高位码垛机的制作方法
1.本技术涉及袋装物料码垛设备技术领域,尤其是一种高位码垛机。
背景技术:
2.目前袋装物料的码垛方式主要有机械手码垛、人工码垛、三坐标码垛等,现有的码垛形式均采用机械手或者人工完成,无法实现码垛过程中的整形。具体地,袋装物料在高处被释放、以接近自由落体的方式堆叠起来,随着袋装物料逐渐码高、跺型容易歪斜,对于部分编织袋内部含有气体的产品甚至还会出现倒跺的情况。由于立体库对于跺型的偏差要求较为严格,如果出现跺型外形尺寸超差,必须人工拆包进行返工,费时费力。
技术实现要素:
3.本技术的目的是在于克服现有技术中存在的不足,提供一种高位码垛机。
4.为实现以上技术目的,本技术提供了一种高位码垛机,包括:上料机构,用于输送袋装物料;承接平台,用于接收上料机构输送而来的袋装物料;归正机构,用于对承接平台上的袋装物料整形;升降机构,升降机构包括:升降平台,设于承接平台下方;升降驱动组件,用于驱使升降平台靠近或远离承接平台;其中,承接平台包括第一平台和第二平台,承接平台具有组合状态和分离状态;承接平台处于组合状态时,第一平台和第二平台相互靠近、能够配合承托袋装物料;承接平台处于分离状态时,第一平台和第二平台相互间隔,承接平台上的袋装物料能够通过间隔落到升降平台上。
5.进一步地,高位码垛机还包括搬运机构,搬运机构用于接取上料机构上的袋装物料、并能够将袋装物料转移至承接平台上。
6.进一步地,搬运机构包括:顶升组件,用于接收上料机构输送而来的袋装物料、并能够沿竖直方向顶升袋装物料;夹爪,用于抓取顶升组件上的袋装物料;搬运驱动组件,用于驱使夹爪在顶升组件和承接平台之间往复移动。
7.进一步地,夹爪包括:第一爪部和第二爪部,第一爪部和第二爪部相对设置;夹持驱动件,用于驱使第一爪部和第二爪部相互靠近或远离;旋转驱动件,用于驱使第一爪部和第二爪部旋转。
8.进一步地,高位码垛机还包括预整形机构,预整形机构用于对进入承接平台前的袋装物料预整形;预整形机构包括:第一整形板和第二整形板,第一整形板和第二整形板相对设置在上料机构两侧;第一整形驱动件,用于驱使第一整形板和第二整形板相互靠近或远离;第三整形板,设于上料机构上方;第二整形驱动件,用于驱使第三整形板靠近或远离上料机构。
9.进一步地,高位码垛机还包括振动机构,振动机构用于对进入承接平台前的袋装物料振动,以便于振匀袋装物料。
10.进一步地,归正机构包括:第一归正板和第二归正板,第一归正板和第二归正板沿第一方向相对设置;第三归正板和第四归正板,第三归正板和第四归正板沿第二方向相对
设置;第一归正驱动组件,用于驱使第一归正板和第二归正板相互靠近或远离;第二归正驱动组件,用于驱使第三归正板和第四归正板相互靠近或远离;第一方向、第二方向和竖直方向两两垂直。
11.进一步地,第一归正板、第二归正板、第三归正板和第四归正板均包括至少两根归正杆,至少两根归正杆沿竖直方向间隔设置;第一归正板的归正杆能够与第三归正板或者第四归正板的归正杆交叉;第二归正板的归正杆能够与第三归正板或者第四归正板的归正杆交叉。
12.进一步地,高位码垛机还包括下料机构,下料机构用于接取并输出升降平台上完成码垛的袋装物料。
13.进一步地,高位码垛机还包括:机架,机架设于上料机构下游,承接平台、归正机构和升降机构设于机架中;和/或,托盘,置于升降平台上、用于承托袋装物料。
14.本技术提供了一种高位码垛机,包括上料机构、承接平台、归正机构和升降机构,升降机构包括升降平台和升降驱动组件,升降驱动组件用于驱使升降平台靠近或远离承接平台;承接平台包括第一平台和第二平台,第一平台和第二平台相互靠近、能够配合承托袋装物料,第一平台和第二平台相互间隔,承接平台上的袋装物料能够通过间隔落到升降平台上;使得升降机构在合适的位置承接完成整形的袋装物料,能够避免袋装物料掉落时损害自身形态和已经码垛好的袋装物料的垛型;同时,承接平台和升降平台配合,还能够对垛型的上下两侧进行整形,有利于垛型的稳定性和准确性。
附图说明
