一种拆包撕膜设备的制作方法
1.本实用新型涉及玻璃基板拆包技术领域,具体涉及一种拆包撕膜设备。
背景技术:
2.玻璃基板是一种表面极其平整的薄玻璃片,玻璃基板的成品一般放置泡沫材质的包装盒 (box)内部,包装盒内产品放置顺序为一层垫片一层玻璃基板交替放置。
3.目前玻璃基板拆片多使用由直线模组搭建的机械手进行搬运,此种搬运机构占用空间大,且自动度不高,搬运过程耗时较长;同时由于包装盒内产品放置顺序为一层垫片一层玻璃基板交替放置,在拆片过程中会出现搬运玻璃基板时黏连下层垫片和搬运垫片黏连玻璃基板的情况。在搬运最后一片玻璃基板时,会发生带动包装盒抬升的情况;撕玻璃基板表面膜材,目前市面上的撕膜机构对玻璃基板的定位固定多采用小面积真空吸附,此方式会造成撕膜过程中玻璃基板容易变形破损。为此,提出一种拆包撕膜设备。
技术实现要素:
4.本实用新型所要解决的技术问题在于:如何解决现有技术在玻璃基板在拆包撕膜过程中存在的不足,提供了一种拆包撕膜设备。
5.本实用新型是通过以下技术方案解决上述技术问题的,本实用新型包括入料双层滚筒线、拆片定位装置、玻璃基板搬运装置、垫片搬运装置、垫片收集装置、盒体升降装置、单层滚轮输送线、撕膜载台、撕膜装置、废膜回收装置、扫码装置;所述入料双层滚筒线包括平行设置上层滚筒线与下层滚筒线;通过所述拆片定位装置对装满玻璃基板的包装盒进行定位夹紧;通过所述玻璃基板搬运装置将单片玻璃基板从包装盒中取出,并转移至单层滚轮输送线上;通过所述垫片搬运装置将单片玻璃基板下方的垫片取走,放置在垫片收集装置中;通过所述垫片收集装置收集搬运装置搬运后的垫片;通过所述盒体升降装置在包装盒中的玻璃基板和垫片全部取出后,接收包装盒并将其下降至下层滚筒线;通过所述单层滚轮输送线传送玻璃基板搬运装置取出后的单片玻璃基板,所述单层滚轮输送线上设置有放片位、撕膜位、扫码位;所述撕膜载台设置在所述撕膜位处;通过所述撕膜装置将单片玻璃基板上表面的膜层撕下,并转移至废膜回收装置中;通过所述废膜回收装置存储撕膜装置撕下的废膜;所述扫码装置设置在所述扫码位处;
6.所述上层滚筒线、下层滚筒线均包括多个滚筒,所述滚筒设置在第一型材框架上;所述单层滚轮输送线包括第二型材框架、多个滚轮轴,多个所述滚轮轴平行设置所述第二型材框架的内部;所述滚轮轴包括滚轴与多个滚动轮,多个所述滚动轮在所述滚轮轴上同轴设置。
7.更进一步地,所述拆片定位装置包括定位夹紧机构、第一阻挡机构,所述定位夹紧机构设置在第一型材框架上,所述定位夹紧机构包括x轴定位结构、y轴定位结构,通过所述x轴定位结构对包装盒的前后端进行夹紧定位,通过所述y轴定位结构用于对包装盒的两侧进行夹紧定位,所述第一阻挡机构与所述x轴定位结构连接,通过第一阻挡机构对包装盒进
行阻挡。
8.更进一步地,所述玻璃基板搬运装置机械手底座、机械手、第一吸盘组件,所述机械手底座设置在地面上,所述机械手设置在所述机械手底座上,所述第一吸盘组件设置在所述机械手的末端。
9.更进一步地,所述第一吸盘组件包括连接盘、主杆、多个副杆、多个第一真空吸盘,所述连接盘设置在所述六轴机械手的末端,所述主杆的中部与所述连接盘连接,各所述副杆均与所述主杆连接,各所述副杆平行设置,多个所述第一真空吸盘分别设置在各所述副杆及主杆上。
