一种纸塑淋膜包装材料生产用卷收装置的制作方法
1.本实用新型涉及包装材料卷收领域,尤其涉及一种纸塑淋膜包装材料生产用卷收装置。
背景技术:
2.包装材料是指用于制造包装容器、包装装潢、包装印刷、包装运输等满足产品包装要求所使用的材料,它即包括塑料、纸、竹本、天然纤维、化学纤维、复合材料等主要包装材料。
3.纸塑淋膜包装材料在生产加工时,需要采用相应的卷收装置对纸塑淋膜包装材料卷收处理。
4.相关技术中,现有的纸塑淋膜包装材料的卷收方式,通常采用一个卷绕轮的旋转,进行纸塑淋膜包装材料的卷收工作,然而当该卷绕轮卷满后,需要及时进行拆装更换,在拆装更换时,需要停止卷绕,待更换完毕后,才可以进行卷绕工作,连续性较差,降低了卷收的效率。
5.因此,有必要提供一种纸塑淋膜包装材料生产用卷收装置解决上述技术问题。
技术实现要素:
6.本实用新型提供一种纸塑淋膜包装材料生产用卷收装置,解决了连续性较差,降低了卷收效率的问题。
7.为解决上述技术问题,本实用新型提供的纸塑淋膜包装材料生产用卷收装置包括:
8.底座;
9.u型架,所述u型架固定于底座的顶部;
10.转动轴,所述转动轴的两端分别转动连接于u型架内壁的两侧,所述转动轴的外表面固定连接有旋转板,所述旋转板的两侧均开设有凹槽;
11.两个凹槽的内部均设置有紧固组件,两个所述紧固组件的内部均可拆卸式安装有收卷轮,所述旋转板背面的两侧均固定连接有电机,两个所述电机的输出轴分别与两个紧固组件连接;
12.所述旋转板的顶部和底部均固定连接有刀片。
13.优选的,所述紧固组件包括转动连接于凹槽内壁两侧的u型框,且两个所述u型框的顶部均设置有t型限位块,两个所述t型限位块均通过两个紧固螺栓分别与u型框的顶部连接,所述电机的输出轴与其中一个u型框的背面固定连接。
14.优选的,所述收卷轮的内部固定连接有旋转杆,所述旋转杆的两端均固定连接有用于插入u型框内部的矩形块。
15.优选的,所述转动轴的两端均贯穿u型架并延伸至u型架的外部,所述转动轴延伸至u型架外部的两端均固定连接有卡紧套,两个所述卡紧套的外表面均开设有两个卡口,且
u型架的正面和背面均滑动连接有t型插块。
16.优选的,所述u型架内壁的正面和背面之间转动连接有两个驱动辊,两个所述驱动辊的外表面均开设有环形定位槽。
17.优选的,所述u型架内壁正面一侧和背面的一侧之间转动连接有导向辊,所述u型架内壁的正面和背面之间滑动连接有u型块,所述u型块位于导向辊和驱动辊之间。
18.优选的,所述u型块内部转动连接有调节辊,所述u型架的转动连接有丝杆,所述丝杆的外表面螺纹连接有连接板,且连接板与u型架内壁的正面和背面固定连接。
19.与相关技术相比较,本实用新型提供的纸塑淋膜包装材料生产用卷收装置具有如下有益效果:
20.本实用新型提供一种纸塑淋膜包装材料生产用卷收装置,通过紧固组件的设置,便于工作人员对收卷轮进行拆装,而且通过电机的启动,即可带动收卷轮进行旋转,进行纸塑淋膜包装材料的收卷工作,而且通过转动轴的旋转,可以控制两个收卷轮进行位置转换,便于工作人员将收卷后的收卷轮转换至一侧,且将未收卷的收卷轮转换至收卷的位置,具有良好的位置转换功能,解决了在对收卷轮更换时,无法进行收卷操作,降低了收卷的效率,连续性较差的问题。
附图说明
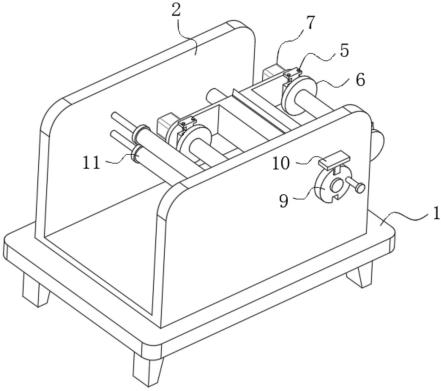
21.图1为本实用新型提供的纸塑淋膜包装材料生产用卷收装置的第一实施例的结构示意图;
22.图2为图1所示的旋转板的结构示意图;
23.图3为图2所示的紧固组件的结构示意图;
24.图4为图2所示的收卷轮的结构示意图;
25.图5为本实用新型提供的纸塑淋膜包装材料生产用卷收装置的第二实施例的结构示意图;
26.图6为图5所示的u型架的结构剖视图。
27.图中标号:1、底座;2、u型架;3、转动轴;4、旋转板;5、紧固组件;51、u型框;52、t型限位块;6、收卷轮;61、旋转杆;62、矩形块;7、电机;8、刀片;9、卡紧套;10、t型插块;11、驱动辊;12、导向辊;13、调节辊;14、丝杆;15、连接板;16、u型块。
具体实施方式
28.下面结合附图和实施方式对本实用新型作进一步说明。
29.第一实施例
30.请结合参阅图1、图2、图3、图4,其中,图1为本实用新型提供的纸塑淋膜包装材料生产用卷收装置的第一实施例的结构示意图;图2为图1所示的旋转板的结构示意图;图3为图2所示的紧固组件的结构示意图;图4为图2所示的收卷轮的结构示意图。纸塑淋膜包装材料生产用卷收装置包括:
31.底座1;
32.u型架2,u型架2固定于底座1的顶部;
