一种储能电池模组的挤压打包工装的制作方法
1.本实用新型涉及储能电池模组打包技术领域,具体为一种储能电池模组的挤压打包工装。
背景技术:
2.目前在国家政策和市场需求的推动下,电化学储能市场发展很快,部分实力较强的锂电企业同时在开发多种使用场景的锂电池储能产品,为了适应不同的市场需求,需要开发多种规格型号的pack产品,同步开发多种规格的电池模组,试制阶段模组挤压打包工装必须能够满足多型号小批量的要求,当前许多pack工厂在模组生产过程中,模组挤压打包使用固定尺寸的专用工装,将一定数量的电芯堆叠并挤压,然后用打包带收紧,使用专用工装满足了批量生产时高效率的要求,但是当产品换型时,需要更换整套工装或对工装进行深度改造,费用高,周期长,耗费人力物力多。
技术实现要素:
3.本实用新型的目的在于提供一种储能电池模组的挤压打包工装,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种储能电池模组的挤压打包工装,包括底座板,所述底座板上设有导轨,所述导轨两侧设有一组对应的放置条,所述放置条的两侧设有一组对应的限位条,所述导轨一端设有第一固定座,所述导轨上滑动连接有活动块,所述活动块上设有第二固定座和推进杆,所述推进杆的端部连接有第一压板,所述第一固定座与第二固定座之间穿有丝杆,所述丝杆端部连接有手摇轮,所述导轨的另一端设有固定端板,所述固定端板上设有第二压板;
4.所述第一压板与第二压板的中央均开有第一长腰孔,所述第一压板与第二压板上均设有钢带支撑杆,所述钢带支撑杆通过螺栓固定于第一长腰孔内,所述钢带支撑杆两侧设有一对卡块。
5.优选的,位于所述限位条下方的底座板上开设有多个第二长腰孔,所述限位条下连接有移位块,所述移位块穿过第二长腰孔。
6.优选的,所述固定端板上设有压力传感器,所述压力传感器上设有显示屏。
7.与现有技术相比,本实用新型的有益效果是:本实用新型结构简单,设计新颖,利用合理的机械结构,巧妙发挥各要素内在潜力,该工装通过旋转丝杆上的手摇轮,推进第一压板对电池模组进行持续挤压,不受电芯大小和模组大小限制,限位块可根据模组宽度提前确定位置,防止挤压打包时电池模组在宽度方向上出现移位;
8.本工装在压板上预留了打包机操作位置,压板上开有长腰孔,可根据实际情况调整钢带支撑杆的上下位置,以适应不同高度的模组,满足了打包带打包和钢带打包两种打包形式,使适用范围更广,操作更便利。
附图说明
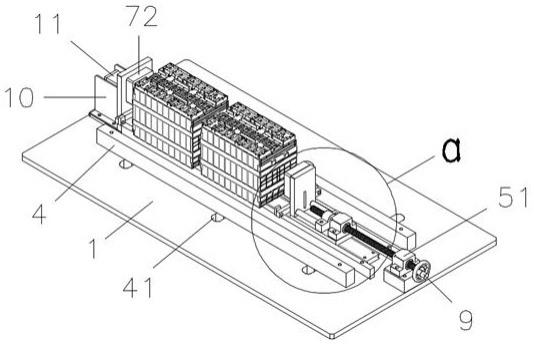
9.图1为本实用新型整体结构示意图;
10.图2为图1中a部放大图;
11.图3为本实用新型俯视图。
具体实施方式
12.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
13.请参阅图1,本实用新型提供一种技术方案:一种储能电池模组的挤压打包工装,包括底座板1,所述底座板1上设有导轨2,所述导轨2两侧设有一组对应的放置条3,电池模组即放置于所述放置条3上,所述放置条3的两侧设有一组对应的限位条4,用于防止电池模组在挤压打包过程中发生宽度方向的移位,所述导轨2一端设有第一固定座51,所述导轨2上滑动连接有活动块6,所述活动块6上设有第二固定座52和推进杆53,所述推进杆53的端部连接有第一压板71,所述第一固定座51与第二固定座52之间穿有丝杆8,所述丝杆8端部连接有手摇轮9,转动所述手摇轮9,推进杆53即可推动着第一压板71前进,所述导轨2的另一端设有固定端板10,所述固定端板10上设有第二压板72,所述第二压板72与第一压板71互相配合,挤压电池模组,完成打包;