10.更进一步地,所述吸盘组件还包括垫片分离结构,所述垫片分离结构包括至少四个分离件,四个分离件分别设置在位于外侧的两个副杆的两端;所述分离件包括分离气缸、连接把手,所述连接把手的一端与位于边缘的所述副杆的端部连接,所述分离气缸设置在所述连接把手的另一端,所述分离气缸的缸柱位于垫片四角设置的凸耳上方。
11.更进一步地,所述垫片搬运装置包括龙门架、第一y轴直线驱动单元、第一z轴直线驱动单元、第二吸盘组件,所述龙门架设置在所述入料双层滚筒线的上方,与第一型材框架连接,所述第二吸盘组件通过第一z轴直线驱动单元与所述第一y轴直线驱动单元连接,所述第一y轴直线驱动单元设置在所述龙门架上。
12.更进一步地,所述盒体升降装置包括升降平台、升降驱动电机、单输出轴减速机、两个升降丝杠、两个升降螺母座,所述升降平台的两端分别与两个升降螺母座连接,所述升降螺母座与所述升降丝杠螺纹连接,所述升降驱动电机、所述单输出轴减速机、升降丝杠均设置在所述第一型材框架上,所述升降驱动电机的输出轴与所述单输出轴减速机的输入轴连接,所述单输出轴减速机的两个输出轴通过同步带分别与两个升降丝杠的下端连接。
13.更进一步地,所述撕膜装置包括横跨框架、第一x轴直线驱动单元、两个第二y轴直线驱动单元、第二z轴直线驱动单元、起膜头,所述横跨框架横跨所述撕膜位设置,所述第一 x轴直线驱动单元的两端分别与两个所述第二y轴直线驱动单元连接,通过所述第二y轴直线驱动单元带动所述第一x轴直线驱动单元沿单层滚轮输送线的传输方向运动,所述第二z 轴直线驱动单元与所述第一x轴直线驱动单元连接,所述起膜头设置在所述第二z轴直线驱动单元上;所述起膜头包括粘膜机构与夹膜机构,所述粘膜机构包括固定座、下压气缸、粘轮组件,所述下压气缸的缸体通过所述固定座与所述第二z轴直线驱动单元连接,所述下压气缸的缸柱与所述粘轮组件连接;所述夹膜机构包括夹膜气缸、夹头,所述夹膜气缸的缸体与所述固定座连接,所述夹膜气缸与所述夹头连接,所述夹头位于粘轮组件的一侧,通过夹膜气缸带动夹头将粘轮组件粘住的膜层夹紧。
14.更进一步地,所述夹头包括移动夹板、固定夹板,所述移动夹板设置在所述夹膜气缸的缸体上,所述移动夹板与夹膜气缸的缸柱连接;所述粘轮组件包括粘轮、安装座、连接座,所述粘轮与所述安装座的下端转动连接,所述安装座的上端与所述连接座的一端插接,所述安装座的另一端与所述下压气缸的缸柱连接。
15.更进一步地,所述撕膜载台包括载台板、多个第二真空吸盘、升降驱动机构,所述驱动机构安装在所述单层滚轮输送线的第二型材框架上,所述载台板与所述升降驱动机构连接,通过所述升降驱动机构驱动所述载台板升降,多个第二真空吸盘均匀设置在所述载台板上表面。
16.本实用新型相比现有技术具有以下优点:该拆包撕膜设备,玻璃基板采用六轴机器人进行搬运,此装置自由度高,安装占用空间小,搬运过程中可对搬运路线进行优化设计,可减少搬运过程耗时,从而提高设备产能;为了防止垫片和玻璃基板出现黏连问题,对垫片进行特殊设计,使垫片有超出玻璃基板的部分,在搬运玻璃基板时对垫片超出玻璃基板的部分进行按压,可保证在玻璃基板抬升时,能够使垫片和玻璃基板分离开;在搬运垫片时为防止黏连玻璃基板,设置有抖动气缸,用于破坏垫片和玻璃基板之间的真空状态,防止垫片抬升过程中黏连玻璃基板;为防止搬运玻璃带动包装盒的情况发生,对包装盒采用四边定位抱夹的方式;撕膜时为防止玻璃基板变形较大,采取载台顶升吸附玻璃基板的方式进行支撑固定。
