一种物料自动上料结构及生产线系统的制作方法
1.本实用新型涉及手机屏幕制造技术领域,特别涉及一种尤其适合于手机屏幕背光板组装设备上料的物料自动上料结构及生产线系统。
背景技术:
2.目前随着智能制造技术的高速发展,对传统的劳动密集型制造行业造成了严重冲击,尤其是对于高人力成本、高劳动强度、高机械重复性的制造技术领域,将越来越被自动化制造设备所代替。尤其是对产能、效率要求较高的手机屏幕制造行业,特别是背光板的组装,传统的背光板人工上料方式存在劳动强度高、人力上料效率低且人工调整上料角度操作繁琐、定位精度低的缺陷,导致长时间的高强度工作造成工人疲劳、作业效率进一步降低且生成成本和生产安全隐患提高。
3.为提高上料效率,现有技术中出现了用于板状物料上料的物料自动上料结构,但这类自动上料结构通常仅具有两个(平移和升降)或三个(三轴联动)轴向移动自由度,缺乏用于调整上料角度的旋转自由度。此外,现有的用于导向堆放板状物料的料仓通常为固定尺寸,无法调节料仓尺寸以适应不同尺寸板状物料的导向堆放,导致物料自动上料结构的通用性及适配性较差。
4.因此,现有的用于手机屏幕背光板等板状物料组装设备的物料自动上料结构缺乏用于调整上料角度的旋转自由度,以及料仓尺寸固定导致通用性低是本领域亟待解决的技术问题。
技术实现要素:
5.本实用新型为了解决上述现有技术中用于手机屏幕背光板等板状物料组装设备的物料自动上料结构缺乏用于调整上料角度的旋转自由度,以及料仓尺寸固定导致通用性低的技术问题,提出一种尤其适合于手机屏幕背光板组装设备上料的物料自动上料结构及应用其的生产线系统。
6.为解决以上技术问题,本实用新型采用的技术方案是:
7.本实用新型提出了一种物料自动上料结构,包括:
8.三轴驱动装置,用于驱动取料移载装置三轴移动;
9.取料移载装置,用于从升降料仓装置拿取物料并将物料移载并上料至物料输送装置;
10.旋转驱动装置,安装在三轴驱动装置上,用于驱动取料移载装置绕平行于竖直方向的旋转轴定轴转动以调整物料的上料角度。
11.进一步地,升降料仓装置包括:
12.至少一个堆料引导结构,用于将多个物料沿竖直方向限位堆叠成物料组;
13.升降驱动机构,用于将物料组沿堆料引导结构整体提升,以使物料组的最顶端位于堆料引导结构的最顶端。
14.进一步地,堆料引导结构包括:
15.第一堆料导条,沿第一水平方向设有多根,任意相邻两根第一堆料导条可调节彼此之间的间距;
16.第二堆料导条,与第一堆料导条平行设置,且第二堆料导条的数量及位置与第一堆料导条相对应,相邻两根第二堆料导条与对应的相邻两根第一堆料导条之间形成用于容纳一个堆叠的物料组的堆料仓储空间。
17.进一步地,堆料引导结构还包括:
18.至少一个底座,沿第一水平方向延伸设置于底座上的第一导轨,安装于第一导轨上的第一滑块组,固定安装于第一滑块组上且沿竖直方向向上延伸的第一堆料导条,任意相邻两根第一堆料导条可通过第一滑块组调节彼此之间的间距;
19.设于底座上且平行于第一导轨的第二导轨,安装于第二导轨上的第二滑块组,任意相邻两根第二堆料导条可通过第二滑块组调节彼此之间的间距。
20.进一步地,堆料引导结构还包括:
21.设置于底座上且平行于第一导轨的第一凸条,第一凸条的顶端高度与第一滑块组的顶端高度相平齐,第一凸条设有与第一滑块组相对应的第一固定孔组;
22.第一支撑板,固定安装于第一滑块组和第一凸条的顶端,第一支撑板设有与第一固定孔组相匹配的第一腰型孔,第一堆料导条固定安装于第一支撑板上,通过锁紧螺丝和第一腰型孔、第一固定孔组配合将第一滑块组锁定于第一导轨;
23.设置于底座上且平行于第二导轨的第二凸条,第二凸条的顶端高度与第二滑块组的顶端高度相平齐,第二凸条设有与第二滑块组相对应的第二固定孔组;
24.第二支撑板,固定安装于第二滑块组和第二凸条的顶端,第二支撑板设有与第二固定孔组相匹配的第二腰型孔,第二堆料导条固定安装于第二支撑板上,通过锁紧螺丝和第二腰型孔、第二固定孔组配合将第二滑块锁定于第二导轨。
