卷圆套筒加工设备间的连线装置的制作方法
1.本实用新型属于制造设备技术领域,尤其涉及一种卷圆套筒加工设备间的连线装置。
背景技术:
2.新能源汽车底盘悬挂系统的车架轴套,是汽车用摇臂机构中不可缺少的重要部件,对轴套这类的卷圆套筒通常采用冲压设备先进行落料,然后由卷圆机进行卷圆成型。
3.料片进入卷圆机时,必须保证方向和角度,产量高的生产企业,料片的周转通过人工操作可靠性不高,容易误送料,造成机器损坏、卷圆方向错误等,引发客户端装配失败。
技术实现要素:
4.实用新型目的:本实用新型提供一种卷圆套筒加工设备间的连线装置,在冲压设备和卷圆机之间实现自动化连线生产。
5.技术方案:一种卷圆套筒加工设备间的连线装置,包括作为输送线的磁力同步带,所述磁力同步带安装在支架上,平铺的料片落于所述磁力同步带的输送平面上,从输送线首端向尾端输送,在输送方向上,输送线上先布设有防叠料机构,而后在中部和尾端分别布设有纠偏机构,尾端的所述纠偏机构上方布设有取料机构。
6.进一步的,输送线由两条所述磁力同步带并行设置构成,平铺的料片横向跨设落于两条所述磁力同步带上,两条磁力同步带并行承托料片,输送平稳。
7.进一步的,所述防叠料机构包括滴油架和滚筒刷,所述滚筒刷以其转轴水平放置,两个所述滚筒刷上下布设,分别处于输送平面上下,且两者之间的间距小于料片厚度,所述滚筒刷安装在所述滴油架上,所述滴油架安装在所述支架上,所述滴油架上的滴油嘴处于上方的所述滚筒刷之上。
8.进一步的,所述纠偏机构包括挡料块和顶升气缸,所述挡料块的截面为l形,其横底面与所述顶升气缸上端安装固定,其竖立面与输送方向垂直,所述顶升气缸带动所述挡料块上行至所述横底面的上表面到达输送平面,所述顶升气缸安装在所述支架上。
9.进一步的,在输送方向上,先于中部的所述纠偏机构处布设有触发感应器。
10.进一步的,所述取料机构包括料仓、止回弹片、机械手,所述料仓安装在所述支架上,所述料仓底面的开口正对尾端的所述纠偏机构,所述料仓的一组相对侧壁面上分别安装有横向伸缩的止回弹片,所述止回弹片下表面上具有朝向其伸出端向上倾斜的斜面,所述机械手安装在所述支架上夹取所述料仓内的料片。
11.进一步的,所述止回弹片上方设置有限位感应器,可根据所设定的在料仓内一次堆叠的料片量布设限位感应器的位置。
12.进一步的,所述磁力同步带构成输送线的外侧分别设置有护栏,所述护栏安装在所述支架上,所述护栏与所述支架之间设置有横向调节杆,根据料片大小,可改变两侧护栏之间的横向间距,限制料片在输送线上可移动的宽度空间。
13.有益效果:本实用新型的优点是:连线装置在卷圆套筒加工冲压设备和卷圆机之间输送料片,形成自动化生产,能够很好的控制料片输送的方向和角度,可实现在线监测误送状态,运行稳定可靠,取代人工操作,传送精度有效率可达100%,提高生产效率。
附图说明
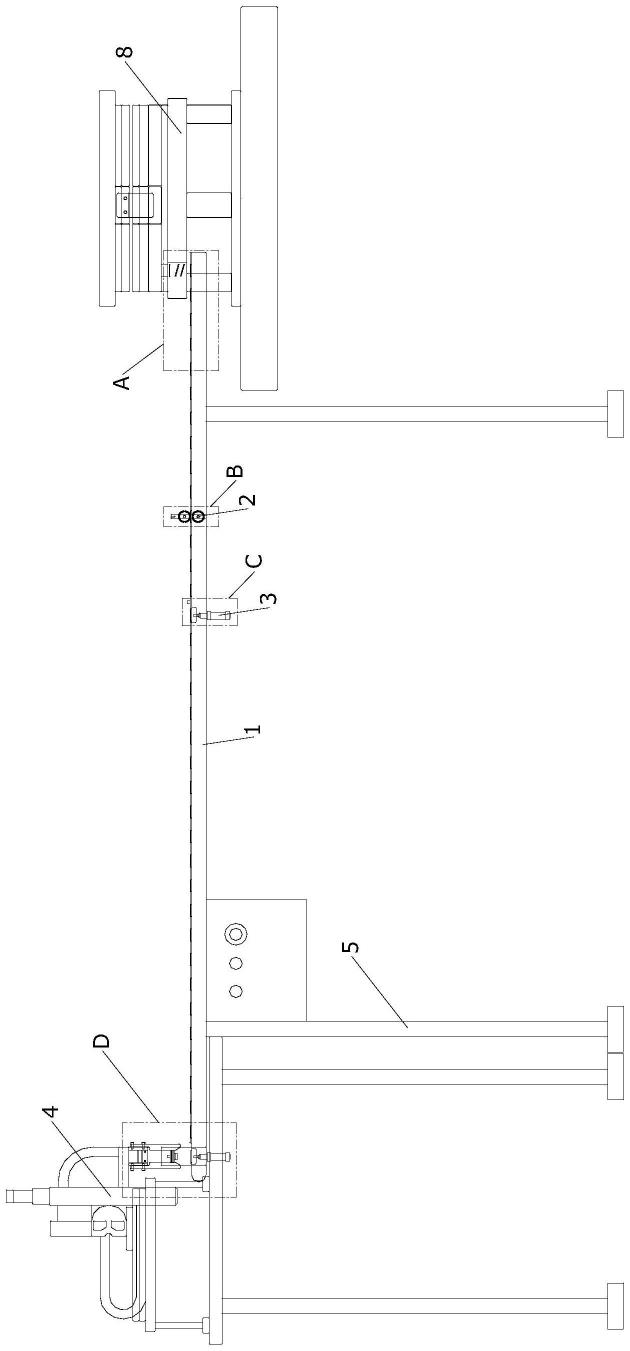
14.图1为本实用新型结构主视图
15.图2为图1的局部视图a;
16.图3为图1的局部视图b;
17.图4为图1的局部视图c;
18.图5为图4的俯视图;
19.图6为图1的局部视图d;
20.图7为止回弹片安装侧视图;
21.图8为输送线俯视图局部视图。
具体实施方式
22.下面结合附图和具体实施例,进一步阐明本实用新型。
23.一种卷圆套筒加工设备间的连线装置,如附图1、8所示,包括磁力同步带1、叠料机构2、纠偏机构3、取料机构4、支架5、护栏6。
