一种口服固体剂生产线的制作方法
1.本实用新型涉及药物生产制造装置技术领域,特别是涉及一种口服固体剂生产线。
背景技术:
2.常用的固体剂型有散剂、颗粒剂、片剂、胶囊剂、等,在药物制剂中约占70%。固体制剂的共同特点是与液体制剂相比,物理、化学稳定性好,生产制造成本较低,服用与携带方便;制备过程的前处理经历相同的单元操作,以保证药物的均匀混合与准确剂量,而且剂型之间有着密切的联系;药物在体内首先溶解后才能透过生理膜、被吸收入血液循环中。
3.现有技术中,如专利号cn108160001b,其具体公开了一种湿法混合制粒机及应用湿法混合制粒机的固体制剂生产线,包括料缸、转轴、制粒刀、搅拌桨,搅拌桨固定在转轴上,转轴通过动力装置一驱动转动,制粒刀通过动力装置二驱动转动,转轴上固定套接第一连杆,第一连杆的一端固定有与料缸内壁抵接的第一刮粉片,转轴上设置可沿转轴轴向移动的第二连杆,第二连杆一端固定有与料缸内壁抵接的第二刮粉片,第一刮粉片位于制粒刀上端,第二刮粉片与制粒刀处于同一高度,第一刮粉片和第二刮粉片错开设置,料缸内靠近制粒刀一侧设置导向条,导向条位于制粒刀切割轨迹的外侧,转轴转动带动第一刮粉片和第二刮粉片周向转动且第二刮粉片在运动至制粒刀一侧时抵接导向条外侧沿导向条延伸方向运动。其进一步公开了一种固体制剂生产线,包括依次连接的粉碎机、混合机、混合制粒机、包衣机。也就是说,该专利公开的生产线可以实现片剂的制备。
4.通常,口服固体剂包含的片剂和胶囊剂通常采用两条生产线分开制备,占地空间大。因此,有必要设计出一种可以实现片剂和胶囊剂同时制备的口服固体剂生产线,以减少占地空间并提升生产效率。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种口服固体剂生产线,在一条生产线上同时实现片剂和胶囊剂的制备。
6.本实用新型的技术方案是:
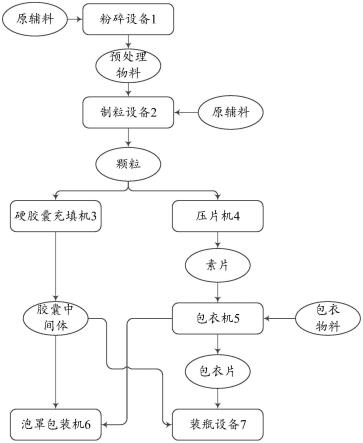
7.一种口服固体剂生产线,包括粉碎设备、制粒设备、硬胶囊充填机、压片机、包衣机、泡罩包装机以及装瓶设备,所述粉碎设备连接所述制粒设备,以将粉碎后的预处理原料输送至所述制粒设备,所述制粒设备分别连接所述硬胶囊充填机、压片机,以将制备得到的颗粒送入至所述硬胶囊充填机、压片机,所述硬胶囊充填机连接所述泡罩包装机或瓶装设备,以将充填得到的胶囊中间体送入至所述泡罩包装机进行泡罩包装或送入瓶装设备进行塑瓶包装,所述压片机连接所述包衣机,以将压片处理得到的素片送入至所述包衣机,所述包衣机连接所述泡罩包装机或瓶装设备所述装瓶设备,以将包衣后的包衣片送入至所述泡罩包装机进行泡罩包装或装瓶设备进行装瓶。作为优选,所述制粒设备包括整粒湿法混合制粒机、沸腾制粒机中的一种及其组合。
8.作为优选,所述装瓶设备包括高速智能理瓶机、数粒机、高速智能直线式旋盖机、电磁封口机,所述高速智能理瓶机连接所述数粒机的进瓶端,所述包衣机连接所述数粒机的进药端,所述数粒机数粒机的出料端连接所述高速智能直线式旋盖机的进瓶端,所述高速智能直线式旋盖机连接所述电磁封口机的进料端。
9.作为优选,还包括外包装系统,所述泡罩包装机和所述装瓶设备的出料端均连接所述外包装系统。
10.作为优选,所述外包装系统包括依次连接的贴标机、自动装盒机、在线称重机、多米诺激光机、全自动薄膜捆包机、全自动开装封一体机、即打即贴贴标机以及无人化打包机,所述泡罩包装机连接所述自动装盒机,所述装瓶设备连接所述贴标机。
11.作为优选,所述无人化打包机的出料端连接提升机。
12.作为优选,所述外包装系统设置在一般生产区。
13.作为优选,所述粉碎设备、制粒设备、硬胶囊充填机、压片机、包衣机、泡罩包装机以及装瓶设备均设置在d级洁净区。
14.与现有技术相比,本实用新型的有益效果在于:
15.根据本实用新型的一种口服固体剂生产线,将一条制粒生产线生产的药物颗粒,分别加工成硬胶囊和药片,并分别进行泡罩包装和药瓶包装,在一条生产线上完成两种产品的生产,可以提升厂房的空间利用率,降低人力成本,提升生产效率。
附图说明
16.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所公开的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
17.图1示出了根据本实用新型实施例的一种口服固体剂生产线的结构示意图。