14.所述第一压板71与第二压板72的中央均开有第一长腰孔73,所述第一压板71与第二压板72上均设有钢带支撑杆74,所述钢带支撑杆74通过螺栓固定于第一长腰孔73内,所述钢带支撑杆74两侧设有一对卡块75,在使用钢带进行电池模组打包时,所述钢带支撑杆74起到固定钢带的作用,用来调整钢带支撑杆74的上下位置,以适应不同高度的电池模组,保证钢带在电池模组外的位置保持水平。
15.本实施例中,位于所述限位条4下方的底座板1上开设有多个第二长腰孔41,所述限位条4下连接有移位块42,所述移位块42穿过第二长腰孔41,操作人员可根据电池模组的宽度,对所述限位条4的位置进行调整。
16.本实施例中,所述固定端板10上设有压力传感器11,所述压力传感器11上设有显示屏12,当压力值到达目标值时,停止旋转手摇轮9,第一压板71停止推进,避免挤压压力过大造成电池模组的损伤。
17.工作原理:首先将第一压板复位,将需要打包的电池模组放入放置条上,根据电池模组的宽度调整限位条位置,转动手摇轮,在推进杆的推动下第一压板慢慢挤压电池模组,使电池模组夹于第一压板和第二压板之间,当压力传感器上显示的压力值到达目标值时,停止旋转手摇轮,使用打包机或者钢带进行最后的打包工序,使用钢带打包时,根据电池模组的高度调整钢带支撑杆的上下位置,再将钢带套于电池模组外,完成打包。
18.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种储能电池模组的挤压打包工装,包括底座板(1),其特征在于:所述底座板(1)上设有导轨(2),所述导轨(2)两侧设有一组对应的放置条(3),所述放置条(3)的两侧设有一组对应的限位条(4),所述导轨(2)一端设有第一固定座(51),所述导轨(2)上滑动连接有活动块(6),所述活动块(6)上设有第二固定座(52)和推进杆(53),所述推进杆(53)的端部连接有第一压板(71),所述一固定座(51)与第二固定座(52)之间穿有丝杆(8),所述丝杆(8)端部连接有手摇轮(9),所述导轨(2)的另一端设有固定端板(10),所述固定端板(10)上设有第二压板(72);所述第一压板(71)与第二压板(72)的中央均开有第一长腰孔(73),所述第一压板(71)与第二压板(72)上均设有钢带支撑杆(74),所述钢带支撑杆(74)通过螺栓固定于第一长腰孔(73)内,所述钢带支撑杆(74)两侧设有一对卡块(75)。2.根据权利要求1所述的一种储能电池模组的挤压打包工装,其特征在于:位于所述限位条(4)下方的底座板(1)上开设有多个第二长腰孔(41),所述限位条(4)下连接有移位块(42),所述移位块(42)穿过第二长腰孔(41)。3.根据权利要求1所述的一种储能电池模组的挤压打包工装,其特征在于:所述固定端板(10)上设有压力传感器(11),所述压力传感器(11)上设有显示屏(12)。
技术总结
本实用新型公开了一种储能电池模组的挤压打包工装,包括底座板,所述底座板上设有导轨,所述导轨一端设有第一固定座,所述导轨上滑动连接有活动块,所述活动块上设有第二固定座和推进杆,所述推进杆的端部连接有第一压板,所述导轨的另一端设有固定端板,所述固定端板上设有第二压板,所述第一压板与第二压板的中央均开有第一长腰孔,所述第一压板与第二压板上均设有钢带支撑杆,所述钢带支撑杆通过螺栓固定于第一长腰孔内;本实用新型结构简单,设计新颖,通过旋转丝杆上的手摇轮,推进第一压板对电池模组进行持续挤压,不受电芯大小和模组大小限制,满足了打包带打包和钢带打包两种打包形式,适用范围广,操作便利。操作便利。操作便利。
技术研发人员:朱俊
受保护的技术使用者:上海电气国轩新能源科技(南通)有限公司
技术研发日:2022.08.03
技术公布日:2022/10/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1