附图说明
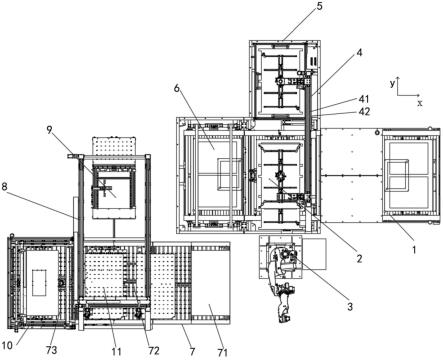
17.图1是本实用新型实施例中拆包撕膜机的俯视结构示意图;
18.图2是本实用新型实施例中入料双层滚筒线的局部结构示意图;
19.图3是本实用新型实施例中入料双层滚筒线的局部侧视图;
20.图4是本实用新型实施例中定位夹紧机构的结构示意图(图中的x轴定位结构、y轴定位结构展示了两组位置形态,位于外侧的为张开形态,位于内侧的为收缩形态);
21.图5是本实用新型实施例中搬运装置的结构示意图;
22.图6是本实用新型实施例中吸盘组件的结构示意图;
23.图7是本实用新型实施例中垫片搬运装置的整体结构示意图;
24.图8是本实用新型实施例中抖动气缸的安装位置示意图;
25.图9是本实用新型实施例中盒体升降装置的局部结构示意图;
26.图10是本实用新型实施例中盒体升降装置的侧视图;
27.图11是本实用新型实施例中撕膜装置的结构示意图;
28.图12是本实用新型实施例中起膜头的整体结构示意图;
29.图13是本实用新型实施例中废膜回收装置的整体结构示意图;
30.图14是本实用新型实施例中废膜回收装置的局部结构示意图;
31.图15是本实用新型实施例中扫码装置的整体结构示意图;
32.图16是本实用新型实施例中撕膜载台的位置示意图;
33.图17是本实用新型实施例中撕膜载台的整体结构示意图;
34.图18是本实用新型实施例中撕膜载台的侧视图。
具体实施方式
35.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
36.如图1所示,本实施例提供一种技术方案:一种用于玻璃基板的拆包撕膜机,包括入料双层滚筒线1、拆片定位装置2、玻璃基板搬运装置3、垫片搬运装置4、垫片收集装置5、盒体升降装置6、单层滚轮输送线7、撕膜装置8、废膜回收装置9、扫码装置10;
37.所述入料双层滚筒线1包括上下两层滚筒线,其中上层滚筒线用于供人工投放装
满玻璃基板的包装盒,包装盒水平放置,下层滚筒线用于将经过取料后的空包装盒传出回收,上层滚筒线的长度比下层滚筒线的长度短;
38.所述拆片定位装置2设置在所述入料双层滚筒线1上,用于对装满玻璃基板的包装盒进行定位夹紧,方便后续进行拆片工作;
39.所述玻璃基板搬运装置3设置在所述入料双层滚筒线1一侧,用于将单片玻璃基板从包装盒中取出(每次仅取一片),并转移至单层滚轮输送线7的放片位71上,利用单层滚轮输送线7传送单片玻璃基板;
40.所述垫片搬运装置4架设在所述拆片定位装置2上方,用于将单片玻璃基板下方的垫片取走,放置在垫片收集装置5中;
41.所述垫片收集装置5设置在所述入料双层滚筒线1的另一侧,用于收集垫片搬运装置4 搬运的垫片;
42.所述盒体升降装置6设置在所述入料双层滚筒线1的末端,用于在包装盒中的玻璃基板和垫片全部取出后,接收包装盒并将其下降至下层滚筒线;
43.所述单层滚轮输送线7与入料双层滚筒线1平行设置,用于传送取出后的单片玻璃基板,其上设置有放片位71、撕膜位72、扫码位73,所述放片位71用于供玻璃基板搬运装置3放置取出的单片玻璃基板,所述撕膜位72用于作为单片玻璃基板撕膜的场所,所述扫码位73 用于作为单片玻璃基板扫码的场所;
