其是薄膜类包装物更是无法收卷成大卷,难以实现自动化包装生产;因为无法消除其累积凸起,所以国内外防伪行业至今为止、一直没有出现采用防伪线技术的薄型卷装印刷物。
3.如何克服防伪线印刷物的累积凸起,一直是防伪行业亟待解决的技术难题。
技术实现要素:
4.本技术的目的之一:提供一种横向防伪线复合/印刷系统,以避免防伪线印刷物的累积凸起,便于收卷成大卷,有利于自动化包装生产。
5.本技术的目的之二:提供一种(没有累积凸起的薄型)卷装印刷物,便于收卷成大卷,有利于自动化包装生产。
6.本技术横向防伪线复合/印刷系统的技术方案如下。
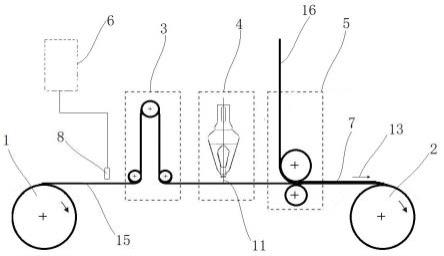
7.一种横向防伪线复合/印刷系统,包括放卷单元和收卷单元以及电脑控制单元;卷料从放卷单元引出、纵向前进、穿过复合/印刷单元、至收卷单元,由收卷单元收卷成为卷装印刷物,其特征在于,它包括:在放卷单元与收卷单元之间设置有纬线引送单元,用以在卷料上的指定区间,施放横向防伪线(属于纬线);在放卷单元与收卷单元之间还设置有压紧单元,用以将横向防伪线与卷料压紧贴合。
8.可取的是,所述的横向防伪线复合/印刷系统,其特征在于:卷料上印设有标明指定区间位置的光标;在放卷单元与收卷单元之间,还设置有与电脑控制单元信号连接的电眼;纬线引送单元与电脑控制单元信号连接;电脑控制单元根据电眼读取到的光标信号来控纬线引送单元,适时将横向防伪线(精准)施放到指定区间,以保证前后(即纵向)位置误差≤
±
0.5mm,最好达到印刷线条套印误差国家标准。
9.可取的是,所述的横向防伪线复合/印刷系统,其特征在于:在放卷单元与收卷单元之间,还设置有间歇(机构)单元;间歇(机构)单元用以使纵向前进中的、卷料上的指定区间产生瞬间静止,以便横向防伪线(精准)适时施放到指定区间,从而达到印刷线条套印误差国家标准。
10.可取的是,所述的横向防伪线复合/印刷系统,其特征在于:横向防伪线为花式纱线,花式纱线被压成扁平纹理串,扁平纹理串的特征信息被(拍摄采集下来)用作纹理信息档案(存储在接入互联网的防伪查验系统数据库中),以供公众查验真伪。
11.可取的是,所述的横向防伪线复合/印刷系统,其特征在于:在放卷单元与收卷单元之间设置有多个并列的纬线引送单元,用以同时在卷料上的多个指定区间,施放多根横向防伪线。这样一来,就可提高横向防伪线复合/印刷系统的车速和生产效率。
12.本技术(没有累积凸起的)卷装印刷物的技术方案如下。
13.一种(没有累积凸起的薄型)卷装印刷物,其特征在于:在卷料上的指定区间,施放有横向防伪线;横向防伪线与卷料被压紧贴合。
14.可取的是,所述的卷装印刷物,其特征在于:横向防伪线为花式纱线,花式纱线被碾压成扁平纹理串,扁平纹理串的特征信息被(拍摄采集下来)用作纹理信息档案(存储在接入互联网的防伪查验系统数据库中),以供公众查验真伪。
15.可取的是,所述的卷装印刷物,其特征在于:横向防伪线采用可拉伸50-800%的弹性花式纱线。
16.可取的是,所述的卷装印刷物,其特征在于:卷料上的指定区间开设有窗口,横向防伪线经过窗口。这样一来,就可方便消费者用手从窗口拨动防伪线,以检验防伪线的真实性,排除印刷墨迹仿造的假冒防伪线。
17.普通食品塑料包装袋分为,薄袋、中厚袋、加厚袋、特厚袋等四种。薄袋的厚度(即壁厚)小于50μm;中厚袋的厚度(即壁厚)为60μm~100μm;加厚袋的厚度(即壁厚)为100μm~200μm;特厚袋的厚度(即壁厚)超过200μm。研究显示,横向防伪线的厚度h与卷装印刷物的厚度m之比:h/m
×
100%≥10%时,纵向施放防伪线时,累积凸起严重,无法收卷成大卷塑料包装袋。相反,采用横向防伪线时,无累积凸起,可收卷成大卷塑料包装袋。研究还显示,受现行制线与用线工艺条件限制,最薄的现行防伪线的厚度都是大于20μm的,因此,纵向施放防伪线,必然累积凸起严重,无法生产与使用。
18.综上所述,所述的卷装印刷物,其特征在于:卷装印刷物是一种横向防伪线的厚度h与卷装印刷物的厚度m之比h/m
×
100%≥20%(多数情况下为30%)的、卷装热收缩套筒标签或卷装薄膜塑料袋(包括塑料薄膜与其它材质的复合袋)或不干胶封箱胶带。换言之,当横向防伪线的厚度h与卷装印刷物的厚度m之比h/m
