一种天线外壳冲压、计数及打包装置的制作方法
1.本技术涉及天线外壳加工的领域,尤其是涉及一种天线外壳冲压、计数及打包装置。
背景技术:
2.路由器的天线外壳是将路由器的天线进行包覆,以对天线进行保护和装饰的一种产品。
3.路由器的天线外壳通常是通过注塑成型的加工方式,形成完整的带有边角料的天线外壳制品,后续需要人工将天线外壳从带有边角料的天线外壳制品上分离,并进行人工计数和打包,此过程费时费力,增加了人工成本且生产效率低。
技术实现要素:
4.为了解决需要人工分离天线外壳并进行计数和打包,其过程费时费力、生产效率低的问题,本技术提供一种天线外壳冲压、计数及打包装置。
5.本技术提供的一种天线外壳冲压、计数及打包装置,采用如下的技术方案:
6.一种天线外壳冲压、计数及打包装置,包括机架,所述机架按照工序依次设置有压料组件、冲料组件和传送计数组件,所述压料组件包括置物台、压料板、固定板、第二驱动件和第三驱动件,所述置物台开设有若干个容置槽,带有边角料的天线外壳依次排列并内嵌于所述容置槽,边角料凸设于置物台对应容置槽的外侧,所述第二驱动件驱动压料板沿纵向方向移动以冲压凸设的边角料,所述第三驱动件驱动固定板沿纵向方向移动以固定容设于容置槽的天线外壳,所述冲料组件推送内嵌于容置槽的天线外壳至所述传送计数组件,所述传送计数组件包括传送天线外壳的第一传送带和用于计数的计数器。
7.通过采用上述技术方案,置物台和容置槽起到稳定放置带有边角料的天线外壳的作用,使得天线外壳稳定排列于置物台,第三驱动件驱动固定板纵向移动,以固定排列于容置槽内的天线外壳,第二驱动件驱动压料板,对凸设于置物台对应容置槽外侧的边角料进行冲压,使得边角料与天线外壳分离,冲料组件将冲压掉端部边角料的天线外壳推送至传送计数组件,传送计数组件的第一传送带稳定传送天线外壳,并通过设置于传送计数组件的计数器对天线外壳进行准确计数,通过纵向压料去除端部边角料以及将天线外壳横向推进至传送计数组件,能实现天线外壳与边角料冲压分离,提高了冲压效率。
8.可选的,所述固定板凸设有若干个固定条,若干个所述固定条纵向对应于置物台的容置槽设置。
9.通过采用上述技术方案,固定板的固定条准确对应于容置槽设置,使得固定条稳定内嵌于容置槽,对内嵌于容置槽的天线外壳进行固定,使得天线外壳在冲压时不容易翘边,提升了天线外壳冲压的稳定性;同时天线外壳稳定固定于容置槽内,压料板对天线外壳的边角料进行冲压时,使得边角料与天线外壳迅速分离,天线外壳不容易损坏。
10.可选的,所述冲料组件包括第一驱动件和若干根冲料杆,所述第一驱动件固定连
接于机架,若干根所述冲料杆横向对应于置物台的容置槽设置,第一驱动件驱动若干根冲料杆往复穿设于所述容置槽。
11.通过采用上述技术方案,第一驱动件起到驱动冲料杆推动内嵌于容置槽的天线外壳的作用,使得冲料杆分别对应并穿设于容置槽,准确地将天线外壳沿着容置槽的槽壁推送至传送计数组件。
12.可选的,所述第一传送带上表面设置有若干个限位槽。
13.通过采用上述技术方案,限位槽起到稳定天线外壳的作用,使得天线外壳平稳传送,不容易发生叠料或者传送过程分布不均匀,以影响计数器计数的精准性。
14.可选的,所述冲料杆的纵截面面积小于天线外壳的纵截面面积。
15.通过采用上述技术方案,使得冲料杆稳定抵接容置槽内的天线外壳并穿设于容置槽内,不会抵接到天线外壳上部用于固定天线外壳的固定条,使得天线外壳被稳定地推送至传送计数组件。
16.可选的,所述压料组件还包括第二传送带,所述第二传送带设置于所述压料板对应边角料的下方。
