一种钢带自动化打包装置的制作方法
1.本实用新型涉及钢带加工技术领域,具体为一种钢带自动化打包装置。
背景技术:
2.钢带(steel-belt)是指以碳钢制成的输送带作为带式输送机的牵引和运载构件,也可用于捆扎货物。在钢带加工时,需要用到打包装置对其进行收卷打包。
3.如申请号:cn202010678965.1,本发明涉及一种钢带成型装置及钢带打包设备。该钢带成型装置,作用于钢带,钢带具有第一端及相对第一端的第二端,钢带成型装置包括分别位于电堆在第一方向上两侧的穿钢带机构及仿形机构;穿钢带机构用于将钢带的第一端导向至电堆朝向仿形机构的一侧,从而在仿形机构的作用下向与第一方向相垂直的第二方向折弯,且穿钢带机构还用于将钢带的第二端向所述第二方向折弯。如此,利用钢带成型装置的导向作用实现穿钢带,使得钢带的第一端和第二端分别位于电堆在第一方向上的两侧,并将钢带的第一端和第二端向第二方向折弯,使得两个拉钢带装置分别抓取钢带的第一端和第二端并同时拉紧钢带,整个过程无需人工参与,自动化程度高,有利于提高生产效率。
4.类似于上述申请的及钢带打包设备目前还存在以下几点不足:
5.现有的钢带打包设备在钢带打包的过程中,不便于对钢带进行灵活调直,会影响打包后的成品质量。
6.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种钢带自动化打包装置,以期达到更具有更加实用价值性的目的。
技术实现要素:
7.本实用新型的目的在于提供一种钢带自动化打包装置,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:一种钢带自动化打包装置,包括工作台和收卷打包组件,所述工作台的外侧固定有外框,且外框的上方固定有顶板,所述收卷打包组件安装于工作台的上方一侧,且收卷打包组件包括安装框、旋转轴和收卷辊,所述安装框的内部通过旋转轴转动安装有收卷辊,所述顶板的下侧由右至左依次安装有限位组件、调直组件和纠偏组件,所述调直组件包括液压伸缩杆、上板、下板、调直框、活动轴和调直辊,且液压伸缩杆的下侧固定有上板,所述外框的中部一侧固定有下板,所述上板、下板靠近钢带的一侧均安装有调直框,且调直框的内部通过活动轴转动安装有调直辊。
9.进一步的,所述限位组件包括电动伸缩杆、固定框和限位辊,所述电动伸缩杆的下方固定有固定框,且固定框的内部转动安装有限位辊,并且限位辊与收卷辊之间相互平行。
10.进一步的,所述调直框、活动轴和调直辊设置有上下两组,且调直辊每组均等距离平行分布有三个,并且调直辊的侧面与钢带的外侧面相贴合。
11.进一步的,所述纠偏组件包括限位框、微型伸缩杆和纠偏侧板,所述限位框的内部
前后两侧均安装有微型伸缩杆,且微型伸缩杆的一端固定有纠偏侧板,并且纠偏侧板呈“u”形状结构。
12.进一步的,所述限位框的外部一侧安装有除尘刷,且除尘刷设置有上下两组。
13.进一步的,所述收卷打包组件的外侧一侧安装有胶带组件,且胶带组件包括胶带辊、侧转轴和固定胶带,所述胶带辊的一端通过侧转轴与外框转动连接,且胶带辊的外侧设置有固定胶带。
14.进一步的,所述外框的内部一侧安装有贴胶带组件,且贴胶带组件包括第一伸缩杆、伸缩板、第二伸缩杆、贴覆辊和切刀,所述第一伸缩杆的一端固定有伸缩板,且伸缩板的中部安装有第二伸缩杆,所述第二伸缩杆的一端内侧转动安装有贴覆辊,所述伸缩板的两侧均固定有切刀。
15.本实用新型提供了一种钢带自动化打包装置,具备以下有益效果:该钢带自动化打包装置,能够对钢带进行除尘清理、调直并收卷打包,并且可以在收卷打包后于钢带头位置自动贴覆胶带,无需人工参与,自动化程度较高。
16.1、本实用新型设置有收卷打包组件,收卷辊一侧的旋转轴通过马达驱动,使得安装框内部的收卷辊能够在旋转轴的作用下旋转对钢带进行收卷打包,通过电动伸缩杆便于带动固定框和限位辊的升降,使得限位辊能够位于收卷辊的上侧对收卷辊外侧卷绕的钢带进行限位,从而使得钢带卷绕过程中始终紧贴收卷辊。