44.所述撕膜装置8设置在所述单层滚轮输送线7上,用于将单片玻璃基板上表面的膜层撕下,并转移至废膜回收装置9中;
45.所述废膜回收装置9设置在所述单层滚轮输送线7的一侧,用于存储撕膜装置8撕下的废膜;
46.所述扫码装置10设置在所述单层滚轮输送线7上,用于对单片玻璃基板上的扫码位进行扫码,录入各片玻璃基板的相关信息,包括生产厂家信息及型号信息等。
47.如图2-4所示,在本实施例中,所述上层滚筒线、下层滚筒线均包括多个滚筒11,所述滚筒11设置在第一型材框架12上,其中上层滚筒线中的多个滚筒11通过第一滚筒驱动电机13驱动向图1中左侧运动,下层滚筒线中的多个滚筒11通过第二滚筒驱动电机14驱动向图 1中右侧运动。
48.所述单层滚轮输送线7包括第二型材框架74、多个滚轮轴75(包括滚轴及其上同轴固定安装有多个滚动轮),所述滚轮轴75设置所述第二型材框架74的内部上端,通过滚轮轴驱动电机驱动各滚轮轴75转动。
49.在本实施例中,所述拆片定位装置2包括定位夹紧机构21、第一阻挡机构22,所述定位夹紧机构21设置在第一型材框架12上,所述定位夹紧机构21包括x轴(平行于包装盒行进方向)定位结构、y轴(垂直于包装盒行进方向)定位结构,所述x轴定位结构用于对包装盒的前后端进行夹紧定位,所述y轴定位结构用于对包装盒的两侧进行夹紧定位。
50.在本实施例中,所述x轴定位结构包括x轴导轨2111(两根)、x轴丝杠2112、x轴螺母套、x轴连接架2114、x轴伺服电机2113,所述x轴导轨2111的两端与第一型材框架12连接,所述x轴伺服电机2113安装在所述x轴导轨2111的端部,所述x轴丝杠2112的一端连接与所述x轴伺服电机2113连接,通过x轴伺服电机2113驱动转动,所述x轴连接架2114 与所述x轴螺母套连接,所述x轴螺母套与所述x轴丝杠2112螺纹连接,所述x轴连接架 2114与所述x轴导
轨2111滑动连接。
51.在本实施例中,所述x轴丝杠2112、x轴螺母套、x轴连接架2114、x轴伺服电机2113 的数量均为两组,设置在包装盒的前后端。
52.在本实施例中,所述第一阻挡机构22包括第一阻挡气缸221、夹紧板222,所述第一阻挡气缸221安装在x轴连接架2114上,所述夹紧板222与所述第一阻挡气缸221的缸柱连接,在装满玻璃基板的包装盒到达拆片定位装置2处时,控制第一阻挡气缸221上行,带动夹紧板222由滚筒11之间的间隙向上穿出,起到对包装盒的阻挡作用,然后再通过x轴伺服电机2113带动夹紧板222将包装盒的前后端夹紧。
53.在本实施例中,所述y轴定位结构包括y轴导轨2121(两根)、转动座2125、y轴丝杠 2122、y轴螺母套、y轴夹紧架2124、y轴伺服电机2123,所述y轴导轨2121的两端与第一型材框架12连接,所述y轴伺服电机2123安装在所述y轴导轨2121的端部,所述y轴丝杠 2122的一端连接与所述y轴伺服电机2123连接,通过y轴伺服电机2123驱动转动,另一端与所述转动座2125连接,所述转动座2125设置在所述y轴导轨2121上,所述y轴夹紧架 2124与所述y轴螺母套连接,所述y轴螺母套与所述y轴丝杠2122螺纹连接,所述y轴夹紧架2124与所述y轴导轨2121滑动连接。
54.在本实施例中,所述y轴螺母套、y轴夹紧架2124的数量均为两组,设置在包装盒的两侧。