25.进一步地,堆料引导结构还包括:至少一个沿平行于第一水平方向的第二水平方向延伸设置于底座上的第三导轨,安装于第三导轨上的第三滑块组,固定安装于第三滑块组顶端且沿第一水平方向延伸的条状滑座,第二导轨安装于条状滑座顶端;
26.相邻两根第二堆料导条与对应的相邻两根第一堆料导条可通过第三滑块组调节彼此之间在第二水平方向上的间距。
27.进一步地,堆料引导结构还包括:
28.固定安装于底座远离第一导轨的一侧且向上延伸的安装支架,沿第二水平方向穿过安装支架且与安装支架螺纹连接的调节螺杆,调节螺杆的一端设有波纹旋钮,调节螺杆的另一端固定连接于条状滑座;
29.通过旋转波纹旋钮定位调节相邻两根第二堆料导条与对应的相邻两根第一堆料导条之间在第二水平方向上的间距。
30.进一步地,升降驱动机构包括:
31.固定安装于堆料引导结构一侧且沿竖直方向延伸设置的升降同步带轮模组,用于驱动一升降运动件竖直升降运动;
32.固定安装于升降运动件上且沿第二水平方向伸入堆料仓储空间、位于物料组下方的顶料条,用于顶升物料组以使物料组的最顶端位于对应的堆料仓储空间的最顶端。
33.进一步地,升降驱动机构还包括:
34.覆盖安装于底座上方的顶盖,顶盖的顶端位于底座和堆料仓储空间的最顶端之间,在顶料条低于顶盖的顶端时,物料组的多个物料在堆料仓储空间内依次堆叠于顶盖的顶端;
35.当取料移载装置从对应物料组拿取并移载一个物料时,顶料条可将对应的物料组沿堆料引导结构整体提升一个物料高度的单位行程,以使对应物料组最顶端的物料被顶升至堆料仓储空间的最顶端。
36.本实用新型还提供一种生产线系统,包括上述的物料自动上料结构,还包括设于物料输送装置的输送方向的末端的生产设备,用于对从物料输送装置输送的物料进行产品组装。
37.与现有技术比较,本实用新型提供的物料自动上料结构,其物料移载机构为具有四个自由度的四轴联动机构,具有用于拿取并移载板状物料的三个轴向移动自由度和一个用于调整板状物料的上料角度的旋转自由度,可实现定点取料并将物料沿三维空间移载至物料输送装置上一点进行上料,并旋转物料以调整其上料角度,以适配下一环节的物料组装设备的上料角度要求,从而进一步提升上料效率。此外,其升降料仓装置的用于导向堆放板状物料的料仓可调节尺寸,以适应不同尺寸板状物料的导向堆放,提高了物料自动上料结构及应用其的生产线系统的通用性及适配性。
附图说明
38.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
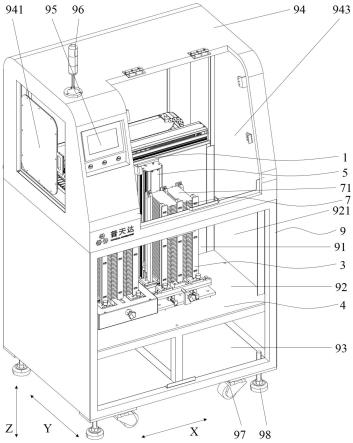
39.图1为本实用新型实施例中物料自动上料结构的整机结构示意图;
40.图2为本实用新型实施例中物料自动上料结构的机壳内部结构示意图一;
41.图3为图2的局部放大结构示意图;
42.图4为本实用新型实施例中物料自动上料结构的机壳内部结构示意图二;
43.图5为图4的局部放大结构示意图;
44.图6为本实用新型实施例中物料自动上料结构的三轴驱动装置、旋转驱动装置和取料移载装置的结构示意图;
45.图7为本实用新型实施例中物料自动上料结构的升降料仓装置的其中一个底座对应的堆料引导结构及升降驱动机构的结构示意图。
46.其中,图中各附图主要标记:
47.1、三轴驱动装置;11、第一线性运动机构;12、第二线性运动机构;13、气缸升降机构;2、取料移载装置;21、吸盘挂架;22、真空吸盘;3、堆料引导结构;31、第一堆料导条;32、第二堆料导条;4、工作台;41、底座;411、安装支架;412、调节螺杆;413、波纹旋钮;42、第一导轨;421、第一滑块组;43、第一支撑板;44、第一凸条;45、第二导轨;451、第二滑块组;46、第二支撑板;47、第二凸条;48、第三导轨;481、第三滑块组;49、条状滑座;5、升降驱动机构;51、升降同步带轮模组;52、顶料条;53、顶盖;531、让位结构;6、旋转驱动装置;61、驱动电