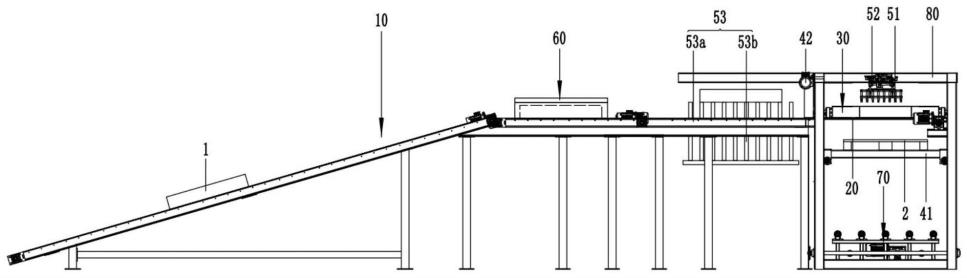
15.图1为本技术提供的一种高位码垛机的结构示意图;
16.图2为本技术提供的一种承接平台和归正机构的结构示意图;
17.图3为本技术提供的一种顶升组件的结构示意图;
18.图4为本技术提供的一种预整形机构的结构示意图;
19.图5为本技术提供的两种袋装物料的摆放形态;
20.图6为交替码垛图5所示的两种摆放形态的袋装物料后构成的垛型。
具体实施方式
21.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
22.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者
隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
24.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
25.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可以是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
26.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
27.本技术提供了一种高位码垛机,包括:上料机构10,用于输送袋装物料1;承接平台20,用于接收上料机构10输送而来的袋装物料1;归正机构30,用于对承接平台20上的袋装物料1整形;升降机构,升降机构包括:升降平台41,设于承接平台20下方;升降驱动组件42,用于驱使升降平台41靠近或远离承接平台20。
28.其中,承接平台20包括第一平台21和第二平台22,承接平台20具有组合状态和分离状态;承接平台20处于组合状态时,第一平台21和第二平台22相互靠近、能够配合承托袋装物料1;承接平台20处于分离状态时,第一平台21和第二平台22相互间隔,承接平台20上的袋装物料1能够通过间隔落到升降平台41上。
29.上料机构10可采用传送带、机动辊道等输送装置,也可以采用机器人、转运小车、天车等搬运装置。本技术并不限定上料机构10的具体构型。
30.上料机构10能够将袋装物料1输向承接平台20。接收袋装物料1时,承接平台20处于组合状态,第一平台21和第二平台22相互靠近、组合成一个较大的平台,以便于接收袋装物料1。袋装物料1到位后,归正机构30对袋装物料1进行整形,使得每一到达承接平台20的袋装物料1均能够具有相同的位置和摆放状态,不会错位或者歪斜。完成整形后,第一平台21和第二平台22相互远离,使得承接平台20从组合状态转化为分离状态,整形好的袋装物料1通过第一平台21和第二平台22之间的间隔掉落到升降平台41上。接到一个袋装物料1后,升降平台41向下移动一个工位,以便于接收下一个袋装物料1。
31.需要补充的是,承接平台20处于组合状态时,第一平台21和第二平台22能够相互毗邻、也能够略有间隔、还能够部分重叠,只要能够稳定地承托袋装物料1、以便于归正机构30对袋装物料1进行整形即可。
32.一实施方式中,承接平台20一次承接一个袋装物料1。
33.具体地,一个袋装物料1进入承接平台20后,归正机构30作用于该袋装物料1,调整
其摆放位置、朝向和自身形态;随后,承接平台20进入分离状态,袋装物料1向下掉落到升降平台41或者上一个袋装物料1上。
34.另一实施方式中,承接平台20一次承接多个袋装物料1。
35.具体可参照图5和图6,图示实施例中,承接平台20一次承接五个袋装物料1,码垛过程中,承接平台20上袋装物料1具有两种摆放形态,第一种摆放形态包括设置在前的三个竖向放置的袋装物料1、以及设置在后的两个横向放置的袋装物料1;第二种摆放形态包括设置在前的两个横向放置的袋装物料1、以及设置在后的三个竖向放置的袋装物料1;交替码垛两种摆放形态的袋装物料1,有利于垛型的稳定。
