一种卷烟包装盒的制作方法
1.本实用新型涉及烟草包装技术领域,特别涉及一种卷烟包装盒。
背景技术:
2.随着人们的生活水平越来越高,对产品包装越来越受重视,产品包装不仅能提升产品的档次和吸引力,且能够给使用者带来很大的乐趣。
3.而目前的传统卷烟包装盒结构固定,功能类型单一,除包装功能外,缺少提高卷烟商品档次的其它附加功能。比如现有卷烟包装盒上的图案比较单一,大都是静止的,缺乏趣味性,不能吸引人们注意。
技术实现要素:
4.本实用新型的目的在于解决现有技术中卷烟包装盒上的图案比较单一,缺乏趣味性的问题。
5.为解决上述技术问题,本技术的实施方式公开了一种卷烟包装盒,包括:内盒体,设有取烟口,内盒体的外表面上设置有目标图纹,目标图纹包括平行间隔设置的若干图纹条;外盒体,设置有开口,内盒体通过开口套设于外盒体内且内盒体可相对于外盒体在第一位置和第二位置之间运动,外盒体上具有透明区域且透明区域等间距平行设置有若干个遮光条,遮光条的延伸方向与目标图纹的延伸方向相平行且垂直于内盒体的运动方向,当内盒体相对外盒体运动时目标图纹与遮光条交叠运动以形成动态图像效果;锁止部,分别设置于内盒体和外盒体上,用于当内盒体运动至第一位置时,限制内盒体向突出于外盒体外部的方向移动。
6.本技术通过在将外盒体相应位置处设置为透明区域,使得外盒体内部的内盒体表面上的第一图纹可以显露出来,从而在第一盒体的运动过程中,通过透明区域使第一图纹与外盒体上的第二图纹交叠运动以形成动态图像效果,增加烟盒的趣味性和把玩性,有利于改善消费者的视觉感官体验。并且,本技术还分别在内盒体和外盒体上设置了锁止部,用于当内盒体运动至第一位置时,限制内盒体继续向外移动,以避免出现因内盒体从外盒体中脱落进而造成的烟支散落的风险,便于消费者使用。
7.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,锁止部包括:
8.第一卡扣,设置于内盒体的内表面的上部;
9.第二卡扣,设置于外盒体的内表面的上部;
10.当内盒体位于第一位置时,第一卡扣与第二卡扣相抵接。
11.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,外盒体还包括衬纸,衬纸设置于外盒体的内部且形成一空腔,内盒体至少部分设置于空腔内;衬纸的一侧壁上开设有窗口,窗口用于暴露目标图纹。
12.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,目标图纹由第一图纹组和第二图纹组叠加而成,其中,第一图纹组由被奇数个栅格切割的第一图像构成,
第二图纹组由被偶数个栅格切割的第二图像构成,第一图像与第二图像部分相同或第二图像为第一图像旋转一定角度所得。
13.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,取烟口设置于内盒体的顶部,开口设置于外盒体的顶部,外盒体的底部设有内盒体推动口。
14.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,内盒体和外盒体的外表面均设有装饰层。
15.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,取烟口处粘接有用于密封取烟口的密封部件。
16.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,密封部件为不干胶密封条。
17.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,内盒体的内壁上设置有镀铝层。
18.在一些可能的实施方式中,在本技术实施例提供的卷烟包装盒中,内盒体的内部设置有隔条,隔条用于将内盒体的内部分隔为至少两个独立的腔室。
附图说明
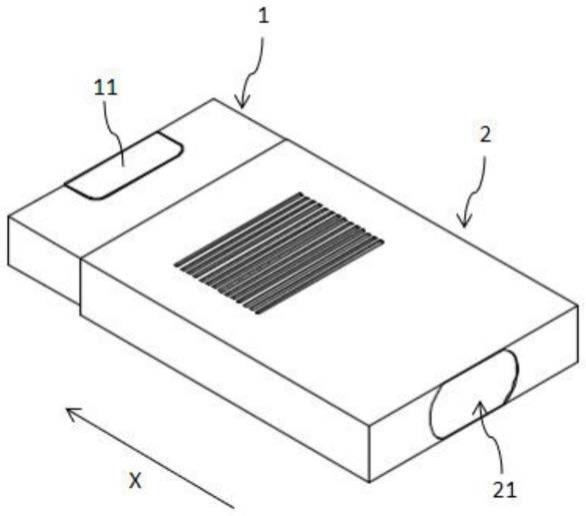
19.图1是本技术一实施例提供的卷烟包装盒的立体结构示意图;
20.图2是图1的侧视图;
21.图3是本技术一实施例提供的外盒体的展开示意图;
22.图4是本技术一实施例提供的内盒体的展开示意图;