55.在本实施例中,两组所述y轴螺母套的螺纹方向相反,对应的y轴丝杠2122上设置有两个螺纹方向相反的外螺纹部,这样便可以通过一个y轴伺服电机2123、一个y轴丝杠2122带动两个y轴夹紧架2124同步运动。
56.定位夹紧机构由x、y两个方向实现对包装盒的定位和夹紧,其中x向定位采用了双伺服电机控制,y向定位采用单伺服电机控制,可以实现包装盒的居中定位和偏心定位两种方式。
57.如图5-6所示,所述玻璃基板搬运装置3包括机械手底座31、六轴机械手33、吸盘组件 32,所述机械手底座31安装在地面上,所述六轴机械手33安装在所述机械手底座31上,所述吸盘组件32安装在所述六轴机械手33的末端。
58.在本实施例中,所述吸盘组件32包括连接盘321、主杆322、多个副杆323、多个第一真空吸盘324,所述连接盘321设置在所述六轴机械手33的末端,所述主杆322中部与所述连接盘321连接,各所述副杆323均与所述主杆322连接,各所述副杆323平行设置,多个所述第一真空吸盘324分别设置在各所述副杆323及主杆322上。
59.在本实施例中,所述吸盘组件32还包括垫片分离结构,所述垫片分离结构包括至少四个分离件,四个分离件分别设置在位于外侧的两个副杆323的两端,用于在向上抓取玻璃基板时将玻璃基板与垫片分离。
60.在本实施例中,所述分离件包括分离气缸3252、连接把手3251,所述连接把手3251的一端与位于边缘的所述副杆323的端部连接,所述分离气缸3252设置在所述连接把手3251 的另一端。
61.在本实施例中,所述分离气缸3252的缸柱向下。
62.在本实施例中,所述连接把手3251与所述副杆323之间通过旋钮3253连接,所述旋钮3253贯穿所述副杆323设置与其转动连接,并与所述连接把手3251固定连接,可通过旋转
旋钮3253调整所述分离气缸3252的位置。
63.需要说明的是,在本实施例中,玻璃基板之间的垫片的外形经过特殊设计,将垫片的四角增加突出部分(即凸耳,突出在玻璃基板外部),这样在通过六轴机械手33对玻璃基板进行抓取时,设置在四角的分离气缸3252做下压动作,将垫片的四角压住,同时六轴机械手33 向上抬升,在抬升的过程中可实现垫片和玻璃基板的分离。
64.如图7-8所示,在本实施例中,所述垫片搬运装置4包括龙门架41、第一y轴直线驱动单元42、第一z轴直线驱动单元43、吸盘组件,所述龙门架41设置在所述入料双层滚筒线 1的上方,与第一型材框架12连接,所述吸盘组件通过第一z轴直线驱动单元43与所述第一y轴直线驱动单元42连接,所述第一y轴直线驱动单元42设置在所述龙门架41上,用于带动吸盘组件移动。
65.在本实施例中,所述第一y轴直线驱动单元42通过伺服电机带动同步带机构实现;第一 z轴直线驱动单元43通过伺服电机带动丝杠螺母机构实现。
66.需要说明的是,垫片搬运装置4中的吸盘组件不包括所述垫片分离结构,但位于对角上的两个第一真空吸盘上设置有抖动气缸44,用于破坏垫片和玻璃基板之间的真空状态,防止垫片抬升过程中黏连下方的玻璃基板,其余的结构与玻璃基板搬运装置3中的吸盘组件结构相同。