36.使得升降机构在合适的位置承接完成整形的袋装物料1,能够避免袋装物料1掉落时损害自身形态和已经码垛好的袋装物料1的垛型。
37.一实施方式中,接收第一个完成整形的袋装物料1前,先使得升降平台41靠近甚至抵靠承接平台20,如此,承接平台20进入分离状态后,承接平台20上的袋装物料1即可快速、准确地落到升降平台41上;由于袋装物料1的下落距离短,袋装物料1的到位可靠且迅速。随后,升降驱动组件42驱使升降平台41下降一个工位,使得第一个袋装物料1不高于承接平台20、以便于承接平台20恢复组合状态。承接平台20进入组合状态后,升降驱动组件42驱使升降平台41上升,直至第一个袋装物料1抵靠承接平台20,此时,承接平台20和升降平台41配合,能够对袋装物料1的上下两侧进行整形,能够避免袋装物料1凹凸不平、影响码垛的稳定性。升降平台41承接第二个袋装物料1前,使得第一个袋装物料1靠近甚至抵靠承接平台20;承接平台20再次进入分离状态,第二个袋装物料1即可落到第一个袋装物料1上;升降驱动组件42驱使升降平台41再次下降一个工位,使得第二个袋装物料1不高于承接平台20、以便于承接平台20恢复组合状态;承接平台20进入组合状态后,升降驱动组件42驱使升降平台41上升,直至第二个袋装物料1抵靠承接平台20,承接平台20和升降平台41配合、对垛型的上下两侧进行整形
……
以此类推,完成袋装物料1的码垛。
38.该实施方式中,升降机构能够通过逐层下降、快速承接整形后的袋装物料1;同时,承接平台20和升降平台41配合,还能够对垛型的上下两侧进行整形,有利于垛型的稳定性和准确性。
39.升降驱动组件42可采用电缸、直线模组、链条提升组件等驱动构件。本技术并不限定升降驱动组件42的具体构型。
40.归正机构30用于调整袋装物料1的摆放位置、朝向和自身形态。
41.一实施方式中,归正机构30包括:第一归正板31和第二归正板32,第一归正板31和第二归正板32沿第一方向相对设置;第三归正板33和第四归正板34,第三归正板33和第四归正板34沿第二方向相对设置;第一归正驱动组件,用于驱使第一归正板31和第二归正板32相互靠近或远离;第二归正驱动组件,用于驱使第三归正板33和第四归正板34相互靠近或远离;第一方向、第二方向和竖直方向两两垂直。
42.通过设置四个归正板(第一归正板31、第二归正板32、第三归正板33和第四归正板34),整形时,使得四个归正板从前、后、左、右四侧靠近并推挤袋装物料1,即可调整袋装物料1的摆放位置、朝向和自身形态。当承接平台20一次承接多个袋装物料1时,通过四个归正板的推挤,还能够压缩多个袋装物料1之间的间隙,以便于多个袋装物料1被推挤到预设位置、呈预设构型,进一步便于多层袋装物料1的码垛。
43.第一归正驱动组件和第二归正驱动组件可采用气缸、电缸等驱动构件。本技术并不限定第一归正驱动组件和第二归正驱动组件的具体构型。
44.需要补充的是,袋装物料1具有不同的规格;承接平台20一次承接多个袋装物料1时,承接的袋装物料1的数量不同,或者,多个袋装物料1的摆放方式不同,一层袋装物料1也具有不同的规格。为提高归正机构30的适用性,优选设置第一归正板31和第二归正板32沿第二方向具有较大的长度,同时,第三归正板33和第四归正板34沿第一方向具有较大的长度,以便于归正机构30对规格较大的袋装物料1进行四向的推挤整形。
45.但是,如果归正板设置为长条的板状结构,具有较大长度的归正板在相互靠近时会干涉、导致归正机构30无法对规格较小的袋装物料1进行整形。
46.为此,一实施方式中,第一归正板31、第二归正板32、第三归正板33和第四归正板34均包括至少两根归正杆,至少两根归正杆沿竖直方向间隔设置;第一归正板31的归正杆能够与第三归正板33或者第四归正板34的归正杆交叉;第二归正板32的归正杆能够与第三归正板33或者第四归正板34的归正杆交叉。
