汽车侧标牌的覆胶工装的制作方法
1.本实用新型涉及汽车外饰件安装技术领域,具体涉及一种汽车侧标牌的覆胶工装。
背景技术:
2.汽车在生活中占的比重越来越大,已经成为很多家庭不可缺少的一部份,随着生活水平的提高,人们对汽车的功能、配件、外观的要求也变得更高。汽车标牌载有车辆的生产商的标识,其设于汽车前部、后部以及侧部,其中侧标牌一般呈长条状,侧标牌的背面朝向车身凸伸设置有卡扣、卡舌类部件与车身钣金实现初步卡接,但是仅靠这些卡接结构无法保证侧标牌与车身钣金连接的可靠性,可能会引起侧标牌两端翘起、异响等问题,为了避免这些问题,通常还要在侧标牌的背面卡扣、卡舌以外的区域内粘上3m胶带,通过3m胶带将侧标牌粘接到车身钣金外板面上,3m胶粘接工艺具有可吸收零件之间的间隙,减少异响,提高乘坐舒适性、操作方便、粘接牢固可靠等优点。现有技术中3m胶片都是通过人工粘贴的,操作人员需要根据产品轮廓、操作要求,人工进行覆胶带,位置需要判定,人员需一定思考判定时间,工作时间长,效率低,成本相对较高;同时,操作人员按照产品轮廓度进行覆胶带,粘贴位置一致性不高,覆胶位置位置度没法管控,会造成产品的合格率低及返工现象;
技术实现要素:
3.本实用新型的目的是提供一种定位可靠且生产效率高的汽车侧标牌的覆胶工装。
4.为了实现上述目的,本实用新型采用的技术方案为:一种汽车侧标牌的覆胶工装,包括底座,底座上开设有与侧标牌轮廓相吻合的轮廓凹槽,轮廓凹槽的槽底与胶带对应位置处开设有胶带凹槽。
5.上述方案中,按照侧标牌产品数据,在底座上铣出与侧标牌产品轮廓吻合的轮廓凹槽、胶带位置按照胶带数据铣出胶带产品轮廓吻合的胶带凹槽,然后将胶带上朝向侧标牌一侧的离心纸撕掉后放置在胶带凹槽内,再将侧标牌卡到轮廓凹槽内,稍用力按压侧标牌胶带粘贴位置,确保胶带粘贴到侧标牌上,最后将侧标牌从工装上取出,翻转180
°
,确认粘贴状态。通过该覆胶工装,可实现内侧标牌类产品粘贴胶带效果,且一致性好、可控。
附图说明
6.图1为侧标牌的结构示意图;
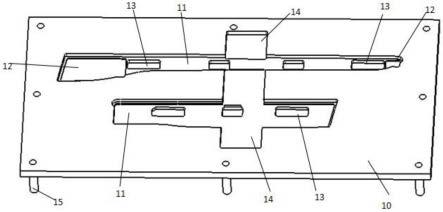
7.图2为覆胶工装的立体图;
8.图3为覆胶工装的俯视图;
9.图4为覆胶工装与侧标牌使用状态示意图。
具体实施方式
10.如图1-图4所示,一种汽车侧标牌的覆胶工装,包括底板10,底板10上开设有与侧
标牌a轮廓相吻合的轮廓凹槽11,轮廓凹槽11的槽底与胶带b对应位置处开设有胶带凹槽12。按照侧标牌a产品数据,在底座10上铣出与侧标牌a产品轮廓吻合的轮廓凹槽11、胶带b位置按照胶带数据铣出胶带b产品轮廓吻合的胶带凹槽12,然后将胶带b上朝向侧标牌a一侧的离心纸撕掉后放置在胶带凹槽12内,再将侧标牌a卡到轮廓凹槽11内,稍用力按压侧标牌a胶带粘贴位置,确保胶带b粘贴到侧标牌a上,最后将侧标牌a从工装上取出,翻转180
°
,确认粘贴状态。通过该覆胶工装,可实现内侧标牌类产品粘贴胶带效果,且一致性好、可控。
11.由于侧标牌a背面设置有卡扣c,因此要在轮廓凹槽11槽底上与侧标牌a背面卡扣c对应位置处开设有避让孔13,这样才能保证侧标牌a能够放入轮廓凹槽11内。
12.为了方便用手取放侧标牌a,轮廓凹槽11的中部位置旁侧的底板10上开设有取放凹槽14。