23.图5是本技术一实施例提供的第一图纹组和第二图纹组的示意图;
24.图6是本技术一实施例提供的目标图纹的示意图;
25.图7是本技术一实施例提供的第一图纹组和第二图纹组相叠加时的示意图;
26.图8是本技术另一实施例提供的第一图纹组和第二图纹组的示意图;
27.图9是本技术另一实施例提供的目标图纹的示意图;
28.图10是本技术另一实施例提供的第一图纹组和第二图纹组相叠加时的示意图。
具体实施方式
29.以下由特定的具体实施例说明本技术的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本技术的其他优点及功效。虽然本技术的描述将结合较佳实施例一起介绍,但这并不代表此申请的特征仅限于该实施方式。恰恰相反,结合实施方式作申请介绍的目的是为了覆盖基于本技术的权利要求而有可能延伸出的其它选择或改造。为了提供对本技术的深度了解,以下描述中将包含许多具体的细节。本技术也可以不使用这些细节实施。此外,为了避免混乱或模糊本技术的重点,有些具体细节将在描述中被省略。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
30.应注意的是,在本说明书中,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本实施例的描述中,需要说明的是,术语“底”、“内”、“外”等指示的方位或位置
关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
33.在本实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连;可以是机械连接,也可以是电连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实施例中的具体含义。
34.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术的实施方式作进一步地详细描述。
35.如图1和图2所示,本技术的一实施例提供了一种用于烟草制品的包装盒,包括外盒体2和设置于外盒体2内部的内盒体1。
36.具体地,内盒体1上设有取烟口10,外盒体2上设置有开口,内盒体1通过开口套设于外盒体2内且可相对于外盒体2在第一位置和第二位置之间运动。内盒体1的外表面上设置有目标图纹,目标图纹包括平行间隔设置的若干图纹条,外盒体2上具有透明区域,透明区域上等间距平行设置有若干个遮光条,遮光条的延伸方向与不透明图纹条的延伸方向相平行且垂直于内盒体1的运动方向,当内盒体1相对于外盒体2在第一位置和第二位置之间运动时,第一图纹与第二图像交叠运动以形成动态图像效果。
37.进一步地,内盒体1和外盒体2上还分别设置有锁止部,当内盒体1运动至第一位置时,锁止部能够限制内盒体1向突出于外盒体2外部的方向(图1和图2中x方向所示)移动。
38.本技术通过在将外盒体2相应位置处设置为透明区域,使得外盒体2内部的内盒体1表面上的第一图纹可以显露出来,从而在第一盒体的运动过程中,通过透明区域使第一图纹与外盒体2上的第二图纹交叠运动以形成动态图像效果,增加烟盒的趣味性和把玩性,有利于改善消费者的视觉感官体验。并且,考虑到内、外盒体相对运动存在内盒体1从外盒体2中脱落进而致使内盒体1内的烟支散落的风险,本技术还分别在内盒体1和外盒体2上设置了锁止部,用于当内盒体1运动至第一位置时,限制内盒体1继续向外移动,以避免出现因内盒体1从外盒体2中脱落进而造成的烟支散落的现象,更便于消费者使用。
39.取烟口10设置于内盒体1的顶部,开口设置于外盒体2的顶部,外盒体2的底部设有内盒体推动口21。
40.具体地,目标图纹中的各图纹条的宽度相等且等于相邻两遮光条之间的间隔,目标图纹中相邻的图纹条之间的间隔等于遮光条的宽度。
41.可选地,目标图纹由第一图纹组和第二图纹组叠加而成,其中,第一图纹组由被奇数个栅格500切割的第一图像构成,第二图纹组由被偶数个栅格500切割的第二图像构成,第一图像与第二图像部分相同或第二图像为第一图像旋转一定角度所得。进一步地,第一图纹组中的各图纹和第二图纹组中的各图纹颜色相同,第一图纹组中各图纹的宽度与第二图纹组中相邻两图纹之间的间隔相等,第二图纹组中各图纹的宽度与第一图纹组中相邻两图纹之间的间隔相等。
