一种可旋转的输送机的制作方法
1.本实用新型涉及窗,具体涉及一种可旋转的输送机。
背景技术:
2.为了提升铝合金窗的生产效率,需要采用铝合金窗生产线来生产铝合金窗,而对于尺寸较大且型材和零部件较多的大型铝合金窗来说,需要设置的工序就较多,也就是说需要更长的铝合金窗生产线,如果将铝合金窗生产线布置成一条直线的话,对于厂房的长度要求较高,普通的厂房难以满足需求,生产大型铝合金窗的铝合金窗生产线存在布置难度大的问题,因此现有的铝合金窗生产线还具有改进空间。
技术实现要素:
3.本实用新型的目的是提出一种可旋转的输送机,有利于降低铝合金窗生产线的布置难度。
4.本实用新型所述的一种可旋转的输送机,包括下架体、上架体、驱动电机、传动机构、开关、开关触发件和复位弹簧,所述上架体以能够水平转动的方式连接在所述下架体的上侧,所述驱动电机安装在所述下架体上,所述驱动电机的输出端通过所述传动机构与所述上架体连接,所述驱动电机用于驱动所述上架体水平转动,所述上架体的顶部设置有沿前后方向布置的传送带组件,所述开关安装在所述上架体的后部,所述开关用于控制所述驱动电机的启停,所述开关触发件可转动的连接在所述上架体的后部,所述开关触发件的转动轴线沿左右方向延伸,所述开关触发件上设置有用于与待加工件接触的致动板,所述开关触发件能够绕所述转动轴线在第一位置和第二位置之间转动;当所述开关触发件位于第一位置时,所述致动板从前至后向上倾斜设置,所述致动板朝后上方伸出于所述传送带组件,所述开关触发件位于所述开关的触发范围之外;当所述开关触发件位于第二位置时,所述致动板的上表面与所述传送带组件的上表面平齐,所述开关触发件触发所述开关;所述复位弹簧用于为所述开关触发件从第二位置转动至第一位置提供弹簧力。
5.可选的,所述上架体的顶部的左部和右部各设置有一个所述传送带组件,所述开关触发件设置在两个所述传送带之间。
6.可选的,所述开关触发件包括中心轴线沿左右方向延伸的横轴、固定连接在横轴上的轴套以及固定连接在所述轴套上的所述致动板,所述横轴与所述上架体铰接,所述复位弹簧设置在所述横轴和所述上架体之间。
7.可选的,所述轴套上固定连接有向下延伸的触发板,所述触发板用于触发所述开关。
8.可选的,所述上架体上设置有向下延伸的转轴,所述下架体上设置有与所述转轴配合的套筒,所述上架体能够绕所述转轴的中心轴线转动。
9.可选的,所述传动机构包括与所述上架体连接的蜗轮以及与所述驱动电机的输出端连接段额蜗杆,所述蜗杆与所述蜗轮相啮合。
10.可选的,所述开关为感应开关。
11.本实用新型能够在生产线的转角处转运待加工铝合金窗,从而可以将铝合金窗生产线布置成折线形,降低了铝合金窗生产线对布置场地的要求,降低了铝合金窗生产线的布置难度。
附图说明
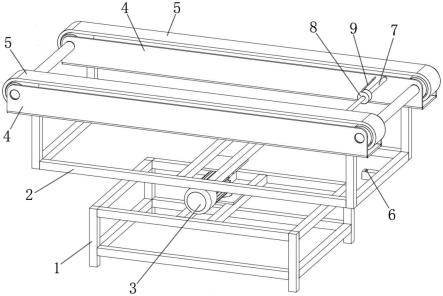
12.图1为具体实施方式中所述的可旋转的输送机的结构示意图;
13.图2为具体实施方式中所述的可旋转的输送机的局部剖视图。
14.图中:1—下架体;2—上架体;3—驱动电机;4—传送带支架;5—传送带组件;6—感应开关;7—横轴;8—轴套;9—致动板;10—套筒;11—转轴;12—蜗轮;13—蜗杆。
具体实施方式
15.下面结合附图对本实用新型作进一步说明。
16.如图1所示的一种可旋转的输送机,包括下架体1、上架体2、驱动电机3、传动机构、开关、开关触发件和复位弹簧,上架体2以能够水平转动的方式连接在下架体1的上侧,驱动电机3安装在下架体1上,驱动电机3的输出端通过传动机构与上架体2连接,驱动电机3用于驱动上架体2水平转动,上架体2的顶部设置有沿前后方向布置的传送带组件5,开关安装在上架体2的后部,开关用于控制驱动电机3的启停,开关触发件可转动的连接在上架体2的后部,开关触发件的转动轴线沿左右方向延伸,开关触发件上设置有用于与待加工件接触的致动板9,开关触发件能够绕转动轴线在第一位置和第二位置之间转动;当开关触发件位于第一位置时,致动板9从前至后向上倾斜设置,致动板9朝后上方伸出于传送带组件5,开关触发件位于开关的触发范围之外;当开关触发件位于第二位置时,致动板9的上表面与传送带组件5的上表面平齐,开关触发件触发开关;复位弹簧用于为开关触发件从第二位置转动至第一位置提供弹簧力,开关触发件脱离待加工件后,复位弹簧驱动开关触发件从第二位置转动至第一位置。
