一种板材自动送料装置的制作方法
1.本技术涉及板材加工的领域,尤其是涉及一种板材自动送料装置。
背景技术:
2.在加工防盗门或木门时,通常需要对不同的板材进行加工,而在这些板材的运输过程中,需要使用自动送料装置对板材进行运输,将他们运送到下一道流水线处,以便于后续对这些板材的加工。
3.相关技术中,由于各个输送辊在电机驱动下的传动效率不同,容易使板材在自动送料装置的运输过程中发生偏移,而偏移它通常会导致板材从送料装置上掉落,或导致板材撞击到送料装置的侧壁,上述两种情况均可能会使板材发生不同程度的损坏,从而加大生产成本,存在待改进之处。
技术实现要素:
4.为了使板材在运输过程中不会发生损坏,本技术提供一种板材自动送料装置。
5.本技术提供的一种板材自动送料装置采用如下的技术方案:
6.一种板材自动送料装置,包括机架,所述机架上沿板材的送料方向等距排布有多个输送辊,所有所述输送辊的轴线均平行并垂直于板材的送料方向,所述输送辊的驱动源为电机,且所述机架位于板材送料方向的两侧均设置有辅助输送组件,所述辅助输送组件包括输送架,两个所述输送架沿相互靠近或远离的方向滑移可调节设置在机架上,两个所述输送架相对的一侧均沿板材的送料方向间隔设置有多个输送轮,任一所述输送轮的转动轴线均垂直于板材的送料方向和输送辊的轴线。
7.通过采用上述技术方案,输送架和输送轮的设置能够让板材在运输过程中时刻与输送轮抵接,在不与输送架碰撞的前提下,带动输送轮发生滚动,对待运输板材起到了导向作用,同时能够防止待运输板材在该装置的送料过程中与机架发生碰撞从而发生损坏的情况,提高了运输效率,降低了生产成本。
8.优选的,位于同一输送架上的所有所述输送轮外侧均罩设有输送带,所述输送带与待转运板材抵接。
9.通过采用上述技术方案,输送带的设置能防止待运输板材在输送轮上移动时,在两个相邻输送轮的间隙处出现偏移,从而使得待转运板材的边角处直接撞击输送轮,导致板材损坏的情况发生,从而进一步降低了板材受损的概率。
10.优选的,所述输送架位于机架远离输送带的一侧设置有多个推动气缸,任一推动气缸活塞杆的伸缩方向均与输送辊的轴线平行,且任一推动气缸的活塞杆均与对应的输送架固定连接。
11.通过采用上述技术方案,推动气缸的设置具体实现了两个输送架的滑移方式,通过推动气缸活塞杆的伸缩,能够改变两个输送架之间的间距,从而达到适配不同规格板材的目的,提高了该装置的多工况适用性。
12.优选的,所述输送架背离推动气缸的一侧升降设置有限位板,所述限位板的升降方向平行于输送轮的转动轴线。
13.通过采用上述技术方案,限位板的设置能对板材的上方进行保护,防止在运输过程中由于板材侧面与输送带的抵接力过大,使板材在运输过程中跳起的情况发生,进一步提高了该装置在运输过程中的稳定性。
14.优选的,所述限位板靠近输送轮的一侧固定设置有调节杆,调节杆与输送架远离推动气缸的一侧插接,且所述调节杆上开设有腰型孔,所述输送架外侧设置有螺栓和螺母,所述螺栓穿过输送架和腰型孔并与螺母螺纹连接。
15.通过采用上述技术方案,具体实现了限位板的升降方式,限位板的升降行程为腰型孔的长度,能够对待运输板材进行自适应的升降,提高了对不同规格板材的运输效果。
16.优选的,所述限位板靠近输送辊的一侧均粘贴设置有氟塑料板。
17.通过采用上述技术方案,氟塑料板的设置能够降低限位板与待运输板材接触时的摩擦力,降低磨损,从而提高待运输板材的表面质量。
18.优选的,所述限位板位于板材送料方向的两端均成型有倒角。
19.通过采用上述技术方案,倒角的设置能够进一步让限位板对不同厚度的待运输板材进行自适应升降,防止待运输板材由于过厚而与限位板发生撞击出现损坏,从而进一步提高了该装置的多工况适用性。
20.优选的,所述输送辊上成型有防滑纹。
21.通过采用上述技术方案,防滑纹能够提高运输过程中的稳定性,防止输送辊空转的情况发生。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.利用设置在机架两侧的输送架和输送轮,能够让板材在运输过程中时刻与输送轮抵接,一方面起到了导向作用,另一方面能够防止待运输板材在该装置的送料过程中与机架发生碰撞从而发生损坏的情况,有利于提高运输效率,降低生产成本;