47.例如,图1和图2所示的实施例中,第一归正板31、第二归正板32、第三归正板33和第四归正板34均包括三根间隔设置的归正杆;归正机构30对规格较小的袋装物料1整形时,相邻的归正板的归正杆交叉,即可避免归正板相互干涉、进而确保归正板推挤袋装物料1;如此设置,也不会影响归正机构30对规格较大的袋装物料1进行整形。
48.可选地,第一归正板31、第二归正板32、第三归正板33和/或第四归正板34由至少两根归正杆构成。
49.可选地,第一归正板31、第二归正板32、第三归正板33和/或第四归正板34长度方向的两端分别设置有至少两根归正杆。此时,仅在归正板的端部设置间隔的归正杆、以便于相邻的归正板相互靠近时实现交叉避位;在两端的归正杆之间可以设置板块结构,既方便连接归正杆,又能够有效作用于袋装物料、确保推挤整形效果。
50.当归正机构30需要从前、后、左、右四侧作用于承接平台20上的袋装物料1时,为避免归正机构30的归正板阻碍袋装物料1通过上料机构10进入承接平台20;一实施方式中,归正机构30可升降;例如,设置升降驱动件(如电缸、直线模组等)驱使归正机构30沿竖直方向运动,上料时,归正机构30上升、远离承接平台20,以便于上料机构10直接将袋装物料1输入承接平台20,袋装物料1到位后,归正机构30下降、靠近承接平台20,进而整形袋装物料1。
51.另一实施方式中,本技术提供的高位码垛机还包括搬运机构,搬运机构用于接取上料机构10上的袋装物料1、并能够将袋装物料1转移至承接平台20上。
52.其中,搬运机构可采用机器人、机械手、天车等至少能够做升降平移运动的搬运构件。该实施方式中,归正机构30的高度位置固定,四个归正板设于承接平台20的四侧、无法进行升降;上料机构10将袋装物料1输送至上料工位后,搬运机构自上料工位提取袋装物料1,随后,搬运机构携袋装物料1跨过临近的一个归正板、再将袋装物料1放入四个归正板之间的承接平台20上。
53.本技术并不限定搬运机构的具体构型。
54.一具体实施例中,搬运机构包括:顶升组件53,用于接收上料机构10输送而来的袋装物料1、并能够沿竖直方向顶升袋装物料1;夹爪51,用于抓取顶升组件上的袋装物料1;搬运驱动组件52,用于驱使夹爪51在顶升组件53和承接平台20之间往复移动。
55.该实施例中,上料时,袋装物料1进入顶升组件53,顶升组件53顶起袋装物料1,以便于袋装物料1处于方便夹爪51抓取的高度;搬运驱动组件52可采用电缸、直线模组等驱动装置,搬运驱动组件52能够驱使夹爪51靠近顶升组件53,以便于夹爪51抓取顶升组件53上被抬起的袋装物料1;夹爪51抓取到袋装物料1后,搬运驱动组件52能够驱使夹爪51靠近承接平台20;被夹爪51抓取的袋装物料1高于归正机构30,夹爪51移动时,袋装物料1能够跨过临近的一个归正板;袋装物料1处于归正工位(四个归正板之间)上方后,夹爪51释放袋装物料1,袋装物料1即可掉落到承接平台20上、等待归正机构30整形。
56.顶升组件53可以采用升降台(类似于升降机构)。为方便接收上料机构10输送而来袋装物料,顶升组件53可以包括传送部分和升降部分,传送部分可以采用传送带或者机动辊道,传送部分对接上料机构10、能够接收袋装物料1、以便于袋装物料1完全进入承接平台20;升降部分能够驱使传送部分沿竖直方向运动、从而实现对袋装物料1的顶升;或者,升降部分能够穿过传送部分、独立地顶升袋装物料1。
57.本技术并不限定顶升组件53的具体构型。
58.一具体实施例中,参照图1和图4,顶升组件53包括承接台53a和升降台53b,承接台53a对接上料机构10,承接台53a的台面由多根间隔设置的承接杆构成;升降台53b包括多根间隔设置的升降杆,相邻两根承接杆之间设置有一根升降杆,升降杆能够沿竖直方向运动;上料时,袋装物料1被置入承接台53a,升降杆不高于承接台53a的台面;袋装物料1到位后,升降杆上升,顶起袋装物料1、以便于夹爪51抓取袋装物料1。