13.一般而言,侧标牌a具有一定的长度,因此我们在生产时是将其分成多段分别生产,因此底板10上开设有多个轮廓凹槽11,轮廓凹槽11的形状相同或相异,一般是将一辆车上要用到的侧标牌a一起覆胶,这样就不用后面再挑选了,提高了装配效率,也杜绝了错装的可能性,取放凹槽14连通多个轮廓凹槽11,只需加工一个取放凹槽14即可,简化加工工艺。
14.为了使得侧标牌a能够轻松到放入轮廓凹槽11内,轮廓凹槽11周边轮廓大于侧标牌a周边轮廓,同理为了使得胶带b能够轻松到放入胶带凹槽12内,胶带凹槽12周边轮廓大于胶带b周边轮廓。
15.优选的,轮廓凹槽11周边轮廓与侧标牌a周边轮廓之间留有0.5mm间隙,胶带凹槽12周边轮廓与胶带b周边轮廓之间留有0.5mm间隙。这种小间隙既能满足将侧标牌a能够轻松到放入轮廓凹槽11内、胶带b能够轻松到放入胶带凹槽12内,同时还能保证侧标牌a和胶带b在槽内位置的精确度。
16.所述的底板10由两层板体叠摞构成,上面一层板体的厚度大于胶带b的厚度,这样在上面一层底板上开设凹槽就形成了轮廓凹槽11,将上面一层底板打通就形成了胶带凹槽12,加工起来相当方便。
17.底板10的下板面向下凸伸设置有多根支撑杆15,用于支撑整个底座,方便放置。
技术特征:
1.一种汽车侧标牌的覆胶工装,其特征在于:包括底板(10),底板(10)上开设有与侧标牌(a)轮廓相吻合的轮廓凹槽(11),轮廓凹槽(11)的槽底与胶带(b)对应位置处开设有胶带凹槽(12)。2.根据权利要求1所述的汽车侧标牌的覆胶工装,其特征在于:轮廓凹槽(11)槽底上与侧标牌(a)背面卡扣(c)对应位置处开设有避让孔(13)。3.根据权利要求1所述的汽车侧标牌的覆胶工装,其特征在于:轮廓凹槽(11)的中部位置旁侧的底板(10)上开设有取放凹槽(14)。4.根据权利要求3所述的汽车侧标牌的覆胶工装,其特征在于:底板(10)上开设有多个轮廓凹槽(11),轮廓凹槽(11)的形状相同或相异,取放凹槽(14)连通多个轮廓凹槽(11)。5.根据权利要求1所述的汽车侧标牌的覆胶工装,其特征在于:轮廓凹槽(11)周边轮廓大于侧标牌(a)周边轮廓,胶带凹槽(12)周边轮廓大于胶带(b)周边轮廓。6.根据权利要求5所述的汽车侧标牌的覆胶工装,其特征在于:轮廓凹槽(11)周边轮廓与侧标牌(a)周边轮廓之间留有0.5mm间隙,胶带凹槽(12)周边轮廓与胶带(b)周边轮廓之间留有0.5mm间隙。7.根据权利要求1所述的汽车侧标牌的覆胶工装,其特征在于:所述的底板(10)由两层板体叠摞构成,上面一层板体的厚度大于胶带(b)的厚度。8.根据权利要求7所述的汽车侧标牌的覆胶工装,其特征在于:底板(10)的下板面向下凸伸设置有多根支撑杆(15)。
技术总结
本实用新型的目的是提供一种定位可靠且生产效率高的汽车侧标牌的覆胶工装,底座上开设有与侧标牌轮廓相吻合的轮廓凹槽,轮廓凹槽的槽底与胶带对应位置处开设有胶带凹槽。上述方案中,按照侧标牌产品数据,在底座上铣出与侧标牌产品轮廓吻合的轮廓凹槽、胶带位置按照胶带数据铣出胶带产品轮廓吻合的胶带凹槽,然后将胶带上朝向侧标牌一侧的离心纸撕掉后放置在胶带凹槽内,再将侧标牌卡到轮廓凹槽内,稍用力按压侧标牌胶带粘贴位置,确保胶带粘贴到侧标牌上,最后将侧标牌从工装上取出,翻转180
技术研发人员:李明友 张丽
受保护的技术使用者:合肥汇通控股股份有限公司
技术研发日:2022.08.17
技术公布日:2023/3/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1