67.在垫片上的玻璃基板被玻璃基板搬运装置3抓取转移走后,第一y轴直线驱动单元42带动吸盘组件移动至垫片上方,然后第一z轴直线驱动单元43下行,通过真空吸盘组件将垫片吸住,第一z轴直线驱动单元43上行,将垫片转移至垫片收集装置5上方,第一z轴直线驱动单元43再下行,将垫片放入垫片收集装置5中,通过垫片收集装置5中的垫片分离机构将垫片与吸盘组件分离,进而得到有效回收。
68.在本实施例中,所述垫片收集装置5包括收集箱、垫片分离机构,所述垫片分离机构设置在所述收集箱内,用于将垫片与吸盘组件分离。
69.如图9-10所示,所述盒体升降装置6包括升降平台61、升降驱动电机62、单输出轴减速机63、两个升降丝杠64(竖直设置)、两个升降螺母座65,所述升降平台61的两端分别与两个升降螺母座65连接,所述升降螺母座65与所述升降丝杠64螺纹连接,所述升降驱动电机62、所述单输出轴减速机63、升降丝杠64均设置在所述第一型材框架12上,所述升降驱动电机62的输出轴与所述单输出轴减速机63的输入轴连接,所述单输出轴减速机63的两个输出轴通过同步带分别与两个升降丝杠64的下端连接,进而带动升降丝杠64转动,实现升降驱动电机62的升降。
70.在本实施例中,所述盒体升降装置6还包括导向结构,所述导向结构为直线导轨661与竖向滑块662,所述直线导轨661设置在所述第一型材框架12上,所述竖向滑块662设置在所述升降平台61上,两者配合起到滑动限位及导向的作用。
71.在包装盒中所有的玻璃基板及垫片均被取走后,第一阻挡气缸221下行,包装盒在滚筒11的带动下,进入升降平台61中,然后控制升降平台61下行,使包装盒与下层滚筒线中的滚筒11接触后向图1右侧传出回收。
72.如图11-12所示,所述撕膜装置8包括横跨框架81、第一x轴直线驱动单元82、两个第二y轴直线驱动单元83、第二z轴直线驱动单元84、起膜头85,所述横跨框架81横跨所述撕膜位72设置,所述第一x轴直线驱动单元82所述横跨框架81宽度方向设置,所述第二y 轴直
线驱动单元83沿所述横跨框架81长度方向设置,所述第一x轴直线驱动单元82的两端与两个所述y轴直线驱动单元82连接,通过所述y轴直线驱动单元82带动所述第一x轴直线驱动单元82沿单层滚轮输送线7的传输方向运动,所述第二z轴直线驱动单元84与所述第一x轴直线驱动单元82连接,所述起膜头85设置在所述第二z轴直线驱动单元84上。
73.在本实施例中,两个第二y轴直线驱动单元83之间通过传动轴连接。
74.在本实施例中,所述第一x轴直线驱动单元82、第二y轴直线驱动单元83通过伺服电机带动同步带机构实现;第二z轴直线驱动单元84通过伺服电机带动丝杠螺母机构实现。
75.在本实施例中,所述起膜头85包括粘膜机构与夹膜机构,所述粘膜机构包括固定座8511、下压气缸8512、粘轮组件8513,所述下压气缸8512的缸体通过所述固定座8511与所述第二 z轴直线驱动单元84中的螺母座连接,所述下压气缸8512的缸柱与所述粘轮组件8513连接,用于带动粘轮组件8513下行,进而在运动过程中将膜层粘住;所述夹膜机构包括夹膜气缸8521、夹头,所述夹膜气缸8521的缸体与所述固定座8511连接,所述夹膜气缸8521与所述夹头连接,所述夹头位于粘轮组件8513的一侧,通过夹膜气缸8521带动夹头夹紧,进而将粘轮组件8513粘住的膜层夹紧,进而再在第二y轴直线驱动单元83的带动下实现撕膜动作。