机;7、物料组;71、物料;8、堆料仓储空间;9、机壳;91、竖隔板;92、机壳工作空间;921、上料开口;922、检修门;93、机壳储料空间;94、保护罩盖;941、观察窗;942、投料门;943、保护罩盖开口;95、操控面板;96、蜂鸣器;97、导向轮;98、缓冲脚垫;99、光纤传感器。
48.其中,图中其它标记:
49.x、第一水平方向;y、第二水平方向;z、竖直方向。
具体实施方式
50.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型的原理及结构进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
51.请一并参阅图1-7,本实用新型提出一种物料自动上料结构,包括:三轴驱动装置1,用于驱动取料移载装置2三轴移动;取料移载装置2,用于从升降料仓装置拿取在此预先导向堆叠放置的物料71,并将物料71移载并上料至物料输送装置,再由物料输送装置将物料71输送至下一生产设备对物料71进行组装作业;旋转驱动装置6,用于驱动取料移载装置2绕平行于竖直方向z的旋转轴定轴转动以调整物料71相对物料输送装置的上料角度,通过上述第一至旋转驱动装置6实现快速将物料71从升降料仓装置移载至物料输送装置并精准上料,可以匹配下一生产设备的组装物料作业对物料上位的位置及角度的定位精度要求。
52.请一并参阅图2-5,在本实施例中,物料自动上料结构还包括:机壳9,该机壳9优选呈矩形;设于机壳9内的工作台4,用于支撑升降料仓装置及待移载物料。升降料仓装置包括:安装于工作台4上的至少一个沿竖直方向z向上延伸设置的堆料引导结构3,每个堆料引导结构3用于将多个物料71从工作台4上方沿竖直方向z向上限位堆叠成物料组7,直至物料组7的最顶端的物料71的高度达到堆料引导结构3的最顶端高度,且物料组7最顶端的物料71高度处于取料移载装置2拿取物料的取料工位(该取料工位相对机壳9及工作台4的位置、高度由根据实际生产情况由物料自动上料结构的中控系统预设);安装于堆料引导结构3一侧的升降驱动机构5,用于将物料组7沿堆料引导结构3整体提升,以使物料组7的最顶端的物料71的高度保持在堆料引导结构3的最顶端高度,即原先最顶端的物料71被取料移载装置2移走后,原先位于物料组7最顶端的物料的下层物料被提升至原先最顶端的物料所处的高度,即将原先位于物料组7最顶端的物料71的下层物料上移以填补空缺的取料工位。
53.请一并参阅图2-5、7,在本实施例中,堆料引导结构3包括:第一堆料导条31,沿第一水平方向x设有多根,任意相邻两根第一堆料导条31可调节彼此之间的间距;第二堆料导条32,与第一堆料导条31平行设置,且第二堆料导条32的数量及位置与第一堆料导条31相对应,相邻两根第一堆料导条31和对应的相邻两根第二堆料导条32之间(即两个第一堆料导条31和两个第二堆料导条32一共四部分引导结构之间)构成一个用于容纳并堆叠物料的堆料仓储空间8(该堆料仓储空间8为一沿竖直方向z从对应第一滑块和第三滑块顶端所在水平面向上延伸的矩形柱状空间,其在水平剖切面上的截面为一与水平设置的矩形板状物料的水平剖切截面尺寸相匹配的矩形),多个物料71在该堆料仓储空间8内限位堆叠成物料组7。
54.在本实施例中,堆料引导结构3还包括:安装于工作台4上的至少一个底座41,该底座41优选呈矩形板状,沿第一水平方向x延伸设置于底座41上的第一导轨42(第一导轨42优
选设置一个,也可以设置更多),安装于第一导轨42上的第一滑块组421,第一滑块组421包括均匀间隔设置于第一导轨42上的至少两个第一滑块,一一对应固定安装于每个第一滑块上且沿竖直方向z向上延伸的第一堆料导条31,任意相邻两根第一堆料导条31可通过第一滑块组421调节彼此之间的间距。