42.图6示出本技术的一种可能的实现方式中的目标图纹的示意图,图5示出构成图6中的目标图纹的第一图纹组300和第二图纹组400的示意图。其中,图5(a)为构成图6中的目
标图纹的第一图纹组300的示意图,图5(b)为构成图6中的目标图纹的第二图纹组400的示意图。在图5中,白色线条为栅格500,第一图纹组300由第一图像被奇数栅格500(即总数量为奇数的栅格500)切割而成(如图5(a)所示),第一图纹组300由第二图像被偶数栅格500(即总数量为偶数的栅格500)切割而成(如图5(b)所示),第一图像和第二图像部分图案相同,然后将第一图纹组300和第二图纹组400叠加,即如图7所示,使第二图纹组400各图纹一一对应的填充到第一图纹组300中的各图纹之间的间隔中,进而得到目标图纹(如图6所示)。将得到的目标图纹印刷至内盒体1的表面上,并在外盒体2的透明区域印刷上与目标图纹宽度相等的不透明的遮光条,从而使得当内盒体1相对外盒体2移动时,目标图纹在外盒体2不透明遮光条的作用下,叠加后的图形通过与切割尺寸相同的栅格500进行上下移动,由于视觉残留的原因就会产生鱼尾游动的动画效果。
43.图9示出本技术的另一种可能的实现方式中的目标图纹的示意图,图8示出构成图9中的目标图纹的第一图纹组600和第二图纹组700的示意图。其中,图8(a)为构成图9中的目标图纹的第一图纹组600的示意图,图8(b)为构成图9中的目标图纹的第二图纹组700的示意图。在图8中,白色线条为栅格500,第一图纹组600由第一图像被奇数栅格500(即总数量为奇数的栅格500)切割而成(如图8(a)所示),第一图纹组600由第二图像被偶数栅格500(即总数量为偶数的栅格500)切割而成(如图8(b)所示),第二图像可有第一图像旋转一定角度而得,然后将第一图纹组600和第二图纹组700叠加,即如图10所示,使第二图纹组700各图纹一一对应的填充到第一图纹组600中的各图纹之间的间隔中,进而得到目标图纹(如图9所示)。进而将得到的目标图纹印刷至内盒体1的表面上,并在外盒体2的透明区域印刷上与目标图纹宽度相等的不透明的遮光条,从而使得当内盒体1相对外盒体2移动时,呈现出花瓣旋转的动画效果。
44.在本技术的一个可能的实现方式中,锁止部包括设置于内盒体1的内表面的上部的第一卡扣和设置于外盒体2的内表面的上部的第二卡扣,当内盒体1位于第一位置时,第一卡扣与第二卡扣相抵接。
45.具体地,第一卡扣和第二卡扣的数量均为两个,分别设置在外盒体2和内盒体1的两内侧壁上。
46.第一卡扣为凸出于内盒体1内壁的凸起,第二卡扣为凸出于外盒体2内壁的凸起,第一卡扣和第二卡扣可为矩形、圆形或其它形状的凸起,只要能够在内盒体1位于第一位置时,实现第一卡扣和第二卡扣的抵接即可,对其形状不做限定。
47.在本技术的一个可能的实现方式中,外盒体2还包括衬纸,衬纸设置于外盒体2的内部且形成一空腔,内盒体1至少部分设置于空腔内;衬纸的一侧壁上开设有窗口2061,窗口2061用于暴露第一图纹。
48.可选地,内衬纸、外盒体2的外壁、外盒体2上的第二卡扣一体成型,内盒体1及其上的第一卡扣一体成型。具体地,外/内盒体由纸板坯料一次模切成型,无需配件组装,有利于实现卷烟包装机上机器自动生产。如图3和图4所示,在本实施方式中,由一张纸坯经模切、压折形成上述外/内盒体。具体地,图3和图4中的实线为模切线,所谓模切线即切割线,即纸坯可沿模切线剪裁,图3和图4中的虚线为压痕线,经模切线裁剪后的纸坯板可沿图3和图4中的压痕线压折形成外/内盒体。
49.具体地,内衬纸、外盒体2的外壁、外盒体2上的第二卡扣由第一坯料一体成型。如