59.可选地,夹爪51包括:第一爪部和第二爪部,第一爪部和第二爪部相对设置;夹持驱动件,用于驱使第一爪部和第二爪部相互靠近或远离。
60.具体地,夹持驱动件可采用气爪、电机丝杆等驱动装置;第一爪部和第二爪部相互靠近时,能够夹住袋装物料1;第一爪部和第二爪部相互远离时,能够释放袋装物料1。
61.更具体地,夹持驱动件的行程可调,以便于第一爪部和第二爪部配合夹持不同规格的袋装物料1。
62.可选地,夹爪51还包括旋转驱动件,用于驱使第一爪部和第二爪部旋转。
63.旋转驱动件可采用电机、马达、旋转气缸等驱动构件。通过设置旋转驱动件,第一爪部和第二爪部夹持袋装物料后、能够水平旋转袋装物料1、从而调整袋装物料的朝向。
64.当承接平台20一次承接多个袋装物料1时,承接平台20上多个袋装物料1的朝向可能会有不同;例如,图5所示的实施例中,有的袋装物料1竖向放置、有的袋装物料1横向放置;为实现袋装物料1的不同摆放状态,夹爪51搬运袋装物料1的过程中,旋转驱动件能够驱使第一爪部和第二爪部旋转,从而改变袋装物料1的朝向。
65.可选地,本技术提供的高位码垛机还包括预整形机构60,预整形机构60用于对进入承接平台20前的袋装物料1预整形。
66.容易理解的,上料机构10输送袋装物料1的过程中,袋装物料1可能会因为打滑或者受力不均打滑、位移甚至变形,若直接将袋装物料1输入承接平台20,会加重规整机构30的整形负担。
67.通过预整形机构60在袋装物料1的上料过程中对袋装物料1进行位置、朝向的预先调整,以便于袋装物料1以较为统一的状态、沿统一的路径进入下游,方便下游处理。
68.一实施方式中,预整形机构60包括:第一整形板61和第二整形板62,第一整形板61
和第二整形板62相对设置在上料机构10两侧;第一整形驱动件63,用于驱使第一整形板61和第二整形板62相互靠近或远离;第三整形板64,设于上料机构10上方;第二整形驱动件65,用于驱使第三整形板64靠近或远离上料机构10。
69.由于第一整形板61和第二整形板62相对设置在上料机构10两侧,袋装物料1沿着上料机构10向下游运动的过程中,第一整形板61和第二整形板62能够避免袋装物料1歪出上料机构10、从而在一定程度上阻止袋装物料1位移和歪斜。
70.第一整形驱动件63可采用气缸、电缸等驱动构件。袋装物料1被输送至第一整形板61和第二整形板62之间后,使得袋装物料1停留在预整形工位处,第一整形驱动件63工作、驱使第一整形板61和第二整形板62相互靠近,第一整形板61和第二整形板62能够对袋装物料1宽度方向的两侧进行推挤,从而调整袋装物料1的朝向和宽度方向的构型。
71.其中,第一整形板61和第二整形板62能够同时相对运动,或者,第一整形板61和第二整形板62中的一者固定设置、另一者能在第一整形驱动件63的驱动下靠近或远离固定设置的一者。
72.由于第三整形板64设于上料机构10上方,使得第三整形板64远离上料机构10,袋装物料1即可被输送至第三整形板64下方;使得袋装物料1停留在第三整形板64下方,第二整形驱动件65驱使第三整形板64靠近袋装物料1,第三整形板64能够推压袋装物料1的上表面,如此,既能够对袋装物料1的表面进行美化,还能够在一定程度上压平编织袋内的物料,避免袋装物料1内的物料分布过于参差。
73.第二整形驱动件65亦可采用气缸、电缸等驱动构件。
74.一具体实施例中,参照图1和图4,上料机构10包括多个输送段,任一输送段采用传送带或者机动辊道;其中一个输送段为上坡段,能够将低位的袋装物料1输送至高位;多个输送段逐一对接,能够通过配合连续传送袋装物料1;其中另一个输送段的两侧设置有第一整形板61和第二整形板62,第三整形板64设于第一整形板61和第二整形板62之间、并处于输送段上方;袋装物料1被输送至该输送段后,该输送段先将袋装物料1运输至预整形工位,随后,输送段停止工作,使得袋装物料1停留在预整形工位,此时,袋装物料1处于第一整形板61和第二整形板62之间、并处于第三整形板64下方;第一整形驱动件63工作,驱使第一整形板61和第二整形板62相互靠近至推挤袋装物料1;第二整形驱动件65工作,驱使第三整形板64下降至推挤袋装物料1;完成预整形后,第一整形板61、第二整形板62和第三整形板64远离袋装物料,输送段启动、输出袋装物料1。