×
100%≥20%时,只有采用本技术横向防伪线复合/印刷系统,才能收卷成大卷,才能实现自动化包装生产。
19.可取的是,本技术所述的横向防伪线,可以是任何具有防伪作用的纱、线、带等实物。本技术所述的卷装印刷物,可以是施放有横向防伪线的各种卷装印刷物,例如卷装软包装物、卷装封箱胶带、卷装不干胶标签、使用卷料生产的盒子、袋子等。
20.与现有技术相比,本技术可产生如下有益技术效果。
21.其一、所生产的(薄型)卷装印刷物没有累积凸起:设有横向防伪线的卷料收卷后,因为收卷直径逐渐递增,所以横向防伪线也会逐渐错位,所以不会出现累积凸起。便于收卷成大卷,有利于自动化包装生产。虽然横向防伪线的厚度与卷装印刷物厚度接近,但是,因为收卷直径逐渐递增,所以横向防伪线将会逐渐错位,不会出现累积凸起。
22.其二、现行3d打印机,无法打印模仿出可拉伸50-800%的弹性花式纱线。这是因为:氨纶等弹性丝能够拉伸8倍左右,其生产工艺是以聚醚二醇ptmg与二异氰酸酯mdi为主原
料,先熔融加聚形成预聚体,使预聚物经溶剂dmac混合溶解后,再加入二胺进行扩链增长反应,形成嵌段共聚物溶液,再经混合、过滤、脱泡等工序,制成性能均匀一致的纺丝原液,然后用计量泵定量、均匀地压人纺丝头。在压力的作用下,纺丝液从喷丝板毛细孔中被挤出形成丝条细流,并进入甬道。甬道中充有热氮气,使丝条细流中的溶剂迅速挥发,并被空气带走,丝条浓度不断提高直至凝固,与此同时丝条细流被反复拉伸变细(就像做兰州拉面一样需要反复牵拉),最后经空气假捻、上油后卷绕形成。现行3d打印机无法打印模仿这么复杂的弹性花式纱线制造工艺,所以无法打印伪造。换言之,用3d打印机打印伪造的假冒弹性花式纱线,未经过反复牵拉,不具有很强的弹性,不能拉伸,就像压面机压出的面条一样,不如拉面面条劲道。
23.其三、方便消费者用手从窗口处拨动防伪线,以检验防伪线的真实性,排除印刷墨迹仿造的假冒防伪线。
附图说明
24.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其它的附图。
25.图1为设有纵向防伪线的(薄型)卷装印刷物局部累积凸起的一段截面结构示意图。
26.图2为本技术(实施例一)中的一种横向防伪线复合系统单元示意图。
27.图3为本技术(实施例二)中的一段卷装印刷物截面结构示意图。
28.图4为(实施例三)卷装印刷物示意图。
29.图5为本技术(实施例四)中的一种开设有窗口的卷装印刷物示意图。
30.图6为5中a-b位置的截面结构示意图。
31.图7为本技术(实施例三)中的一种横向防伪线印刷系统单元示意图。
32.附图标号说明:1-放卷单元、2-收卷单元、3-间歇单元、4-纬线引送单元、5-压紧单元、6-电脑控制单元、7-卷料、8-电眼、9-卷装印刷物、10-累积凸起、11-横向防伪线、12-光标、13-纵向(俗称走纸方向)、14-窗口、15-面层、16-底层、17-卷装印刷物厚度。
具体实施方式
33.实施例一。
34.如图2所示,采用现行薄膜复合机(或覆膜机)的电脑控制(系统)单元6、放卷单元1、收卷单元2以及压辊等压紧单元5来改建横向防伪线复合系统。
35.在现行薄膜复合机(或覆膜机)上增加一个间歇(机构)单元3和纬线引送单元4以及电眼8。这里的纬线引送单元4,可采用织布机上的现行纬线引送系统,并用电脑控制(系统)单元6控制纬线引送单元4、依据电眼8读到的光标12信号,同步(即适时)施放横向(即与走纸方向垂直)防伪线11到pet底层16上的指定区间,以保证前后(即走纸方向)位置误差≤
±
0.5mm。换言之,指定区间的宽度可以设为(2
×
0.5mm)1mm、长度可等于薄膜卷料的宽度。
36.所述的间歇(机构)单元3,是印刷机、平压平卷筒模切机的常用机构,技术成熟,这
里无需赘述。
37.本技术首创性地将纺织行业的织布机上的常用的现行纬线引送系统、引入于印刷行业的复合(机)系统(或覆膜机)上,用以给卷装印刷物9加设横向防伪线11,从而巧妙地制成了横向防伪线复合系统,创造性地消除了累积凸起10。由于纬线引送系统是织布机上必用的成熟系统,也即因为梭子输送纬线的技术成熟,所以可以单独向织布机厂商购买配置,例如:中国专利文献一种梭织织造扁平布的纬纱机构(cn209975049u)、一种双纬布供纬纱机构(cn208604278u)、纬纱供给机构(cn203065727u)、一种喷气式织机的纬纱输送系统(cn103572475b)、纬纱输送控线装置(cn 201120550560)等所述的纬线引送机构。因此,这里无需赘述。