17.2、本实用新型设置有调直组件,通过液压伸缩杆便于升降调整上板的位置高度,进而便于调整上侧一组调直辊的高度,使其能够与钢带的外侧面相贴合,适用于不同厚度的钢带,上下两组调直辊能够同时对中部的钢带进行调直,避免钢带出现凹凸不平的情况,并且调直辊能够通过活动轴与调直框进行转动,不影响钢带的收卷打包。
18.3、本实用新型设置有纠偏组件和除尘刷,通过微型伸缩杆便于伸缩调整纠偏侧板的位置,使得两个纠偏侧板位于钢带的前后两侧,适用于不同宽度的钢带,以便于对钢带进行限位纠偏,限位框外部一侧的除尘刷能够对钢带的上下两侧面进行除尘清理。
19.4、本实用新型设置有贴胶带组件,胶带辊一侧的侧转轴通过马达驱动,使得两个胶带辊能够同时旋转对固定胶带进行放卷,通过第一伸缩杆便于伸缩调整伸缩板的位置,以便于调整切刀的位置,使得切刀能够对固定胶带进行切断,通过第二伸缩杆便于伸缩调整贴覆辊的位置,使得贴覆辊能够将固定胶带送至收卷辊外部卷绕的钢带卷位置,并使得固定胶带贴覆辊在钢带卷上,实现钢带的收卷打包,避免收卷完成后钢带头一侧松动。
附图说明
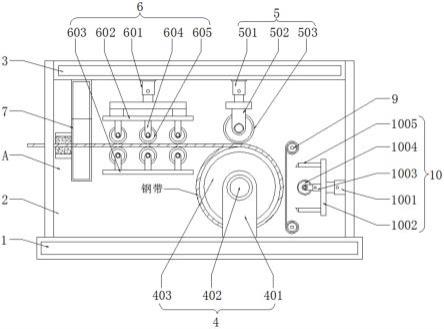
20.图1为本实用新型一种钢带自动化打包装置的正视内部结构示意图;
21.图2为本实用新型一种钢带自动化打包装置的纠偏组件俯视结构示意图;
22.图3为本实用新型一种钢带自动化打包装置的胶带组件立体结构示意图。
23.图中:1、工作台;2、外框;3、顶板;4、收卷打包组件;401、安装框;402、旋转轴;403、收卷辊;5、限位组件;501、电动伸缩杆;502、固定框;503、限位辊;6、调直组件;601、液压伸缩杆;602、上板;603、下板;604、调直框;605、活动轴;606、调直辊;7、纠偏组件;701、限位框;702、微型伸缩杆;703、纠偏侧板;8、除尘刷;9、胶带组件;901、胶带辊;902、侧转轴;903、固定胶带;10、贴胶带组件;1001、第一伸缩杆;1002、伸缩板;1003、第二伸缩杆;1004、贴覆
辊;1005、切刀。
具体实施方式
24.如图1-3所示,一种钢带自动化打包装置,包括工作台1和收卷打包组件4,工作台1的外侧固定有外框2,且外框2的上方固定有顶板3,收卷打包组件4安装于工作台1的上方一侧,且收卷打包组件4包括安装框401、旋转轴402和收卷辊403,安装框401的内部通过旋转轴402转动安装有收卷辊403,顶板3的下侧由右至左依次安装有限位组件5、调直组件6和纠偏组件7,调直组件6包括液压伸缩杆601、上板602、下板603、调直框604、活动轴605和调直辊606,且液压伸缩杆601的下侧固定有上板602,外框2的中部一侧固定有下板603,上板602、下板603靠近钢带的一侧均安装有调直框604,且调直框604的内部通过活动轴605转动安装有调直辊606;
25.具体操作如下,收卷辊403一侧的旋转轴402通过马达驱动,使得安装框401内部的收卷辊403能够在旋转轴402的作用下旋转对钢带进行收卷打包。
26.如图1所示,限位组件5包括电动伸缩杆501、固定框502和限位辊503,电动伸缩杆501的下方固定有固定框502,且固定框502的内部转动安装有限位辊503,并且限位辊503与收卷辊403之间相互平行;
27.具体操作如下,通过电动伸缩杆501便于带动固定框502和限位辊503的升降,使得限位辊503能够位于收卷辊403的上侧对收卷辊403外侧卷绕的钢带进行限位,从而使得钢带卷绕过程中始终紧贴收卷辊403。
28.如图1所示,调直框604、活动轴605和调直辊606设置有上下两组,且调直辊606每组均等距离平行分布有三个,并且调直辊606的侧面与钢带的外侧面相贴合;