76.在本实施例中,所述夹头包括移动夹板85221、固定夹板85222,所述移动夹板85221设置在所述夹膜气缸8521的缸体上,所述移动夹板85221与夹膜气缸8521的缸柱连接。
77.在本实施例中,所述粘轮组件8513包括粘轮85131、安装座85132、连接座85133,所述粘轮85131与所述安装座85132的下端转动连接,所述安装座85132的上端与所述连接座 85133的一端插接固定,所述安装座85132的另一端与所述下压气缸8512的缸柱连接。
78.在对玻璃基板表面的膜层进行去除时,先控制粘轮组件8513移动到玻璃基板表面的远离废膜回收装置9的边角位置,然后控制粘轮85131下行,使粘轮85131与膜层粘合,然后控制粘轮85131移动一段距离的同时并控制下压气缸8512上升,将膜层边角部分卷起,然后此时控制夹头动作,将粘轮85131上卷起的膜层夹持,最后控制起膜头85整体向废膜回收装置 9运动,进而将膜层撕下。
79.如图13-14所示,所述废膜回收装置9包括回收箱体91、缓存腔体92、推膜机构、摘膜机构,所述缓存腔体92设置在所述回收箱体91的内部一侧,设置有废膜取出口97,所述推膜机构设置在所述回收箱体91的内部另一侧,用于将掉落的废膜推入缓存腔体92缓存,所述摘膜机构用于将夹头上夹持的废膜摘除,并释放到回收箱体91内部另一侧;
80.在本实施例中,所述推膜机构包括压缩气缸931、推板(设置在回收箱体91内部),所述压缩气缸931的缸体与所述回收箱体91固定连接,所述推板与所述压缩气缸931的缸柱连接。
81.在本实施例中,所述摘膜机构包括夹爪气缸941、夹爪942,所述夹爪气缸941安装在回收箱体91上,所述夹爪942与所述夹爪气缸941连接,用于将夹头上夹持的废膜夹紧摘除,并使其落在回收箱体91的内部另一侧。
82.在本实施例中,所述废膜回收装置9还包括第二阻挡机构,所述第二阻挡机构包括第二阻挡气缸951、挡板952,所述第二阻挡气缸951通过安装架96安装在所述回收箱体91上,所述挡板952与所述第二阻挡气缸951的缸柱连接,用于将废膜隔离在缓存腔体92中。
83.在使用时,撕膜装置8将废膜移动至夹爪气缸941的上方后,夹爪气缸941动作,将废膜夹住,第二z轴直线驱动单元84上升使废膜脱离起膜头85,然后夹爪气缸941松开,将废膜丢入回收箱体91的内部另一侧;废膜丢入后,压缩气缸废膜动作将废膜推入缓存腔体 92,然后第二阻挡气缸951下降,带动挡板952下行将废膜隔离在缓存腔体92内,当废膜数量达到设置值,可通过操作界面提醒人员取出膜材。
84.如图15所示,所述扫码装置10包括第三y轴直线驱动单元101、两个第二x轴直线驱动单元102、扫码枪103,所述两个第二x轴直线驱动单元102安装在所述单层滚轮输送线7 的两侧,所述第三y轴直线驱动单元101的两端与两个第二x轴直线驱动单元102分别连接,所述扫码枪103设置在所述第三y轴直线驱动单元101上,通过第三y轴直线驱动单元101、两个第二x轴直线驱动单元102带动扫码枪103进行水平两轴运动,进而完成对玻璃基板上表面的标识码的扫描工作。
85.在本实施例中,所述第三x轴直线驱动单元101、第二x轴直线驱动单元102均通过伺服电机带动同步带机构实现。