17.采用上述的方案,当上游的输送机将待加工件输送至传送带组件5上后,传送带组件5开始输送待动待加工件,当传送带组件5将待加工件输送至预设位置时,待加工件5向后推动致动板9,从而驱动开关触发件转动,直至开关触发件触发开关,驱动电机3启动并驱动上架体2转动,通过转动上架体2能够使得传送带组件5与下游的输送机对齐,从而能够将待加工件输送至下游的输送机上,该可旋转的输送机能够生产线的转角处转运待加工件,从而可以将铝合金窗生产线布置成折线形,降低了铝合金窗生产线对布置场地的要求,降低了铝合金窗生产线的布置难度,通过合理设置致动板9,能够利用待加工件的移动来触发上架体2转动,通过将致动板9设置成长条形板,能够保证致动板9和待加工件的接触时间,保证能够顺利的触发开关,使得可旋转的输送机的稳定的运行。
18.作为一种优选,待加工件为待加工铝合金窗。
19.在一些实施例中,上架体2的顶部的左部和右部各设置有一个传送带组件5,开关触发件设置在两个传送带之间。设置两个传送带组件5,能够对待加工件形成稳固的支撑,便于布置开关触发件。
20.在一些实施例中,开关触发件包括中心轴线沿左右方向延伸的横轴7、固定连接在
横轴7上的轴套8以及固定连接在轴套8上的致动板9,横轴7的两端均与上架体2铰接,复位弹簧设置在横轴7和上架体2之间。具体实施时,复位弹簧为套装在横轴7上的扭簧,扭簧的两个扭簧臂分别抵在横轴7上和上架体2上。
21.在一些实施例中,轴套8上固定连接有向下延伸的触发板,触发板用于触发开关,设置触发板能够降低开关的布置难度。在具体实施时,也可以利用致动板9来触发开关。
22.在一些实施例中,如图2所示,上架体2上设置有向下延伸的转轴11,转轴11的下端支撑在下架体1上,下架体1上设置有与转轴11配合的套筒10,上架体2能够绕转轴11的中心轴线转动。上架体2通过转轴11和套筒10实现以能够水平转动的方式连接在下架体1的上侧。
23.在一些实施例中,如图2所示,传动机构包括与上架体2连接的蜗轮12以及与驱动电机3的输出端连接段的蜗杆13,蜗杆13与蜗轮12相啮合。在具体实施时,蜗轮12可以通过键连接的方式套装在转轴11上,蜗杆13可以通过轴套8与驱动电机3的输出轴连接。通过传动机构能够将驱动电机3的旋转传递至上架体2,从而驱动上架体2旋转。
24.在一些实施例中,开关为感应开关6。开关可以选用物理开关,也可以选用感应开关6,在具体实施时,感应开关6可以选用3f1-ds10c1光电开关。在具体实施时,驱动电机3可以选用86hs45步进电机,电机控制器可以选用ezm872驱动器,电机控制器与工厂电源连接,电机控制器与驱动电机3通过导线连接,实现对驱动电机3的供电,感应开关6的信号输出端通过信号线与电机控制器的信号输入端连接,利用感应开关6的脉冲信号来控制驱动电机3的启停。
25.在具体实施时,传送带组件5包括传送带电机、两个带轮、传送带和传送带支架4,传送带电机通过螺栓固定连接在上架体2上,传送带支架4固定连接在上架体2的顶部,两个带轮可旋转的连接在的传送带支架4上,传送带电机的输出轴通过带传动机构或者链条传动机构与一个带轮连接,传送带套装在两个带轮上,通过传送带电机的转动来驱动带轮转动,进而带动传送带运转。在具体实施时,传送带电机可以选用86hs45步进电机,电机控制器可以选用ezm872驱动器,电机控制器与工厂电源连接,电机控制器与传送带电机通过导线连接,实现对传送带电机的供电。
26.本实用新型解决了降低了铝合金窗生产线的布置难度,解决了传统流水线转角不能多角度传送物料造成的物料流转效率低、车间场地利用效率低、企业成本高的问题,通过合理设置可旋转的输送机的结构,增加了转角输送架的自动化及灵活性,满足更复杂的输送需求,提高了物料流转效率和车间场地利用效率,降低了企业成本。
27.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1