18.图2示出了根据本实用新型实施例的一种口服固体剂生产线的装瓶设备的结构图。
19.图3示出了根据本实用新型实施例的一种口服固体剂生产线的分区结构示意图。
20.图4示出了根据本实用新型实施例的一种带有外包装系统的口服固体剂生产线的结构示意图。
21.图5示出了根据本实用新型实施例的一种口服固体剂生产线的外包装系统的结构图。
22.图中,1-粉碎设备;2-制粒设备;3-硬胶囊充填机;4-压片机;5-包衣机;6-泡罩包装机;7-装瓶设备;701-高速智能理瓶机;702-数粒机;703-高速智能直线式旋盖机;704-电磁封口机;8-d级洁净区;9-外包装系统;901-贴标机;902-自动装盒机;903-在线称重机;904-多米诺激光机;905-全自动薄膜捆包机;906-全自动开装封一体机;907-即打即贴贴标机;908-无人化打包机;909-提升机;10-一般生产区。
具体实施方式
23.以下列举的部分实施例仅仅是为了更好地对本实用新型进行说明,但本实用新型的内容并不局限在应用于所举的实施例中。所以熟悉本领域的技术人员根据上述实用新型内容对实施方案进行非本质的改进和调整而应用于其他实施例中,仍在本实用新型的保护范围之内。
24.现在结合说明书附图对本实用新型做进一步的说明。
25.图1示出了根据本实用新型实施例的一种口服固体剂生产线的结构示意图。本实用新型实施例提供一种口服固体剂生产线。如图1所示,图中箭头表示物料的输送方向,该口服固体剂生产线包括粉碎设备1、制粒设备2、硬胶囊充填机3、压片机4、包衣机5、泡罩包装机6以及装瓶设备7,所述粉碎设备1连接所述制粒设备2,以将粉碎后的预处理原料输送至所述制粒设备2,所述制粒设备2分别连接所述硬胶囊充填机3、压片机4,以将制备得到的颗粒送入至所述硬胶囊充填机3、压片机4,所述硬胶囊充填机3连接所述泡罩包装机6或装瓶设备7,以将充填得到的胶囊中间体送入至所述泡罩包装机6进行泡罩包装或装瓶设备7进行塑瓶包装,所述压片机4连接所述包衣机5,以将压片处理得到的素片送入至所述包衣机5,所述包衣机5连接所述泡罩包装机6或装瓶设备7,以将包衣后的包衣片送入至所述泡罩包装机6进行泡罩包装或装瓶设备7进行塑瓶包装。
26.在具体实施时,原辅料通过粉碎设备1进行粉碎后得到预处理物料,预处理物料送入至制粒设备2中进行制备。其中原辅料根据不同的口服固体剂的组分来确定,例如可以将对应口服固体剂的各种组分加入到混合机中进行混合得到所述原辅料,或者直接将各个组分按照配比投入到粉碎设备1中进行粉碎,粉碎过程中可以起到混合作用,得到所述预处理物料。如有不需要粉碎的原辅料(如液体辅料)则可以直接加入至制粒设备2中。制粒设备2制备得到的颗粒分别进入到硬胶囊充填机3和压片机4中,其中硬胶囊充填机3将对应数量的颗粒填充至空壳胶囊中得到胶囊中间体,压片机4将颗粒对应压制成素片。胶囊中间体送入泡罩包装机6或装瓶设备7得到对应的胶囊剂。素片通过包衣机5进行素片包衣后得到包衣片,包衣片送入至泡罩包装机6或装瓶设备7得到对应的片剂。因此,本实施例可以在一条生产线上实现片剂和胶囊剂的制备。
27.需要说明的是,上述所提到的原辅料、预处理物料、颗粒、胶囊中间体、素片、包衣片等的运输方式可以采用管道或容器转移的方式,即各个设备之间可以通过管道连接或容器转移,当然也可以采用输送带或者输送滚筒或者料斗等其他常见的物料输送方式,本实施例对此不作具体限制。
28.另外,本实施例可以同时片剂和胶囊剂的制备,在具体生产时,根据不同订单需求,可以令该生产线只生产片剂和胶囊剂。
29.在一些实施例中,所述制粒设备包括整粒湿法混合制粒机、沸腾制粒机中的一种及其组合。具体来说,就是制粒设备可以根据不同口服固体剂的制粒工艺的不同来选择对应的工艺设备,例如整粒湿法混合制粒机、沸腾制粒机等等。在一条生产线上可以同时配备上述两种制粒设备或者选择其中一种制粒设备。
30.在一些实施例中,图2示出了根据本实用新型实施例的一种口服固体剂生产线的装瓶设备的结构图。如图2所示,所述装瓶设备7包括高速智能理瓶机701、数粒机702、高速智能直线式旋盖机703、电磁封口机704,所述高速智能理瓶机701连接所述数粒机702的进
瓶端,所述包衣机5连接所述数粒机702的进药端,所述数粒机702的出料端连接所述高速智能直线式旋盖机703的进料端,所述高速智能直线式旋盖机703连接所述电磁封口机704的进料端。