24.磁力同步带1可采用一条,或者采用如附图8所示的两条并行设置,构成输送线,磁力同步带步进定距运动,在冲压设备8和卷圆机之间输送料片7,磁力同步带1安装在支架5上。冲压设备8出料口81的料片落在输送线首端,平铺且横向跨设落于两条磁力同步带上,磁力同步带的上表面为输送平面,随着磁力同步带运转,料片向输送线尾端输送。
25.磁力同步带1的外侧设置有护栏6,两侧的护栏在输送线的宽度方向进行防护和限位,防止料片在磁力同步带上跑偏而掉落,护栏6安装在支架5上,两者之间设置横向调节杆61进行连接,根据料片大小,可改变两侧护栏之间的横向间距,限制料片在输送线上可移动的宽度空间。
26.在输送方向上,输送线上先布设有防叠料机构2,结合附图3所示,防叠料机构2包括滴油架21和滚筒刷22,滚筒刷22以其转轴水平放置,设置上下两个滚筒刷22,滚筒刷22安装在滴油架21上,滚筒刷可以其转轴为中心轴转动,滴油架21安装在支架5上,上下的两个滚筒刷分别处于输送平面上下,两个滚筒刷之间的间距小于料片厚度,滴油架21上的滴油嘴23位置处于上方的滚筒刷22之上。料片7从防叠料机构2经过时,从上下两个滚筒刷22之间通过,一方面可防止冲压设备上落料时料片堆叠,以及料片在防叠料机构前的输送过程中堆叠,经过此处只能单片料片通过上下两个滚筒刷之间,另一方面滚筒刷上的油液可与料片表面涂油处理,避免生锈。
27.在输送方向上,输送线上在防叠料机构之后的两处位置,在输送线的中部和尾端,分别布设有纠偏机构3,结合附图4、5所示,纠偏机构3包括挡料块31和顶升气缸32,挡料块31的截面为l形,以横底面311与顶升气缸32上端安装固定,竖立面312与输送方向垂直,顶升气缸32安装在支架5上,所述顶升气缸32带动挡料块31上行,至横底面311的上表面到达输送平面。
28.位于输送线中部的纠偏机构,在输送方向上,先于该纠偏机构处布设有触发感应器33。由于料片从冲压设备上落下时,朝向正确,但方向可能有倾斜,料片输送至中部时,触发感应器感应到料片,关联信号至纠偏机构,顶升气缸带动挡料块上行至指定高度,竖立面阻挡料片对其校正角度,保证水平和垂直方向,然后顶升气缸带动挡料块下行,被校正过的料片继续向尾端输送。
29.尾端的纠偏机构3上方布设有取料机构4,结合附图6、7所示,取料机构4包括料仓41、止回弹片42、机械手43,料仓41安装在支架5上,料仓41底面的开口411正对尾端的纠偏机构3,料仓41的一组相对侧壁面上分别安装止回弹片42,止回弹片42横向伸缩,一端与侧壁面连接,另一端为伸出端朝向料仓内,伸出端在止回弹片下表面上设置为斜面421,倾斜角度朝向伸出端向上。
30.当料片达到位于输送线尾端的纠偏机构,顶升气缸带动挡料块上行对料片再次校正角度,而后顶升气缸带动挡料块继续上行,料片通过斜面421推动止回弹片42缩回,直至料片到达止回弹片上方,止回弹片伸出复位,处于料片下方,从而承托住料片,然后顶升气缸带动挡料块下行,待下一片料片达到后再将其送入料仓内,与已在料仓内的料依次堆叠。止回弹片42上方设置有限位感应器44,可根据所设定的在料仓内一次堆叠的料片量,设置限位感应器。
31.机械手43安装在支架5上,夹取料仓41内堆叠的料片,然后输送至卷圆机。可将料仓设计为只有一组相对侧壁面,机械手可从未设置侧壁面的空间处夹取料片。
32.连线装置可通过plc控制运行,并可与卷圆套筒加工的其他加工设备关联形成自动化生产,在冲压设备和卷圆机之间,能够很好的控制料片输送的方向和角度,可实现在线监测误送状态,运行稳定可靠,取代人工操作,传送精度有效率可达100%,提高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1