55.在本实施例中,堆料引导结构3还包括:沿第一水平方向x设置于底座41上的第二导轨45(第二导轨45优选设置一个,也可以设置更多),安装于第二导轨45上的第二滑块组451,第二滑块组451包括均匀间隔设置于第二导轨45上且与第一滑块组421的各个第一滑块一一正对匹配的至少两个第二滑块,固定安装于第二滑块上且沿竖直方向z向上延伸的第二堆料导条32;在另一种实施例中,第一导轨42和第二导轨45也可以直接设置在工作台4上,而无需在工作台4上设置底座41。
56.在本实施例中,堆料引导结构3还包括:至少一个沿第二水平方向y延伸(第二水平方向y垂直于第一水平方向x,即为垂直于第一导轨42的水平方向)设置于底座41上的第三导轨48,安装于第三导轨48上的第三滑块组481,第三滑块组481包括至少一个第三滑块;固定安装于第三滑块顶端且沿第一水平方向x延伸的条状滑座49,第二导轨45安装于条状滑座49顶端,相邻两根第二堆料导条32与对应的相邻两根第一堆料导条31之间可通过第三滑块组481调节彼此之间在第二水平方向y上的间距;在本实施例中,在底座41上间隔设置两个第三导轨48,两个第三滑块分别对应安装于两个第三导轨48上,条状滑座49的底端分别对应固定安装于两个第三滑块的顶端,两个第三滑块通过条状滑座49联动同步运动并组成第三滑块组481;在其它实施例中,还可以在底座41上间隔设置三个或更多的第三导轨48及对应包括三个或更多第三滑块的第三滑块组481。
57.在本实施例中,堆料引导结构3还包括:沿第一水平方向x延伸(即平行于第一导轨42)设置于底座41顶端且位于第一导轨42一侧的第一凸条44,第一凸条44的顶端高度与第一滑块组421(第一滑块)的顶端高度相平齐,第一凸条44设有与第一滑块组421相对应的第一固定孔组;第一滑块组421的每个第一滑块顶端固定安装一个第一支撑板43,第一支撑板43水平延伸至第一凸条44上方并抵接支撑于第一凸条44顶端,第一支撑板43水平延伸至第一凸条44上方的一端设有第一腰型孔,该第一腰型孔与第一凸条44的第一固定孔组的对应一个第一固定孔相匹配,通过锁紧螺丝和第一腰型孔、第一固定孔配合将第一滑块调节至第一导轨42指定位置后锁紧定位于第一导轨42(即通过锁紧螺丝和每个第一滑块对应的第一支撑板43的第一腰型孔、第一固定孔组配合将第一滑块组421锁定于第一导轨42),从而调节第一滑块组421的相邻第一滑块之间在第一水平方向x上的间距,以适配在第一水平方向x上不同尺寸的板状物料;第一堆料导条31固定安装于第一支撑板43上。
58.在本实施例中,堆料引导结构3还包括:沿第一水平方向x(即平行于第二导轨45)延伸设置于条状滑座49顶端且位于第二导轨45一侧的第二凸条47,第二凸条47的顶端高度与第二滑块组451(第二滑块)的顶端高度相平齐,第二凸条47设有与第二滑块组451相对应的第二固定孔组,第二滑块组451的每个第二滑块顶端固定安装一个第二支撑板46;在本实施例中,第一导轨42、第二导轨45和第三导轨48的高度(厚度)相等,第一滑块、第二滑块和第三滑块的高度(厚度)相等,第二支撑板46顶端的高度高于第一支撑板43顶端的高度,第二支撑板46水平延伸至第二凸条47上方并抵接支撑于第二凸条47顶端,第二支撑板46水平延伸至第二凸条47上方的一端设有第二腰型孔,该第二腰型孔与第二凸条47的第二固定孔
组的对应一个第二固定孔相匹配,通过锁紧螺丝和第二腰型孔、第二固定孔配合将第二滑块调节至第二导轨45指定位置后锁紧定位于第二导轨45(即通过锁紧螺丝和每个第二滑块对应的第二支撑板46的第二腰型孔、第二固定孔组配合将第二滑块组451锁定于第二导轨45),从而对应第一滑块组421的调整调节第二滑块组451的相邻第二滑块之间在第一水平方向x上的间距,以适配在第一水平方向x上不同尺寸的板状物料;第二堆料导条32固定安装于第二支撑板46上。