17.通过采用上述技术方案,第二传送带起到传送冲压后的边角料的作用,使得边角料沿着第二传送带稳定传送,以将边角料进行后续收集。
18.可选的,所述传送计数组件对应所述第一传送带的出料端设置有打包箱。
19.通过采用上述技术方案,打包箱起到收集经过第一传送带计数的天线外壳的作用。
20.可选的,所述传送计数组件对应所述第一传送带的出料一端设置有第三传送带和驱动所述第三传送带启闭的控制开关,所述打包箱设置于所述第三传送带。
21.通过采用上述技术方案,第三传送带起到传送打包箱的作用,当打包箱收集满天线外壳,启动第三传送带的启闭开关,将打包箱向后传送,并放置新的打包箱于第三传送带继续进行打包,提高了收集打包产品的效率。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.本技术天线外壳冲压、计数及打包装置,通过在机架设置压料组件,将带有边角料的天线外壳放置于压料组件下方带有容置槽的置物台上,使得天线外壳稳定内嵌于容置槽,边角料稳定凸设于置物台对应容置槽的外侧,第三驱动件驱动固定板向下运动,并使固定条部分内嵌于放置有天线外壳的容置槽,使得固定板的固定条稳定抵接天线外壳,对天线外壳进行固定,第二驱动件驱动压料板向下运动,对凸出容置槽外侧的边角料进行冲压,使得边角料与天线外壳分离,边角料落至下方第二传送带后进行统一处理,第一驱动件驱动冲料杆对与边角料分离后的天线外壳进行推动,使得天线外壳沿着容置槽的槽壁推送至传送计数组件并通过第一传送带进行传送,后通过计数器对传送的天线外壳进行精准计数并进行打包,该冲压、计数及打包装置操作便捷,省时省力,节约了人工成本并提升了生产效率。
24.2.通过在传送计数组件的第一传送带设置若干个限位槽,使得冲压后与边角料分离的天线外壳稳定地推送至第一传送带的若干个限位槽并进行传送,减少发生天线外壳叠放和散落的情况,以方便后续进行精准计数并进行打包。
附图说明
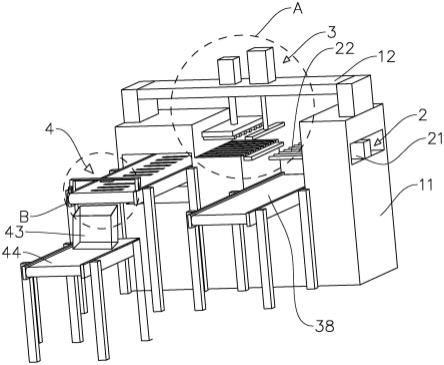
25.图1是本技术的一种天线外壳冲压、计数及打包装置的结构示意图。
26.图2是图1中a部分的放大图。
27.图3是图1中b部分的放大图。
28.附图标记说明: 11、第一支架;12、第二支架;2、冲料组件;21、第一驱动件;22、冲料杆;3、压料组件;31、置物台;311、容置槽;33、压料板;34、固定板;35、固定条;36、第二驱动件;37、第三驱动件;38、第二传送带;4、传送计数组件;41、计数器;411、传感器;42、第一传送带;421、限位槽;43、打包箱;44、第三传送带。
具体实施方式
29.以下结合附图1-3对本技术作进一步详细说明。
30.本技术实施例公开一种天线外壳冲压、计数及打包装置。
31.参照图1,一种天线外壳冲压、计数及打包装置,包括机架、冲料组件2、压料组件3和传送计数组件4,机架包括第一支架11和设置于第一支架11顶部的第二支架12,冲料组件2设置于第一支架11的右侧,压料组件2设置于机架的中部,传送计数组件4设置于第一支架11的左侧。
32.冲料组件2包括第一驱动件21和若干根冲料杆22,优选的,第一驱动件为气缸件,气缸件包括气缸筒和套设于气缸筒内的活塞杆,冲料杆22的一端固定连接于活塞杆,活塞杆沿着气缸筒横向往复移动,带动冲料杆22横向往复移动。