29.通过液压伸缩杆601便于升降调整上板602的位置高度,进而便于调整上侧一组调直辊606的高度,使其能够与钢带的外侧面相贴合,适用于不同厚度的钢带,上下两组调直辊606能够同时对中部的钢带进行调直,避免钢带出现凹凸不平的情况,并且调直辊606能够通过活动轴605与调直框604进行转动,不影响钢带的收卷打包。
30.如图2所示,纠偏组件7包括限位框701、微型伸缩杆702和纠偏侧板703,限位框701的内部前后两侧均安装有微型伸缩杆702,且微型伸缩杆702的一端固定有纠偏侧板703,并且纠偏侧板703呈“u”形状结构;限位框701的外部一侧安装有除尘刷8,且除尘刷8设置有上下两组;
31.具体操作如下,通过微型伸缩杆702便于伸缩调整纠偏侧板703的位置,使得两个纠偏侧板703位于钢带的前后两侧,适用于不同宽度的钢带,以便于对钢带进行限位纠偏,限位框701外部一侧的除尘刷8能够对钢带的上下两侧面进行除尘清理。
32.如图3所示,收卷打包组件4的外侧一侧安装有胶带组件9,且胶带组件9包括胶带辊901、侧转轴902和固定胶带903,胶带辊901的一端通过侧转轴902与外框2转动连接,且胶带辊901的外侧设置有固定胶带903;
33.具体操作如下,胶带辊901一侧的侧转轴902通过马达驱动,使得两个胶带辊901能够同时旋转对固定胶带903进行放卷。
34.如图1-所示,外框2的内部一侧安装有贴胶带组件10,且贴胶带组件10包括第一伸缩杆1001、伸缩板1002、第二伸缩杆1003、贴覆辊1004和切刀1005,第一伸缩杆1001的一端
固定有伸缩板1002,且伸缩板1002的中部安装有第二伸缩杆1003,第二伸缩杆1003的一端内侧转动安装有贴覆辊1004,伸缩板1002的两侧均固定有切刀1005;
35.具体操作如下,通过第一伸缩杆1001便于伸缩调整伸缩板1002的位置,以便于调整切刀1005的位置,使得切刀1005能够对固定胶带903进行切断,通过第二伸缩杆1003便于伸缩调整贴覆辊1004的位置,使得贴覆辊1004能够将固定胶带903送至收卷辊403外部卷绕的钢带卷位置,并使得固定胶带903贴覆辊1004在钢带卷上,实现钢带的收卷打包,避免收卷完成后钢带头一侧松动。
36.综上,如图1-3所示,该钢带自动化打包装置,使用时,首先可以通过微型伸缩杆702伸缩调整纠偏侧板703的位置,使得两个纠偏侧板703位于钢带的前后两侧对钢带进行限位纠偏,然后收卷打包过程中,除尘刷8能够对钢带的上下两侧面进行除尘清理;
37.然后可以通过液压伸缩杆601便降调整上板602的位置高度,进而调整上侧一组调直辊606的高度,使其能够与钢带的外侧面相贴合,使得上下两组调直辊606能够同时对中部的钢带进行调直,避免钢带出现凹凸不平的情况,然后再通过马达驱动旋转轴402,使得安装框401内部的收卷辊403能够在旋转轴402的作用下旋转对钢带进行收卷打包,此时并且调直辊606能够通过活动轴605与调直框604进行转动,不影响钢带的收卷打包,在这一过程中,还可以通过电动伸缩杆501带动固定框502和限位辊503的升降,使得限位辊503能够位于收卷辊403的上侧对收卷辊403外侧卷绕的钢带进行限位,从而使得钢带卷绕过程中始终紧贴收卷辊403;
38.钢带收卷完成后,可以通过马达驱动胶带辊901一侧的侧转轴902,使得两个胶带辊901能够同时旋转对固定胶带903进行放卷,然后再通过第一伸缩杆1001伸缩调整伸缩板1002的位置,以调整切刀1005的位置使得切刀1005能够对固定胶带903进行切断,再通过第二伸缩杆1003伸缩调整贴覆辊1004的位置,使得贴覆辊1004能够将固定胶带903送至收卷辊403外部卷绕的钢带卷位置,并使得固定胶带903贴覆辊1004在钢带卷上,实现钢带的收卷打包,避免收卷完成后钢带头一侧松动,就这样完成了该钢带自动化打包装置的使用过程。
39.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1