59.在另一种实施例中,第一固定孔和第二固定孔也可以分别对应直接设置在底座41和条状滑座49顶端,通过锁紧螺丝和第一腰型孔、底座41上的第一固定孔配合将第一滑块调节至第一导轨42指定位置后锁紧定位于第一导轨42,并通过锁紧螺丝和第二腰型孔、条状滑座49上的第二固定孔配合将第二滑块调节至第二导轨45指定位置后第二滑块锁紧定位于第二导轨45,而无需在底座41上设置第一凸条44和在条状滑座49上设置第二凸条47。
60.在本实施例中,堆料引导结构3还包括:固定安装于底座41远离第一导轨42的一侧且向上延伸的安装支架411,沿第二水平方向y穿过安装支架411、且通过其杆部外螺纹与安装支架411的安装孔的内螺纹螺纹连接的调节螺杆412,调节螺杆412的一端设有波纹旋钮413以便手动旋转调节螺杆412相对安装支架411向第一导轨42旋进(即向第一导轨42靠近)或回退(即远离第一导轨42缩回),调节螺杆412的另一端固定连接于第二凸条47,使得旋转波纹旋钮413可驱动调节螺杆412带动第二凸台、条状滑座49、第二滑块组451及对应的第二堆料导条32沿第二水平方向y靠近或远离第一导轨42线性运动,从而调节第一滑块组421和第二滑块组451的对应第一滑块和第二滑块之间在第二水平方向y上的间距,以适配在第二水平方向y上不同尺寸的板状物料。在另一种实施例中,调节螺杆412的另一端也可以固定连接于条状滑座49。
61.请一并参阅图2、4-5、7,在本实施例中,升降驱动机构5包括:固定安装于底座41远离安装支架411的一侧的沿竖直方向z延伸设置的升降同步带轮模组51,用于驱动一升降运动件竖直升降运动;在其它实施例中,升降同步带轮模组51也可以采用齿轮齿条、气缸活塞杆、丝杠螺母等线性驱动机构代替;固定安装于升降运动件上且沿第二水平方向y伸入堆料仓储空间8的顶料条52,用于顶升对应的物料组7,以使对应的物料组7的最顶端位于对应的堆料仓储空间8的最顶端;安装于工作台4且覆盖于底座41上方的顶盖53,顶盖53的顶板高于第二支撑板46且位于底座41和堆料仓储空间8的最顶端之间,在顶料条52低于顶盖53的顶板时,物料组7的多个物料71在堆料仓储空间8内依次堆叠于顶板顶端,顶盖53设有为第一堆料导条31、第二堆料导条32和、顶料条52和调节螺杆412让位的让位结构531。
62.在本实施例中,顶盖53的顶板顶端水平固定安装有尺寸适配堆料仓储空间8的条状置料板,用于堆叠承载物料组7;让位结构531采用分别对应第一堆料导条31、第二堆料导条32和顶料条52的让位口,其中对应第一堆料导条31、第二堆料导条32的让位口设于顶盖53的顶板上,对应顶料条52的让位口连通顶盖53的顶板和顶盖53面向顶料条52的侧板,对应调节螺杆412的让位口设于顶盖53面向安装支架411的另一个侧板上。在其它实施例中,也可以在底座41上设置用于置放物料组7的置料架,置料架与底座41之间的间距可容纳顶料条52伸入,且置料架上设有为顶料条52让位的开口,而无需设置安装于工作台4且覆盖于底座41上方的顶盖53。
63.在一种实施例中,升降同步带轮模组51正对顶盖53高度的位置安装有光纤传感器
99,用于将顶料条52顶升定位于与对应物料组7的最底端的物料下表面相抵接。具体地,在对应的顶料条52向上穿过让位结构531时并抵达与对应物料组7最底端的物料下表面相抵接的顶料工位时感应顶料条52并生成感应信号传递至物料自动上料结构的中控系统,中控系统根据感应信号生成相应的控制信号使升降驱动机构5停止动作以使顶料条52顶升定位至顶料工位,并待命准备由升降驱动机构5接受提升物料组7的控制指令驱动顶料条52执行顶升动作以提升物料组7。