33.转动轴3,转动轴3的两端分别转动连接于u型架2内壁的两侧,转动轴3的外表面固
定连接有旋转板4,旋转板4的两侧均开设有凹槽;
34.两个凹槽的内部均设置有紧固组件5,两个紧固组件5的内部均可拆卸式安装有收卷轮6,旋转板4背面的两侧均固定连接有电机7,两个电机7的输出轴分别与两个紧固组件5连接;
35.旋转板4的顶部和底部均固定连接有刀片8;
36.通过刀片8的设置,用于对纸塑淋膜包装材料进行裁断,便于不同收卷轮6的转换;
37.通过紧固组件5的设置,便于工作人员对收卷轮6进行拆装,而且通过电机7的启动,即可带动收卷轮6进行旋转,进行纸塑淋膜包装材料的收卷工作;
38.通过转动轴3的旋转,可以控制两个收卷轮6进行位置转换,便于工作人员将收卷后的收卷轮6转换至一侧,且将未收卷的收卷轮6转换至收卷的位置,具有良好的位置转换功能,解决了在对收卷轮6更换时,无法进行收卷操作,降低了收卷的效率,连续性较差的问题。
39.紧固组件5包括转动连接于凹槽内壁两侧的u型框51,且两个u型框51的顶部均设置有t型限位块52,两个t型限位块52均通过两个紧固螺栓分别与u型框51的顶部连接,电机7的输出轴与其中一个u型框51的背面固定连接;
40.电机7与外界的电源和控制开关连接,用于带动其中一个u型框51进行旋转,进而可以带动收卷轮6进行旋转。
41.收卷轮6的内部固定连接有旋转杆61,旋转杆61的两端均固定连接有用于插入u型框51内部的矩形块62;
42.通过矩形块62的设置,用于插入对应位置的u型框51中,配合紧固螺栓将t型限位块52进行固定,完成收卷轮6与两个u型框51的拆装连接。
43.转动轴3的两端均贯穿u型架2并延伸至u型架2的外部,转动轴3延伸至u型架2外部的两端均固定连接有卡紧套9,两个卡紧套9的外表面均开设有两个卡口,且u型架2的正面和背面均滑动连接有t型插块10;
44.通过转动轴3的旋转,可以带动卡紧套9进行旋转,通过卡紧套9的旋转,即可将两个卡口的位置进行转换,而且通过t型插块10向下的运动,即可插入对应位置的卡口中,对卡紧套9进行卡紧,进而对转动轴3卡紧,保证其两个卷收部件位置转换后的稳定性。
45.u型架2内壁的正面和背面之间转动连接有两个驱动辊11,两个驱动辊11的外表面均开设有环形定位槽;
46.通过两个驱动辊11的设置,用于对纸塑淋膜包装材料进行导向,而且通过可以对纸塑淋膜包装材料进行驱动,通过环形定位槽的开设,用于对纸塑淋膜包装材料的两侧进行定位,避免出现左右偏移,影响收卷效果的问题。
47.本实用新型提供的纸塑淋膜包装材料生产用卷收装置的工作原理如下:
48.将旋转杆61两端的矩形块62插入对应位置的u型框51中,配合紧固螺栓将t型限位块52与u型框51进行固定,完成收卷轮6与两个u型框51的固定,相反将拧松紧固螺栓,即可将t型限位块52失去与u型框51的安装,即可进行收卷轮6的拆卸;
49.通过电机7的启动,可以带动收卷轮6进行旋转,通过收卷轮6的旋转,即可进行纸塑淋膜包装材料的收卷工作;
50.当其中一个收卷轮6卷绕结束后,通过手动旋转转动轴3,通过转动轴3的旋转,即
可带动旋转板4进行旋转,进而可以控制两个收卷轮记性位置转换,并且通过刀片8进行裁断,进行纸塑淋膜包装材料与不同收卷轮6的更换,再向下运动t型插块10,可以插入对应位置的卡口中,对卡紧套9进行卡紧,进而对转动轴3卡紧,保证其两个卷收部件位置转换后的稳定性。
51.第二实施例
52.请结合参阅图5-6,基于本技术的第一实施例提供的纸塑淋膜包装材料生产用卷收装置,本技术的第二实施例提出另一种纸塑淋膜包装材料生产用卷收装置。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
53.具体的,本技术的第二实施例提供的纸塑淋膜包装材料生产用卷收装置的不同之处在于,u型架2内壁正面一侧和背面的一侧之间转动连接有导向辊12,u型架2内壁的正面和背面之间滑动连接有u型块16,u型块16位于导向辊12和驱动辊11之间。
54.u型块16内部转动连接有调节辊13,u型架2的转动连接有丝杆14,丝杆14的外表面螺纹连接有连接板15,且连接板15与u型架2内壁的正面和背面固定连接;
55.通过手动对丝杆14的旋转,可以带动u型块16上下运动,通过u型块16上下的运动,即可带动调节辊13上下运动,进行纸塑淋膜包装材料张紧度的调节,提高后续卷绕的效果,解决了纸塑淋膜包装材料紧度较小时,造成卷绕松缓的问题,以及紧度较大时,造成纸塑淋膜包装材料的断裂。
56.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1