86.如图16-18所示,所述拆包撕膜机还包括撕膜载台11,所述撕膜载台11设置在所述撕膜位72处,用于将需要撕膜的单片玻璃基板顶升,然后再通过撕膜装置8对单片玻璃基板撕膜。
87.在本实施例中,所述撕膜位72处也设置有定位夹紧机构21,用于对单层滚轮输送线7上的玻璃基板进行定位,将其定位至撕膜载台11上方。
88.在本实施例中,所述撕膜载台11包括载台板111、多个第二真空吸盘112、升降驱动机构,所述驱动机构固定安装在所述单层滚轮输送线7的第二型材框架74上,所述载台板111 与所述升降驱动机构连接,通过所述升降驱动机构驱动所述载台板111升降,多个第二真空吸盘112均匀设置在所述载台板111上表面,用于在上升后吸附单层滚轮输送线7上的玻璃基板。
89.在本实施例中,所述载台板111上设置有多个通孔,用于避免在下降后对单层滚轮输送线7中滚轮轴75的运动产生干涉,所述单层滚轮输送线7中滚轮轴75上设置有多个滚动轮,所述通孔的形状与所述滚动轮的形状相匹配。
90.在本实施例中,所述升降驱动机构包括升降气缸1131、中间支撑板1132、多个导向轴 1133,所述升降气缸1131的缸体固定安装在所述单层滚轮输送线7的第二型材框架74上,所述升降气缸1131的缸柱设置在中间支撑板1132的下方中间处,所述导向轴1133贯穿所述中间支撑板1132设置,一端通过连接支架与所述载台板111固定连接,另一端通过连接支杆 1134连接到单层滚轮输送线7的第二型材框架74上。
91.在本实施例中,所述导向轴1133与所述中间支撑板1132之间设置直线轴承1135,其通过直线轴承1135与所述中间支撑板1132竖向滑动连接。
92.在本实施例中,所述连接支杆1134设置有用于对起到中间支撑板1132起到缓冲作用的缓冲器。
93.在本实施例中,所述升降气缸1131的缸柱上设置有缓冲橡胶头11311,用于在载台板111 下落时起到缓冲作用。
94.在本实施例中,当一片玻璃基板到达撕膜位72上方时,控制撕膜位72处的定位夹紧机构21将玻璃基板定位,然后控制升降气缸1131上升,使第二真空吸盘112与玻璃基板的
下表面吸附,再利用撕膜装置8进行撕膜操作,撕膜完成后,控制升降气缸1131下降,玻璃基板和载台板111等在自重作用下下降到单层滚轮输送线7的滚轮筒上,继续向扫码位73传送。
95.工作原理:人工投入装满玻璃基板的包装盒至出入料双层滚筒线1的上层滚筒线,装满玻璃基板的包装盒流至拆片定位装置2中,拆片定位装置2上设置有定位夹紧机构21,对装满玻璃基板的包装盒进行定位夹紧,然后垫片搬运装置4将装满玻璃基板的包装盒中玻璃基板上层的垫片搬运至垫片收集装置5中,玻璃基板搬运装置3将装满玻璃基板的包装盒内部的玻璃基板搬运至放片位71,玻璃基板在单层滚轮输送线7上输送至撕膜载台11,撕膜装置 8动作,将玻璃基板表面的pe静电膜(废膜)撕掉,撕膜装置8将pe静电膜移动至废膜回收装置9的上方,通过设置在废膜回收装置9上的夹爪气缸94将膜材丢至废膜收集装置9的腔体内部,撕完膜的玻璃基板输送至扫码位73,通过设置在扫码位73上方的扫码装置10对玻璃基板进行扫码,读取产品信息,扫码结束后玻璃基板输送至下道工艺设备,至此一个动作流程结束。
96.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1