64.当取料移载装置2从对应物料组7拿取并移载一个物料71时,顶料条52可将对应的物料组7沿堆料引导结构3整体提升一个物料高度的单位行程,以使对应物料组7最顶端的物料被顶升至堆料仓储空间8的最顶端。
65.具体地,当升降驱动机构5接受提升物料组7的控制指令后,驱动顶料条52从顶料工位将对应的物料组7沿堆料引导结构3整体提升一个物料高度的单位行程,以使位于对应物料组7最顶端的物料71被取走后,其成为新的最顶端物料的下层物料高度被顶升至处于取料工位。具体地,当取料移载装置2从取料工位拿取位于对应物料组7最顶端的物料71并将物料移载并上料至物料输送装置,且由原先物料组7最顶端的物料71下层的物料在原先物料组7最顶端的物料71被取走后构成新的物料组7最顶端的物料时,对应的升降同步带轮模组51驱动对应的升降运动件带动对应的顶料条52向上穿过让位结构531,并在触发光纤传感器99时定位顶升至位于与对应物料组7最底端的物料下表面相抵接的顶料工位,此时对应的升降同步带轮模组51的步进电机控制顶料条52向上运动并将物料组7整体沿竖直方向z在对应堆料仓储空间8内向上顶升一个物料厚度(高度)的单位行程,使得新的物料组7最顶端的物料在对应堆料仓储空间8内的堆放高度提升一个单位行程,并填补原先物料组7最顶端的物料71被取走后形成的空缺进入取料工位。
66.在本实施例中,底座41沿第一水平方向x在工作台4上间隔设置有两个,每个底座41对应的第一滑块组421包括三个间隔设置的第一滑块,每个底座41对应的第二滑块组451包括与第一滑块组421的三个第一滑块一一对应设置的三个第二滑块,相邻第一堆料导条31和对应的相邻第二堆料导条32之间构成相邻设置的两个堆料仓储空间8,分别对应用于限位堆叠两个物料组7;升降驱动机构5分别对应两个底座41设有两个升降同步带轮模组51,每个升降同步带轮模组51包括间隔设置于对应升降运动件上的两个顶料条52,两个顶料条52分别对应伸入相邻设置的两个堆料仓储空间8,分别对应用于提升两个物料组7,即一次可同时设置四个物料组7。
67.当本实用新型提供的物料自动上料结构采用四堆料仓储空间8、可同时设置四个物料组7(即四料仓结构)的实施例时,可以更好地与下一环节的背光板组装设备的生产节奏合拍,从而与手机屏幕组装生产线系统配套使用。
68.在其它实施例中,底座41沿第一水培方向在工作台4上间隔设置有三个或更多个;在一种实施例中,每个底座41对应的第一滑块组421包括两个间隔设置的第一滑块,每个底座41对应的第二滑块组451包括与第一滑块组421的两个第一滑块一一对应设置的两个第二滑块,相邻第一堆料导条31和对应的相邻第二堆料导条32之间构成一个堆料仓储空间8,用于限位堆叠一个物料组7;在另一种实施例中,每个底座41对应的第一滑块组421包括四个或更多个间隔设置的第一滑块,每个底座41对应的第二滑块组451包括与第一滑块组421的四个或更多个第一滑块一一对应设置的四个或更多个第二滑块,相邻第一堆料导条31和
对应的相邻第二堆料导条32之间构成三个或更多个堆料仓储空间8,用于限位堆叠三个或更多个物料组7。
69.在本实施例中,机壳9呈矩形,工作台4采用水平座板,该水平座板在第一水平方向x上的两端分别对应连接于机壳9在第一水平方向x上的两侧,水平座板在第二水平方向y上的一端连接于机壳9在第二水平方向y上的一侧,机壳9的顶侧设有正对水平座板且尺寸与水平座板相匹配的顶侧开口,水平座板在第二水平方向y上的另一端和机壳9顶侧与顶侧开口相接一侧之间连接有一竖隔板91,竖隔板91在第一水平方向x上的两端分别对应连接于机壳9在第一水平方向x上的两侧,升降同步带轮模组51设于竖隔板91面向底座41的一侧,水平座板在第二水平方向y上的另一端设有为升降同步带轮模组51让位的让位口。