38.实施例二。
39.如图7所示,采用现行薄膜印刷机(例如机组式凹印机或柔印机)的电脑控制(系统)单元6、放卷单元1、收卷单元2以及压辊等压紧单元5来改建横向防伪线印刷系统。
40.在现行薄膜印刷机(例如机组式凹印机或柔印机)上增加一个间歇(机构)单元3和纬线引送单元4以及电眼8。这里的纬线引送单元4,可采用现行织布机的纬线引送系统,并用电脑控制(系统)单元6控制纬线引送单元4、依据电眼8读到的光标12信号,同步(即适时)施放横向防伪线11到薄膜上的指定区间。
41.所述的间歇(机构)单元3,是印刷机的常用机构,技术成熟,这里无需赘述。
42.本技术首创性地将纺织行业的织布机上的常用的纬线引送系统、引入印刷行业的印刷机上,用以给卷装印刷物9加设横向防伪线11,从而巧妙地制成了横向防伪线印刷系统,创造性地消除了累积凸起10。由于纬线引送系统是织布机上必用的系统,也即梭子输送纬线的技术成熟,因此,可以单独向织布机厂商购买配置,例如中国专利文献一种梭织织造扁平布的纬纱机构(cn209975049u)、纬纱供给机构(cn203065727u)、一种双纬布供纬纱机构(cn208604278u)、一种喷气式织机的纬纱输送系统(cn103572475b)、纬纱输送控线装置(cn 201120550560)等所述的纬线引送机构。因此,这里无需赘述。
43.实施例三。
44.如图3、图4所示,选用20d氨纶丝和30d的红色涤纶丝制作的包覆纱,俗称2030涤氨包覆纱(属于花式纱线),它具有50-800%可拉伸性,厚度约为35μm。
45.选用25μm厚的pet作为底层16,在其上印刷上预设的图文和5mm
×
5mm的黑色墨块作为光标12,选用15μm厚的透明亚光pe膜作为面层15,将2030涤氨包覆纱等横向防伪线11,用上两例所述的横向防伪线复合/印刷(机)系统贴合到指定区间并收卷。
46.可取的是,横向防伪线11既可以贴合到卷料正面,也可以贴合到卷料背面,还可以贴合到两卷料之间的夹层里。
47.可取的是,2030涤氨包覆纱(也即花式纱线)被压成扁平纹理串(例如图4中的局部放大图所示),扁平纹理串的特征信息被拍摄采集下来、用作纹理信息档案、存储在接入互联网的防伪查验系统数据库中,以供公众查验真伪。最好采用本发明人的另一发明“无码防伪方法(cn103810603b)”进行纹理信息档案和查验。
48.这样就制成了一种卷装印刷物9。虽然横向防伪线11的厚度具有35μm,横向防伪线11的厚度与卷装印刷物厚度17之比35/50
×
100%≥70%,但是,因为收卷直径逐渐递增,所以如图6所示,横向防伪线11将会逐渐错位,不会出现累积凸起。换言之,虽然横向防伪线11的
厚度与卷装印刷物厚度17比较接近,但是,因为收卷直径逐渐递增,所以横向防伪线11将会逐渐错位,不会出现累积凸起10。
49.实施例四。
50.如图5所示,在上例所制成的不干胶封箱胶带、热收缩套筒标签等卷装印刷物9上,于指定区间开设(例如用激光模切机模切出)10mm直径的圆形窗口14,使横向防伪线11经过窗口14。这样一来,就可方便消费者用手从窗口14内拨动横向防伪线11,以检验横向防伪线11的真实性,排除印刷墨迹仿造的假冒防伪线。
51.值得一提的是,消费者可用手拨动窗口14内处于自由状态的一段线,甚至可轻轻拉扯其线段,体验其是否可伸长50-800%,从而达到手动检验真假横向防伪线11的目的。
52.以上对本技术所提供的技术方案进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术及其核心思想。应当指出,本技术中所述的防伪线,还可兼具拆封拉线功能,换言之,具有横向施放的拆封拉线的卷装印刷物,等同于本技术的技术方案,也属于本技术的权利保护范围。对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1