图3所示,第一坯料包括第一外板201、第二外板202、第一侧板203、第二侧板204、第二卡扣板205、第一内板206和第二内板207。其中,第一侧板203的数量为两个,分别连接在第一外板201的左右两侧,第二侧板204的数量也为两个,分别连接在第二外板202的左右两侧。第一内板206和第二卡扣板205分别连接在第一外板201的前侧,且第二卡扣板205的数量为两个,分别设置在第一外板201前侧的左右两边,第一内板206设置在两个第二卡扣板205的中间;第二内板207连接在第二外板202的后侧。当沿图3中的虚线折叠成型时,第一外板201和第二外板202分别形成外盒体2外部的前壁和后壁,位于第一外板201左侧的第一侧板203和位于第二外板202左侧的第二侧板204粘接形成外盒体2的左侧壁,位于第一外板201右侧的第一侧板203和位于第二外板202右侧的第二侧板204粘接形成外盒体2的右侧壁,第一内板206和第二内板207分别形成外盒体2内部的衬纸。其中,第一内板206为与外盒体2的前壁相连接的前衬纸,其面向内盒体1上设置有第一图纹的前壁设置,第一内板206开设有窗口2061,用于暴露内盒体1上的第一图纹。第二卡扣板205形成外盒体2内的第二卡扣。
50.进一步地,如图4所示,内盒体1及其上的第一卡扣由第二坯料一体成型。第二坯料包括第三外板101、第四外板102、第三侧板103、第四侧板104和第一卡扣板105。其中,第三侧板103的数量为两个,分别连接在第三外板101的左右两侧,第四侧板104的数量也为两个,分别连接在第四外板102的左右两侧。第一卡扣板105的数量为两个,分别设置在第四侧板104后侧的左右两边。当沿图4中的虚线折叠成型时,第三外板101和第四外板102分别形成内盒体1的前壁和后壁,位于第三外板101左侧的第三侧板103和位于第四外板102左侧的第四侧板104粘接形成内盒体1的左侧壁,位于第三外板101右侧的第三侧板103和位于第四外板102右侧的第四侧板104粘接形成内盒体1的右侧壁。第一卡扣板105形成内盒体1内的第一卡扣。进一步地,取烟口10开设在第三外板101和第四外板102的连接区域。
51.在一些可能的实施方式中,内盒体1和外盒体2的外表面均设有装饰层。比如,为了使烟盒美观,可以在内盒体1和外盒体2外表面分别设置中英文字符。
52.在一些可能的实施方式中,取烟口10处粘接有用于密封取烟口10的密封部件11。具体地,密封部件11为不干胶密封条,内盒体1的内壁上设置有镀铝层。这样设置可以更好的保持内盒体1内卷烟的水分含量,保证卷烟纸质量。
53.在一些可能的实施方式中,内盒体1的内部设置有隔条,隔条用于将内盒体1的内部分隔为至少两个独立的腔室。
54.具体地,在内盒体1的空腔内设置分隔件,可以将内盒体12的内腔分成多个容纳腔,进而使得卷烟包装盒可以混装多种风格或品种的烟草制品,进一步丰富了包装盒内的烟草制品的品种多样性,且分隔件的设置可还使不同烟草制品彼此分隔开,避免不同烟草制品彼此风味影响,从而满足消费者不同口味、风格等个性化需求。
55.具体地,在一些实施例中,分隔件为直角的u型槽状,并且沿棒状吸烟物品的长度方向延伸。分隔件插入内盒体1内,槽体的两个侧壁分别与内腔的两个侧壁贴合,槽体的底部用于将烟草制品分隔开。
56.本技术通过在将外盒体2相应位置处设置为透明区域,使得外盒体2内部的内盒体1表面上的第一图纹可以显露出来,从而在第一盒体的运动过程中,通过透明区域使第一图纹与外盒体2上的第二图纹交叠运动以形成动态图像效果,增加烟盒的趣味性和把玩性,有利于改善消费者的视觉感官体验。并且,本技术还分别在内盒体1和外盒体2上设置了锁止
部,用于当内盒体1运动至第一位置时,限制内盒体1继续向外移动,以避免出现因内盒体1从外盒体2中脱落进而造成的烟支散落的风险,便于消费者使用。并且本技术包装盒的取烟口10处粘接有不干胶密封条,内盒体1内侧壁设有镀铝层,从而可以更好的保持包装盒内的卷烟的水分含量,保证卷烟的质量。
57.虽然通过参照本技术的某些优选实施方式,已经对本技术进行了图示和描述,但本领域的普通技术人员应该明白,以上内容是结合具体的实施方式对本技术所作的进一步详细说明,不能认定本技术的具体实施只局限于这些说明。本领域技术人员可以在形式上和细节上对其作各种改变,包括做出若干简单推演或替换,而不偏离本技术的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1