75.可选地,本技术提供的高位码垛机还包括振动机构,振动机构用于对进入承接平台20前的袋装物料1振动,以便于振匀袋装物料1。
76.袋装物料1进入振动机构后,振动机构能够沿竖直方向往复振动、也能够沿水平方向往复振动袋装物料1,以便于编织袋内的物料均匀分布。物料分布均匀的袋装物料1更便于归正机构30整形、整形效果也更好。
77.一具体实施例中,参照图1和图3,顶升组件53包括承接台53a和升降台53b,承接台53a对接上料机构10,承接台53a的台面由多根间隔设置的承接杆构成;承接杆与振动机构相连,振动机构能够驱使承接杆沿竖直方向方向高速往复运动;振动机构可采用气缸、电缸等驱动构件;上料时,袋装物料1被置入承接台53a,振动机构驱使承接杆不断振动,振动一定时长后,升降杆上升,顶起袋装物料1、以便于夹爪51抓取袋装物料1。
78.可选地,本技术提供的高位码垛机还包括下料机构70,下料机构70用于接取并输出升降平台41上完成码垛的袋装物料1。
79.当一定数量的袋装物料1在升降平台41上完成码垛后,下料机构70能够取走升降平台41上的垛型、并能够将垛型转移到下游(如立体库);垛型被取走后,升降平台41空置,升降驱动组件42能够驱使升降平台41上升、使得升降平台41靠近承接平台20,以便于升降平台41接取新一轮的袋装物料1。
80.下料机构70可采用机器人、转运小车、天车等搬运装置。
81.一具体实施方式中,下料机构70包括至少两个输送段,任一输送段采用传送带或者机动辊道;其中一个输送段设于升降平台41上、用于承接袋装物料1;其他的输送段设于地面或者安装平台上。袋装物料1在处于升降平台41上的输送段上进行码垛;完成码垛后,升降平台41下降至其上输送段与其他输送段对接,输送段工作,即可将垛型转移出去。
82.可选地,本技术提供的高位码垛机还包括托盘2,置于升降平台41上、用于承托袋装物料1。
83.通过托盘2承托袋装物料1,多个袋装物料1在托盘2上实现码垛;如此,完成码垛后,垛型处于托盘2上;下料时,仅需转移托盘2、即可移动垛型,能够避免下料机构70或者下料工作人员作用于垛型、从而损害垛型。
84.同时,托盘2可设置为方便叉车取放的镂空构型,进一步方便后续对垛型的转移和使用。
85.需要补充的是,托盘2可循环使用。
86.一个托盘2上的垛型成型后,托盘2携垛型被转移到下游;另一个空托盘2被转移到升降平台41上,升降平台41携空托盘2朝向承接平台20运动,以便于新一轮的袋装物料1在空托盘2上码垛。
87.可选地,本技术提供的高位码垛机还包括机架80,机架80设于上料机构10下游,承接平台20、归正机构30和升降机构设于机架80中;
88.具体可参照图1,图示实施例中,机架80由若干钢管焊接呈框型;自上而下,机架80中布置有承接平台20和升降机构;承接平台20四周设置有归正机构30;上料机构10处于机架80一侧、并正对承接平台20。
89.进一步地,图1所示的实施例中,机架80中还设有搬运机构,搬运机构设于承接平台20上方,搬运机构能够通过水平移动,将上料机构10处的袋装物料1转移至承接平台20上方。
90.进一步地,图1所示的实施例中,机架80与上料机构10之间还设有预整形机构60,上料机构10将袋装物料1输入预整形机构60中,由预整形机构60对袋装物料1进行预整形后,搬运机构再接取并转移袋装物料1。
91.进一步地,图1所示的实施例中,机架80下方的外侧还设有下料机构70,完成码垛后,升降平台41下降、对接下料机构70,以便于下料机构70取走垛型。
92.以上实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1