33.参照图1和图2,压料组件3包括置物台31、压料板33、固定板34、第二驱动件36、第三驱动件37和第二传送带38,置物台31设置于第一支架11的中部,置物台31开设有若干个容置槽311并内嵌有待冲压的带有边角料的天线外壳,边角料凸设于置物台31对应容置槽311的外侧,第二传送带38对应设置于凸设的边角料的下方,容置槽311与第一机架11的左侧内部连通;优选的,第二驱动件36和第三驱动件37均为气缸件,气缸件包括气缸筒和套设于气缸筒内的活塞杆,第二驱动件36和第三驱动件37均固定连接于第二机架12,压料板33固定连接于第二驱动件36的活塞杆,且压料板33对应凸设的边角料设置,活塞杆沿着气缸筒纵向移动,带动压料板33纵向移动,以将凸设于容置槽311外侧的边角料冲压去除,冲压去除的边角料掉落至第二传送带38,通过第二传送带38传送并收集。固定板34对应置物台31设置,固定板34的底部对应于置物台31的容置槽311凸设有若干个固定条35,固定板34固定连接于第三驱动件37的活塞杆,活塞杆沿着气缸筒纵向移动,带动固定板34纵向移动,固定条35向下移动至部分内嵌于容置槽311,以将天线外壳固定于容置槽311,再而第一驱动件21驱动冲料杆22横向往复移动,以将固定于容置槽311的天线外壳往传送计数组件4推送。
34.参照图1和图3,传送计数组件4包括设置于第一支架11左侧的第一传送带42和设置于第一传送带42上方的计数器41,优选的,计数器41内设置有控制器,对应第一传送带42的上方设置有支架,支架上设置有传感器411,传感器411与控制器信号连接,第一传送带42的上表面设置有若干个限位槽421,优选的,限位槽421的下凹深度为0.3-0.6cm,使得天线外壳部分容置于限位槽421;第一传送带42的下方设置有第三传送带44以及控制第三传送带44启闭的控制开关,第三传送带44上放置有打包箱43。
35.本技术实施例一种天线外壳冲压、计数及打包装置的实施原理为:将待冲压的带有边角料的天线外壳内嵌于置物台31的容置槽311,使得天线外壳的边角料凸设于置物台31并对应凸设于容置槽311的外侧,驱动第三驱动件37,使得活塞杆沿着气缸筒纵向移动,以带动固定板34向下移动,使得固定板34凸设的固定条35部分内嵌于容置槽311并盖设于天线外壳的上表面,以将天线外壳稳定固定于容置槽311内,以防冲压时天线外壳翘边或移动,再驱动第二驱动件36,使得活塞杆沿着气缸筒纵向移动,以带动压料板33向下移动,对凸设于置物台31外侧的边角料进行冲压,使得边角料与天线外壳分离,分离后的边角料落入至下方的第二传送带38进行传送并收集,与边角料分离后的天线外壳稳定内嵌于容置槽311。
36.驱动第三驱动件37向上移动,带动固定板34远离天线外壳,同时驱动第一驱动件21,使得第一驱动件21的活塞杆沿着气缸筒横向移动,以带动冲料杆22横向移动、抵接并推动内嵌于容置槽311的天线外壳沿着横向方向传送至第一传送带42,第一传送带42的限位槽421与容置台31的容置槽311的槽底一端对齐,使得天线外壳稳定传送至第一传送带42的限位槽421,天线外壳沿着第一传送带42继续传送,当天线外壳传送经过设置于第一传送带42连接的支架位置时,设置于支架的传感器411感应到传送的天线外壳并发出信号至控制器进行计数,以使得计数器41对传送的天线外壳进行精准计数,计数后继续传送,使得天线外壳落入设置于第一传送带42出料端的打包箱43,且打包箱放置于第三传送带44上,当打包箱43收集满之后,启动控制开关,使得第三传送带44传送打包箱43,后放置新的打包箱43于第一传送带42的出料端继续进行打包,该天线外壳冲压、计数及打包装置操作简单便捷,减少了人工生产成本,提升了生产效率。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1