一种铝塑门窗码垛机的制作方法
1.本实用新型涉及铝塑门窗型材码垛技术领域,具体是一种铝塑门窗码垛机。
背景技术:
2.铝塑门窗进行焊接清角后,从生产线输送到码垛区后,目前都是通过人工进行码垛,人工进行码垛不仅人员成本大,而且由于铝塑门窗一般为方形框结构,在码垛时,人工码垛很难做到对齐叠加码垛,因此不利于后续的包装运输。
技术实现要素:
3.本实用新型的目的在于提供一种铝塑门窗码垛机,它能够实现自动化码垛,无需人工,节约了人工成本;而且全自动化操作实现对齐规整的叠加码垛,方便后续的包装运输。
4.本实用新型为实现上述目的,通过以下技术方案实现:
5.一种铝塑门窗码垛机,包括x向调节底座、z向调节机壳、y向调节悬臂;所述z向调节机壳在x向调节底座上沿着x轴方向位置可调,所述y向调节悬臂在z向调节机壳上沿着z轴方向位置可调;所述y向调节悬臂上设有两个夹持装置,分别为固定在y向调节悬臂一侧的固定夹持装置、在y向调节悬臂上沿着y轴方向位置可调的可调夹持装置;所述夹持装置包括壳体和夹持机构,所述壳体底部设有条形槽,所述夹持机构位于条形槽侧部,所述夹持机构对铝塑门窗框架进行夹持。
6.所述夹持机构包括夹持气缸和夹板,所述夹持气缸的活塞杆末端与夹板连接。
7.其中一个所述夹持装置的壳体上设有检料装置;所述检料装置包括检料气缸和光电开关,所述检料气缸的活塞杆末端设有门型架,所述门型架的两侧架板位于条形槽的一侧,所述光电开关设置在门型架的两侧架板末端。
8.所述z向调节机壳在x向调节底座上通过齿轮齿条传动机构实现x轴方向位置可调。
9.所述y向调节悬臂在z向调节机壳上通过丝杠丝母传动机构z轴方向位置可调。
10.所述可调夹持装置在y向调节悬臂上通过同步带机构y轴方向位置可调。
11.对比现有技术,本实用新型的有益效果在于:
12.固定夹持装置能实现x轴、z轴方向的位置调节,可调夹持装置能实现x轴、y轴、z轴方向的位置调节,根据铝塑门窗的宽度调节固定夹持装置与可调夹持装置之间的距离与之相适应。
13.使用时,通过xyz三个方向的位置调节,使固定夹持装置与可调夹持装置调整至与生产线上的铝塑门窗框架对齐,然后夹持机构对铝塑门窗框架夹持。然后y向调节悬臂在z向调节机壳上沿着z轴方向上升,z向调节机壳在x向调节底座上沿着x轴方向向远离生产线方向移动,与此同时,检料装置上的检料气缸的活塞杆伸长,使光电开关下移从壳体底部探出,当探出的光电开关检测到已经码垛好的最上方窗框时(已经码垛好的最上方窗框阻挡
光电开关的光线时发出信号),控制夹持机构的夹持气缸的活塞杆收缩,夹板脱离对铝塑门窗框架的夹持,从而将夹持的铝塑门窗框架叠加到已经码垛好的最上方窗框顶部,作为新的已经码垛好的最上方窗框。然后检料装置上的检料气缸的活塞杆收缩,使光电开关上移从壳体底部回缩,然后再进行生产线上下一个铝塑门窗框架的码垛操作。
14.综上所述,本装置能够实现自动化码垛,无需人工,节约了人工成本;而且全自动化操作实现对齐规整的叠加码垛,方便后续的包装运输。
附图说明
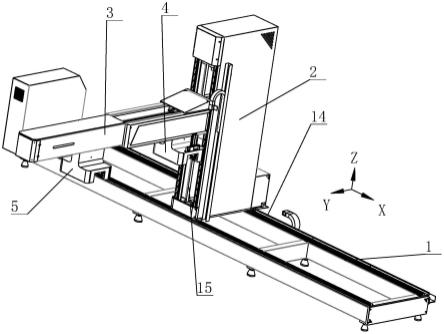
15.附图1是本实用新型结构示意图。
16.附图2是本实用新型局部结构示意图。
17.附图3是本实用新型中夹持装置结构示意图。
18.附图4是本实用新型中夹持装置结构示意图。
19.附图5是本实用新型在生产线上使用状态图。
20.附图6是本实用新型使用状态图。
21.附图中所示标号:
22.1、x向调节底座;2、z向调节机壳;3、y向调节悬臂;4、固定夹持装置;5、可调夹持装置;6、壳体;7、夹持机构;8、条形槽;9、夹持气缸;10、夹板;11、检料气缸;12、光电开关;13、门型架;14、齿轮齿条传动机构;15、丝杠丝母传动机构;16、同步带机构;17、生产线;18、夹持输送机械手;19、定位触杆。
具体实施方式
23.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
24.本实用新型所述是一种铝塑门窗码垛机,主体结构包括x向调节底座1、z向调节机壳2、y向调节悬臂3;所述z向调节机壳2在x向调节底座1上沿着x轴方向位置可调,所述y向调节悬臂3在z向调节机壳2上沿着z轴方向位置可调;所述y向调节悬臂3上设有两个夹持装置,分别为固定在y向调节悬臂3一侧的固定夹持装置4、在y向调节悬臂3上沿着y轴方向位置可调的可调夹持装置5。
25.xyz三轴方向的调节机构如下:所述z向调节机壳2在x向调节底座1上通过齿轮齿条传动机构14实现x轴方向位置可调。所述y向调节悬臂3在z向调节机壳2上通过丝杠丝母传动机构15z轴方向位置可调。所述可调夹持装置5在y向调节悬臂3上通过同步带机构16y轴方向位置可调。
26.所述夹持装置包括壳体6和夹持机构7,所述壳体6底部设有条形槽8,铝塑门窗在条形槽8内通过夹持机构7夹持,然后运送至码垛区。所述夹持机构7位于条形槽8侧部,所述夹持机构7对铝塑门窗框架进行夹持。所述夹持机构7包括夹持气缸9和夹板10,所述夹持气缸9的活塞杆末端与夹板10连接。
27.其中一个所述夹持装置的壳体6上设有检料装置;所述检料装置包括检料气缸11
和光电开关12,所述检料气缸11的活塞杆末端设有门型架13,所述门型架13的两侧架板位于条形槽8的一侧,所述光电开关12设置在门型架13的两侧架板末端。
28.使用方法详解:
29.固定夹持装置4能实现x轴、z轴方向的位置调节,可调夹持装置5能实现x轴、y轴、z轴方向的位置调节,根据铝塑门窗的宽度调节固定夹持装置4与可调夹持装置5之间的距离与之相适应。
30.如说明书附图图5所示,在码垛之前,生产线17上的夹持输送机械手18将清角后的铝塑门窗夹持输送到生产线17末端,铝塑门窗的前侧窗框触碰到生产线17末端的定位触杆19后停止,夹持输送机械手18松开后回位,此时铝塑门窗在生产线17的位置作为码垛原点位置。
31.使用时,通过xyz三个方向的位置调节,使固定夹持装置4与可调夹持装置5调整至与生产线17上码垛原点位置的铝塑门窗框架对齐,然后夹持机构7对铝塑门窗框架夹持。然后y向调节悬臂3在z向调节机壳2上沿着z轴方向上升,z向调节机壳2在x向调节底座1上沿着x轴方向向远离生产线17方向移动,与此同时,如说明书附图图6所示码垛使用状态,检料装置上的检料气缸11的活塞杆伸长,使光电开关12下移从壳体6底部探出,当探出的光电开关12检测到已经码垛好的最上方窗框(说明书附图图6中a处)时(已经码垛好的最上方窗框阻挡光电开关12的光线时发出信号),控制夹持机构7的夹持气缸9的活塞杆收缩,夹板10脱离对铝塑门窗框架的夹持,从而将夹持的铝塑门窗框架叠加到已经码垛好的最上方窗框(说明书附图图6中a处)顶部,作为新的已经码垛好的最上方窗框。然后检料装置上的检料气缸11的活塞杆收缩,使光电开关12上移从壳体6底部回缩,然后再进行生产线17上下一个铝塑门窗框架的码垛操作。
32.综上所述,本装置能够实现自动化码垛,无需人工,节约了人工成本;而且全自动化操作实现对齐规整的叠加码垛,方便后续的包装运输。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1