24.2.借助输送带的设置,能够防止板材在两个相邻的输送轮的间隙处出现偏移,从而使板材撞击输送轮而损坏的情况发生,进一步降低了板材受损的概率;
25.3.通过升降设置的限位板和氟塑料板的设置,能够根据不同厚度的板材进行自适应升降,同时有利于降低板材与限位板之间的摩擦,减少磨损。
附图说明
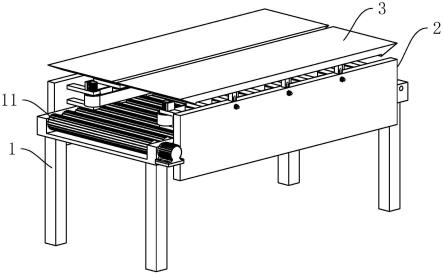
26.图1为本技术实施例主要体现一种板材自动送料装置整体结构的轴测示意图;
27.图2为本技术实施例主要体现限位板处结构的爆炸示意图,图中已隐去其中一个限位板。
28.附图标记:1、机架;11、输送辊;2、辅助输送组件;21、输送架;22、输送轮;23、输送带;3、限位板;31、调节杆;311、腰型孔;32、氟塑料板。
具体实施方式
29.以下结合附图1-2对本技术作进一步详细说明。
30.本技术实施例公开一种板材自动送料装置。
31.参照图1和图2,一种板材自动送料装置包括机架1,机架1上沿其长度方向在同一平面内等距排布有多个输送辊11,任一输送辊11上均成型有防滑纹,输送辊11的驱动源为电机,机架1位于输送辊11转动方向的两侧均设置有辅助输送组件2,辅助输送组件2包括输送架21,两个输送架21沿相互靠近或远离的方向滑移可调节设置在机架1上,任一输送架21靠近另一个输送架21的一侧沿其长度方向间隔设置有多个输送轮22,任一输送轮22的转动轴线均垂直于输送辊11所在的平面,当待运输板材置于机架1上时,会在输送辊11的转动下向输送方向的下游移动,此时输送轮22会与待运输板材抵接,起到对板材的导向作用,同时也能够起到防护作用,防止板材在送料过程中发生偏移而与机架1发生碰撞,降低了生产成本,提高了运输效率。
32.参照图1和图2,由于两个辅助输送组件2在机架1上的安装方式及二者的结构均相同,现以其中一个辅助输送组件2为例进行阐述:在本实施例中,输送架21上输送轮22设置有八个,且八个输送轮22外侧包覆有同一个输送带23,输送带23与待转运板材抵接,能够防止板材移动时,在输送轮22间隙位置出现偏移,从而使待转运板材的尖角直接撞击输送轮22,从而使尖角处损坏的情况发生,提高了对板材的保护效果;同时,输送架21位于机架1远离输送带23的一侧设置有两个推动气缸,两个推动气缸活塞杆的伸缩方向平行于输送辊11的轴线,且两个推动气缸分设与机架1位于输送架21长度方向的两端并与输送架21固定了连接,以便于通过推动气缸活塞杆的伸缩改变两个输送架21之间的间距,从而能够适配不同宽度的板材,提高了该送料装置的多工况适用性。
33.参照图1和图2,输送架21背离推动气缸的一侧升降设置有限位板3,限位板3位于板材送料方向的两端均成型有倒角,能够配合升降的限位板3对应不同厚度的待运输板材进行升降,防止运输板材过厚而与限位板3发生撞击,导致板材损坏的情况发生,限位板3上竖直设置有调节杆31,调节杆31与输送架21形成插接配合,调节杆31上沿竖直方向开设有腰型孔311,当调节杆31插入输送架21后,使用螺栓穿过输送架21和腰型孔311后,与螺母连接,即可实现限位板3在竖直方向上的自适应升降,提高了该装置的多工况适用性,同时,限位板3靠近输送辊11的一侧斩铁设置有氟塑料板32,有利于降低限位板3与待运输板材接触时的摩擦力,降低磨损,从而提高板材的表面质量。
34.本技术实施例一种板材自动送料装置的实施原理为:当需要对板材进行运输时,先根据板材的宽度,对应调整两个输送架21之间的间隙,板材从上道流水线输送至机架1上,在输送辊11的带动下向输送方向的下游运动,随着板材在输送辊11上的移动,会将限位板3顶起,并随着限位板3进行自适应抬升,从而对带转运板材进行限位,通过输送辊11的带动,板材即可在输送带23和限位板3的限位下向下道流水线移动。
35.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1