70.作为优选的实施例,顶侧开口、竖隔板91、水平座板和机壳9在第二水平方向y上的一侧和机壳9在第一水平方向x上的两侧之间围成机壳9工作空间,机壳9在第二水平方向y上的一侧设有至少一个可开启或封闭机壳9工作空间的检修门922;机壳9的顶侧、竖隔板91、水平座板、机壳9在第二水平方向y上的两侧、机壳9在第二水平方向y上的两侧和机壳9的底侧之间围成机壳9储料空间,该机壳9储料空间可用于储存待上料的物料及安装中控系统,机壳9在第二水平方向y上的另一侧设有至少一个可开启或封闭机壳9储料空间的储料门;机壳9工作空间贯通机壳9在第一水平方向x上的一侧,并在机壳9在第一水平方向x上的一侧形成用于向机壳9工作空间内引入物料输送装置让位的上料开口921;机壳9的顶部设有与机壳9的顶部周侧对接的保护罩盖94,顶侧开口并连通保护罩盖94的内部容纳空间和机壳9工作空间,保护罩盖94设有操控面板95、蜂鸣器96和至少一个可开启或闭合内部容纳空间的观察窗941和至少一个投料门942,保护罩在第一水平方向x上的一侧设有对接上料开口921的保护罩盖94开口。作为更优的实施例,机壳9底部设有多个导向轮97和缓冲脚垫98,分别对应用于导向移动整机和为整机提供支撑及缓冲避震。
71.实际生产应用中,本实用新型提供的物料自动上料结构通常采用四堆料仓储空间8、可同时设置四个物料组7(即四料仓结构)的实施例,沿第一水平方向x相对物料输送装置由远及近依次设置第一物料组7、第二物料组7、第三物料组7和第四物料组7(即对应两个底座41、四个堆料仓储空间8),取料移载装置2先依次取完第一物料组7和第二物料组7,然后依次对第三物料组7和第四物料组7进行取料、同时开启保护罩盖94上的对应投料门942对第一物料组7和第二物料组7进行补料(也可以先依次取完第三物料组7和第四物料组7,然后依次对第一物料组7和第二物料组7进行取料、同时开启保护罩盖94上的对应投料门942对第三物料组7和第四物料组7进行补料)。
72.请一并参阅图2、4、6,在本实施例中,三轴驱动装置1包括:设于升降料仓装置上方的第一线性运动机构11,用于驱动第二线性运动机构12沿第一水平方向x运动;第二线性运动机构12用于驱动第三线性运动机构沿第二水平方向y运动;第三线性运动机构用于驱动旋转驱动装置6沿竖直方向z运动。
73.作为优选的实施方式,第一线性运动机构11采用固定安装于堆料引导结构3上方且位于顶侧开口一侧的机壳9顶端的第一同步带轮模组,用于驱动第一运动件沿第一水平方向x平移运动;第二线性运动机构12采用固定安装于第一运动件上的第二同步带轮模组,用于驱动第二运动件沿第二水平方向y平移运动;第三线性运动机构采用固定安装于第二运动件上的气缸升降机构13,用于驱动第三运动件沿竖直方向z升降运动;旋转驱动装置6
包括固定安装于第三运动件上的驱动电机61,驱动电机61的输出轴平行于竖直方向z从驱动电机61向下延伸设置,用于驱动安装在驱动电机61的末端的取料移载装置2绕平行于竖直方向z的旋转轴定轴转动以调整物料71的上料角度。在其它实施例中,第一同步带轮模组、第二同步带轮模组也可以采用齿轮齿条、气缸活塞杆、丝杠螺母等线性驱动机构代替,气缸升降机构13也可以齿轮齿条、同步带轮、丝杠螺母等线性驱动机构代替,采用驱动电机61也可以采用旋转气缸代替。
74.在本实施例中,取料移载装置2包括:安装于第四运动件上的吸盘挂架21,设于吸盘挂架21上的多个真空吸盘22。在另一种实施例中,吸盘挂架21及真空吸盘22也可以采用适配于板料夹取的工装夹具代替。
75.本实用新型还提供一种生产线系统,包括上述的物料自动上料结构,还包括设于物料输送装置的输送方向的末端的生产设备,用于对从物料输送装置输送的物料71进行产品组装。
76.作为优选的实施例,物料71为背光板,生产设备为用于手机屏幕组件或模块的背光板组装环节的手机屏幕组装设备或背光板组装设备。
77.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1