31.装瓶设备7的具体工作流程为:高速智能理瓶机701将药瓶通过输送带送入至数粒机702,数粒机702接收来自包衣机5出来的包衣片,并将包衣片按照预设的数量灌入药瓶中,灌装后的药瓶通过输送带继续传输至高速智能直线式旋盖机703进行加盖、旋盖。加盖后的药瓶通过输送带送入电磁封口机704中,对药瓶进行封口,得到包装后的片剂。
32.在一些实施例中,图3示出了根据本实用新型实施例的一种口服固体剂生产线的分区结构示意图。如图3所示,所述粉碎设备1、制粒设备2、硬胶囊充填机3、压片机4、包衣机5、泡罩包装机6以及装瓶设备7均设置在d级洁净区8。其中d级洁净区8具体指的是根据gmp标准划分的洁净操作区。在具体生产车间内可以实现为独立的生产房间,生产房间可以通过在厂房隔断形成或者采用砖墙施工建造而成并配备相应的设备以使对应区域达到洁净标准。本实用新型通过对各个设备的放置区域结合gmp标准进行合理布局,在保证生产质量的同时,有效地控制了生产成本。本实施例中未具体说明所处洁净操作区的设备默认为设置在一般生产区。
33.在一些实施例中,图4示出了根据本实用新型实施例的一种带有外包装系统的口服固体剂生产线的结构示意图。如图4所示,所述口服固体剂生产线还包括外包装系统9,所述泡罩包装机6和所述装瓶设备7的出料端均连接所述外包装系统9。在进入外包装系统9之前,口服固体剂已经进行内包装,因此可以将整个外包装系统9设置在一般生产区10。
34.在一些实施例中,图5示出了根据本实用新型实施例的一种口服固体剂生产线的外包装系统的结构图。如图5所示,所述外包装系统9包括依次连接的贴标机901、自动装盒机902、在线称重机903、多米诺激光机904、全自动薄膜捆包机905、全自动开装封一体机906、即打即贴贴标机907以及无人化打包机908,所述泡罩包装机6连接所述自动装盒机902,所述装瓶设备7连接所述贴标机901。
35.外包装系统9用于对片剂和胶囊剂进行包装。其中装瓶后产品需要对应贴上标签,因此装瓶设备7连接所述贴标机901,对药瓶进行贴签。而泡罩包装后的产品可以直接进入到自动装盒机902进行装盒。其中外包装系统9可以设置一条外包装线或多条外包装线,多条外包装线用于分别对片剂和胶囊剂进行外包装。具体来说,瓶装产品先进入贴标机901进行贴标,泡罩包装产品可直接通过自动装盒机902进行装盒。装盒过后的处理工序基本一致,通过在线称重机903进行称重检测,以检查是否有漏装(例如缺药、缺说明书等),合格后进入到多米诺激光机904对盒体进行打码,然后通过全自动薄膜捆包机905进行覆膜捆包,再通过全自动开装封一体机906进行装箱,装箱后通过打即贴贴标机907在箱体外侧贴上对应标签,最后通过无人化打包机908对箱体进行打包,得到最终产品。
36.在一些实施例中,请继续参考图5,所述无人化打包机908的出料端连接提升机909。所述提升机909用于将成品提升输送至库房。当然,也可以采用人工转运、轨道机器人转运等其他各种转存至库房的方式,提升机21的转运方式更适用于多层厂房设计,例如下层为生产车间,上层为库房,则使用提升机18可大大提升转运效率。也可以设置暂存框来对产品进行暂存,或者设置转运设备进行转运,转运设备包括叉车、搬运机器人等等。
37.需要说明的是,本实施例中所涉及到的粉碎设备1、制粒设备2、硬胶囊充填机3、压
片机4、包衣机5、泡罩包装机6、装瓶设备7、贴标机901、自动装盒机902、在线称重机903、多米诺激光机904、全自动薄膜捆包机905、全自动开装封一体机906、即打即贴贴标机907以及无人化打包机908等设备均为现有的设备,均可以通过市购获得。
38.仅作为示例,本实施例在具体使用时可能使用到的设备及对应功能间信息如表1:
39.表1.主要设备及对应功能间信息表
40.[0041][0042]
结合表1,本实施例在具体布置各个设备时,在厂房内布设多个房间,每个房间对应实现其相应的功能,功能从房间名称体现,房间编号用于区分各个房间。其中各个房间之间的设备连接方式包括管道连接和容器转移,例如液体之间的传输使用管道,固体之间的传输使用输送带。各个房间可以布置在同一层,也可以采用多层厂房的布局设计,本实施例
对此不作具体限制。
[0043]
以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1